Настоящее изобретение относится к области строительства, а более точно касается облицовочного рукава для внутренней поверхности трубопровода и может быть использовано для защиты внутренней поверхности трубопровода от механических повреждений, коррозии или от образования нежелательных отложений.
Известны различные облицовочные рукава для ремонта и усиления трубопроводов.
В частности, известен облицовочный рукав из патента РФ 2000513, F 16 L 58/02, 07 февраля 1993. Указанный облицовочный рукав содержит армирующий пропитанный связующим материал, заключенный между внутренним и наружным герметичными рукавами из синтетического пленочного материала. Внутренний и наружный герметичные рукава выполнены из материалов, имеющих соотношение их пластических деформаций (1,5-3,5):1 при температуре теплоносителя 60-80oС и (1,5-5,0):1 при температуре теплоносителя 80-100oС.
Указанному облицовочному рукаву присущи следующие недостатки. Внутренний рукав в результате термообработки за счет подплавления должен быть прикреплен к внутренней поверхности трубопровода, так что высока вероятность его отслоения, что может привести при эксплуатации трубопровода к его закупорке, фильтрации и инфильтрации через рукав, и ввиду незащищенности рукава изнутри может быть повышенный абразивный износ.
Наиболее близким аналогом к предлагаемому изобретению является облицовочный рукав для внутренней поверхности трубопровода, содержащий внешнюю рукавную пленочную оболочку из термопластичного полимерного материала, армирующую оболочку, прилегающую своей внешней поверхностью к внутренней поверхности внешней пленочной оболочки и пропитанную отверждающимся связующим, и внутреннюю рукавную трехслойную из термопластичного полимерного материала пленочную оболочку, расположенную со стороны внутренней поверхности армирующей оболочки (патент США 5186987, F 16 L 55/162, 16 февраля 1993).
В указанном облицовочном рукаве армирующая оболочка состоит из ткани и мата волокон высокой прочности, пропитанных загущенной жидкой термоотверждающей смолой для образования тканево-волоконно-усиленного составного облицовочного рукава, имеющего достаточную длину и ширину, превышающую длину внутренней окружности обрабатываемого трубопровода. Боковые края оболочки слегка перехлестывают друг друга для образования трубы вокруг внутренней рукавной пленки. Внутренняя рукавная пленка имеет: а) внешний слой, способный легко отделяться от армирующей оболочки и состоящий из пленки двухосно ориентированного пластика, б) промежуточный слой, состоящий из пленки двухосно ориентированного пластика и обладающий гибкостью, прочностью и высоким сопротивлением растяжению при незначительной степени удлинения, и в) внутренний слой, обладающий незначительной паропроницаемостью и сопротивлением нагреванию в такой степени, что пластик не плавится и не разрушается паром.
Этому изобретению присущи следующие недостатки.
Внутренний слой - неплавкой пленки, в частности полипропилен, имеет низкую пластичность под действием температуры водяного пара. В результате внутреннего тепла саморазогрева реакции полипропилен размягчается, т.к. температура высокопластичной деформации полипропилена ≈ 130oС, что гораздо ниже температуры саморазогрева реакции (выше 200oС). Ввиду низкой эластичности внутренний слой не растягивается, возникают дефекты, следовательно, наблюдается негерметичность облицовочного рукава.
Внутренняя рукавная оболочка производится соединением в единое целое с помощью послойного склеивания и последующим термозапаиванием концов. Этот процесс нестабилен, т. к. по месту склейки и сварки возникают дефекты, что резко снижает надежность рукава в целом.
Получение термопластичного внутреннего слоя на армирующей оболочке путем растворения пластика в процессе получения покрытия является нестабильным процессом, в результате которого велика вероятность неполного растворения пластика и, следовательно, получения неоднородного покрытия.
Наличие на внешней поверхности ткани армирующей оболочки водоотталкивающей отделки препятствует удалению в процессе отверждения из облицовочного рукава летучих продуктов реакции, что приводит к повышению пористости получаемого покрытия.
Перехлест краев армирующей оболочки может обусловить их смещение при транспортировке в трубопровод и, следовательно, потерю рукавной формы, т.к. реально существующие трубопроводы, особенно самотечные, имеют расстыковки, сколы, просадку, так что при транспортировке армирующая оболочка на этих дефектах встречает сопротивление, что приводит к снижению качества получаемого покрытия.
Как видно из вышеизложенного, все эти недостатки в целом приводят к ухудшению качества получаемого покрытия.
В основу настоящего изобретения была положена задача создания такого облицовочного рукава для внутренней поверхности трубопровода, который был бы выполнен так, что позволило бы снизить пористость получаемого покрытия и повысить его однородность, герметичность и надежность, что позволило бы значительно повысить качество получаемого покрытия, что привело бы, в свою очередь, к значительному снижению абразивного износа трубопровода и повысило бы его пропускную способность.
Это достигается тем, что в облицовочном рукаве для внутренней поверхности трубопровода, содержащем внешнюю рукавную пленочную оболочку из термопластичного полимерного материала, армирующую оболочку, прилегающую своей внешней поверхностью к внутренней поверхности внешней пленочной оболочки и пропитанную отверждающимся связующим, и внутреннюю рукавную трехслойную из термопластичного полимерного материала пленочную оболочку, расположенную со стороны внутренней поверхности армирующей оболочки и способную отделяться от внутренней поверхности этой оболочки, согласно изобретению армирующая оболочка имеет со стороны внутренней рукавной трехслойной пленочной оболочки термопластичный слой, жестко соединенный с армирующей оболочкой и служащий внутренней поверхностью этой оболочки, и боковые края оболочки совместно с боковыми краями термопластичного слоя соединены между собой, а внутренняя рукавная трехслойная пленочная оболочка имеет соединенные между собой первый - внешний слой, содержащий в качестве термопластичного полимерного материала полиамид 6, прилегающий к внутренней поверхности армирующей оболочки и способный отделяться от этой оболочки, второй - промежуточный слой, контактирующий с внешним слоем и содержащий в качестве термопластичного полимерного материала полиамид 12 или полимерный клей на основе полиамида, и третий - внутренний слой, контактирующий с промежуточным слоем и содержащий в качестве термопластичного полимерного материала смесь полиэтилена с полипропиленом, один из которых - полиэтилен при термообработке плавится, а другой - полипропилен не плавится и не разрушается, что способствует образованию расплавленной фазы плавкого полимера - полиэтилена, которая распределяется между дефектами промежуточного слоя, при этом внешняя оболочка, армирующая оболочка и внутренняя оболочка концентрично расположены между собой.
Термопластичный слой может содержать полиуретан в количестве 100 мас.%, или смесь полиуретана в количестве 70-95 мас.% с полиолефином в количестве 30-5 мас.% или со смесью полиолефинов в количестве 30-5 мас.%, или смесь полиуретана в количестве 70-95 мас.% с полиэфиром в количестве 30-5 мас.% или со смесью полиэфиров в количестве 30-5 мас.%, или полиолефин в количестве 100 мас.% или смесь двух полиолефинов в количестве 70-95 мас.% и 30-5 мас.% соответственно, или полиэфир в количестве 100 мас.% или смесь двух полиэфиров в количестве 70-95 мас.% и 30-5 мас.% соответственно.
При содержании полиуретана ниже 70 мас.% теряется теплостойкость рукава, следовательно, снижается вероятность получения качественного покрытия, а выше 95 мас.% снижается однородность и равномерность нанесения полиуретана, т. к. его смесь с полиолефином или со смесью полиолефинов (полиолефин является структурным пластификатором) способствует процессу нанесения полиуретана в виде непрерывного полотна.
Что касается смеси полиуретана с полиэфирами, то при содержании полиуретана ниже 70 мас.% сложно получить гомогенную смесь материалов, а при содержании полиуретана выше 95 мас.% снижается эластичность рукава, а следовательно, и получаемого покрытия.
Вполне возможно, чтобы внутренний слой внутренней оболочки содержал смесь полиэтилена в количестве 20-40 мас.% с полипропиленом в количестве 80-60 мас.%.
Содержание полиэтилена больше 40 мас.% снижает теплостойкость внутреннего слоя, меньше 20 мас.% повышает жесткость слоя.
Все слои внутренней оболочки могут быть соединены между собой по всей поверхности слоев путем их расплава.
Преимущества предлагаемого изобретения заключаются в следующем. Наличие внешней оболочки, контактирующей с дефектным трубопроводом, предотвращает проникновение внутрь неотвержденного облицовочного рукава грунтовых вод и тем самым защищает его от вымывания неотвержденного связующего, наличие воды препятствует процессу отверждения связующего (вода является ингибитором процесса отверждения). Наличие получаемого термопластичного покрытия, контактирующего с транспортируемой жидкостью, повышает герметичность трубопровода, улучшает его пропускную способность, предотвращает от абразивного износа.
Далее изобретение поясняется описанием конкретных примеров его выполнения и прилагаемыми чертежами, на которых:
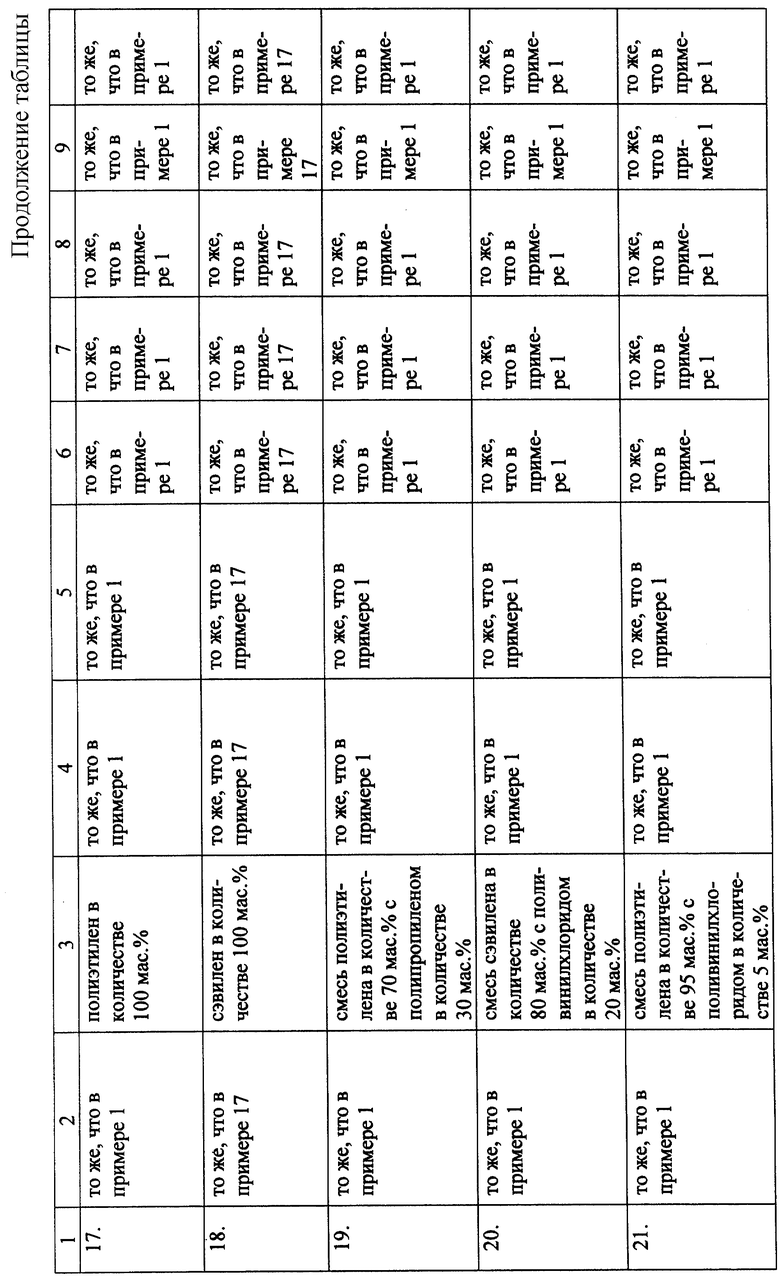
фиг.1 изображает предлагаемый облицовочный рукав (поперечный разрез);
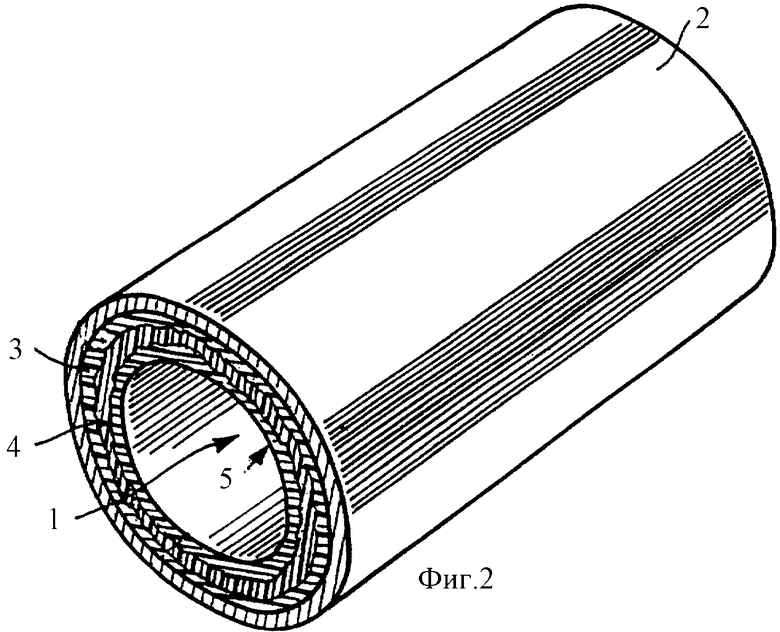
фиг.2 - то же, что на фиг.1, но облицовочный рукав нанесен на внутреннюю поверхность трубопровода (аксонометрия);
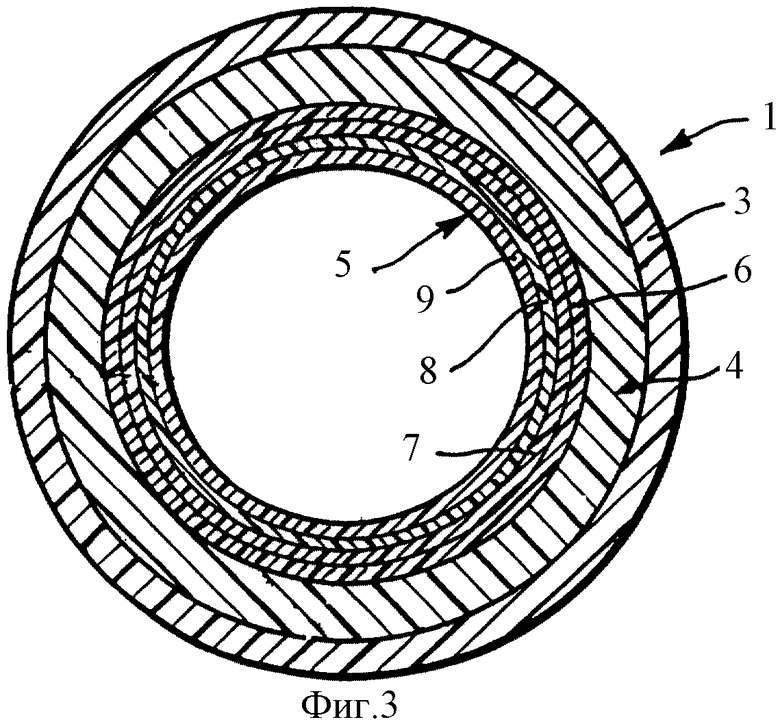
фиг.3 - то же, что на фиг.1, в увеличенном масштабе.
Предлагаемый облицовочный рукав 1 (фиг.1 и 2) для внутренней поверхности трубопровода 2 содержит внешнюю рукавную пленочную оболочку 3 из термопластичного полимерного материала, армирующую оболочку 4 из синтетического войлока на основе полиэфирных волокон, прилегающую своей внешней поверхностью к внутренней поверхности внешней пленочной оболочки 3 и пропитанную отверждающимся связующим на основе ненасыщенной полиэфирной смолы или эпоксидной смолы, и внутреннюю рукавную трехслойную из термопластичного полимерного материала пленочную оболочку 5, расположенную со стороны внутренней поверхности армирующей оболочки 4 и способную отделяться от внутренней поверхности этой оболочки 5. Армирующая оболочка 4 (фиг.3) имеет со стороны внутренней рукавной трехслойной пленочной оболочки 5 термопластичный слой 6, жестко соединенный с армирующей оболочкой 4 и служащий внутренней поверхностью этой оболочки 4. Боковые края оболочки 4 совместно с боковыми краями термопластичного слоя 6 соединены между собой. Внутренняя рукавная трехслойная пленочная оболочка 5 имеет соединенные между собой первый - внешний слой 7, содержащий в качестве термопластичного полимерного материала полиамид 6, прилегающий к внутренней поверхности армирующей оболочки 4 и способный отделяться от этой оболочки 4, второй - промежуточный слой 8, контактирующий с внешним слоем 7 и содержащий в качестве термопластичного полимерного материала полиамид 12 или полимерный клей на основе полиамида, и третий - внутренний слой 9, контактирующий с промежуточным слоем 8 и содержащий в качестве термопластичного полимерного материала смесь полиэтилена с полипропиленом, один из которых - полиэтилен при термообработке плавится, а другой - полипропилен не плавится и не разрушается, что способствует образованию расплавленной фазы плавкого полимера - полиэтилена, которая распределяется между дефектами промежуточного слоя 8. Внешняя оболочка 3, армирующая оболочка 4 и внутренняя оболочка 5 концентрично расположены между собой.
В качестве термопластичного полимерного материала оболочка 3 содержит полиэтилен в количестве 100 мас.% или смесь полиэтилена с полипропиленом в количестве 20-40 мас.% и 80-60 мас.% соответственно.
Термопластичный слой 6 содержит полиуретан в количестве 100 мас.%, или смесь полиуретана в количестве 70-95 мас.% с полиолефином в количестве 30-5 мас. % или со смесью полиолефинов в количестве 30-5 мас.%, или смесь полиуретана в количестве 70-95 мас.% с полиэфиром в количестве 30-5 мас.% или со смесью полиэфиров в количестве 30-5 мас.%, или полиолефин в количестве 100 мас.%, или смесь двух полиолефинов в количестве 70-95 мас.% и 30-5 мас.% соответственно, или полиэфир в количестве 100 мас.%, или смесь двух полиэфиров в количестве 70-95 мас.% и 30-5 мас.% соответственно.
Внутренний слой 9 внутренней оболочки 5 содержит смесь полиэтилена в количестве 20-40 мас.% с полипропиленом в количестве 80-60 мас.%.
В качестве полиолефинов в смеси с полиуретаном можно использовать полиэтилен, сэвилен, а в качестве полиолефинов отдельно - полиэтилен, сэвилен и в смеси с добавками полипропилена, поливинилхлорида.
Если предел полиолефина больше 70 мас.%, то мы имеем сложность получения однородного распределения, если больше 95 мас.%, то для полипропилена повышается жесткость, для сэвилена, полиэтилена и поливинилхлорида снижается теплостойкость.
В качестве полиэфиров можно использовать термоэластопласты - дивинилстирольный, бутадиенстирольный или полибутилентерефталат.
Все слои 7, 8, 9 внутренней оболочки 5 соединены между собой по всей поверхности слоев путем их расплава.
Способ нанесения предлагаемого облицовочного рукава на внутреннюю поверхность трубопровода заключается в следующем.
Облицовочный рукав 1 (фиг.3), содержащий рукавные внешнюю 3 и внутреннюю 5 трехслойную оболочки на основе термопластичных материалов, между которыми концентрично размещена армирующая оболочка 4, пропитанная отверждающимся связующим, вводят внутрь трубопровода 2, затем производят подачу внутрь облицовочного рукава 1 под давлением 0,1-0,3 атм сжатого воздуха или воды до облегания (далее давление облегания) рукавом 1 внутренней поверхности трубопровода 2, производят подачу под давлением теплоносителя и проводят термообработку до отверждения связующего при следующем режиме:
- теплоноситель - насыщенный водяной пар или горячая вода;
- температура теплоносителя - 80-100oС;
- давление - 0,1-0,6 атм;
- время термообработки - 2-15 час.
Затем после термообработки производят охлаждение рукава со скоростью охлаждения 10-20oС/час.
После чего удаляют внутреннюю оболочку 5 и получают покрытие внутренней поверхности трубопровода 2.
Ниже будут подробно описаны конкретные примеры выполнения предлагаемого облицовочного рукава.
Пример 1.
Облицовочный рукав 1 (фиг.1 и 2) для внутренней поверхности трубопровода 2 содержит внешнюю рукавную пленочную оболочку 3 из полиэтилена в количестве 100 мас. %, армирующую оболочку 4 из синтетического войлока на основе полиэфирных волокон, прилегающую своей внешней поверхностью к внутренней поверхности внешней пленочной оболочки 3 и пропитанную отверждающимся связующим на основе ненасыщенной полиэфирной смолы, и внутреннюю рукавную трехслойную пленочную оболочку 5, расположенную со стороны внутренней поверхности армирующей оболочки 4 и способную отделяться от внутренней поверхности этой оболочки 5. Армирующая оболочка 4 (фиг.3) имеет со стороны внутренней рукавной трехслойной пленочной оболочки 5 термопластичный слой 6, содержащий полиуретан в количестве 100 мас.%, жестко соединенный с армирующей оболочкой 4 и служащий внутренней поверхностью этой оболочки 4. Боковые края оболочки 4 совместно с боковыми краями термопластичного слоя 6 соединены между собой. Внутренняя рукавная трехслойная пленочная оболочка 5 имеет соединенные между собой первый - внешний слой 7, содержащий полиамид 6 в количестве 100 мас.%, прилегающий к внутренней поверхности армирующей оболочки 4 и способный отделяться от этой оболочки 4, второй - промежуточный слой 8, контактирующий с внешним слоем 7 и содержащий полиамид 12 в количестве 100 мас.%, и третий - внутренний слой 9, контактирующий с промежуточным слоем 8 и содержащий смесь полиэтилена с полипропиленом в количестве 20 мас.% и 80 мас. % соответственно, один из которых - полиэтилен при термообработке плавится, а другой - полипропилен не плавится и не разрушается, что способствует образованию расплавленной фазы плавкого полимера - полиэтилена, которая распределяется между дефектами промежуточного слоя 8. Внешняя оболочка 3, армирующая оболочка 4 и внутренняя оболочка 5 концентрично расположены между собой. Все слои 7, 8, 9 соединены между собой по всей поверхности путем их расплава.
Способ нанесения заключается в том, что облицовочный рукав 1 (фиг.3), содержащий внешнюю 3 и внутреннюю 5 трехслойную оболочки, между которыми размещена армирующая оболочка 4, пропитанная отверждающимся связующим на основе ненасыщенной полиэфирной смолы, вводят внутрь трубопровода 2, затем производят подачу внутрь облицовочного рукава 1 под давлением облегания 0,3 атм сжатого воздуха до облегания рукавом 1 внутренней поверхности трубопровода 2, производят подачу под давлением теплоносителя и проводят термообработку до отверждения связующего при следующем режиме:
- теплоноситель - насыщенный водяной пар;
- температура теплоносителя - 100oС;
- давление - 0,6 атм;
- время термообработки - 15 час.
Затем производят охлаждение рукава со скоростью охлаждения 20oС/час.
После чего удаляют внутреннюю оболочку 5 и получают покрытие.
В результате внутри трубопровода 2 образуется отвержденная пластиковая оболочка, содержащая внутренний герметичный термопластичный слой, в результате чего получают покрытия высокого качества.
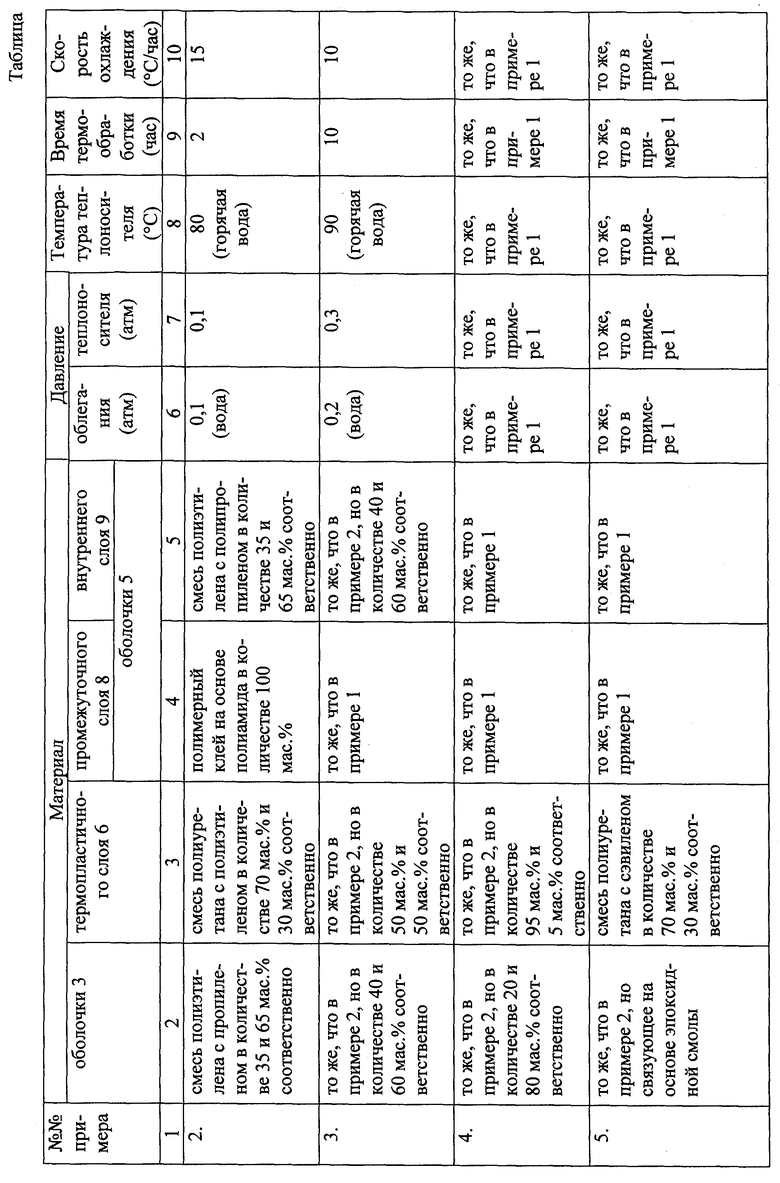
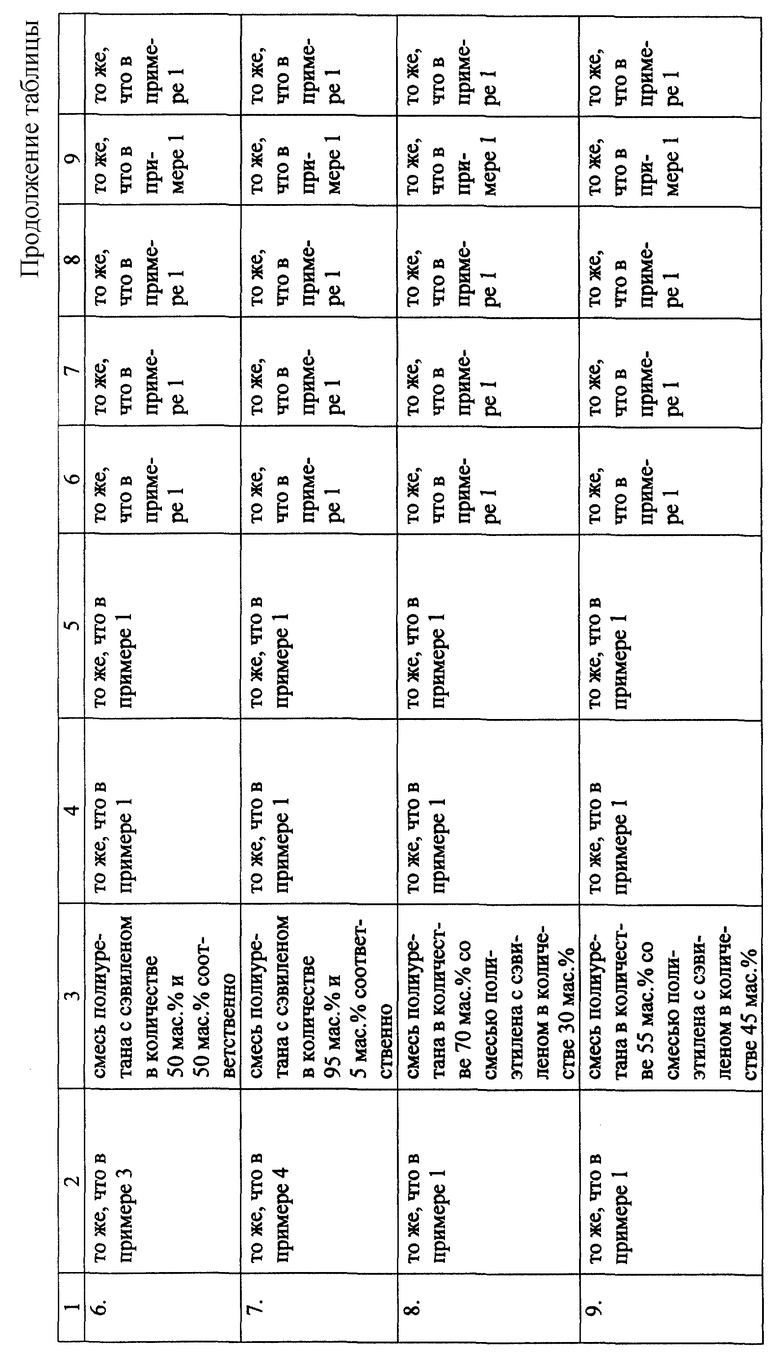
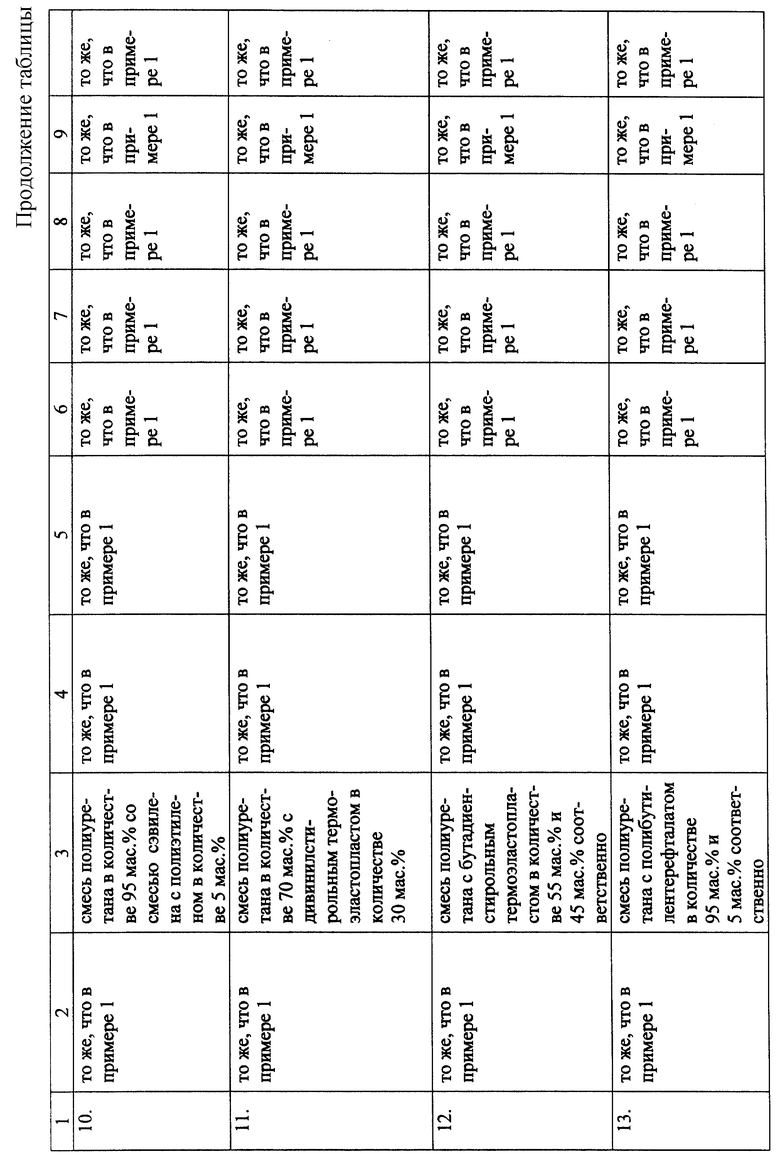
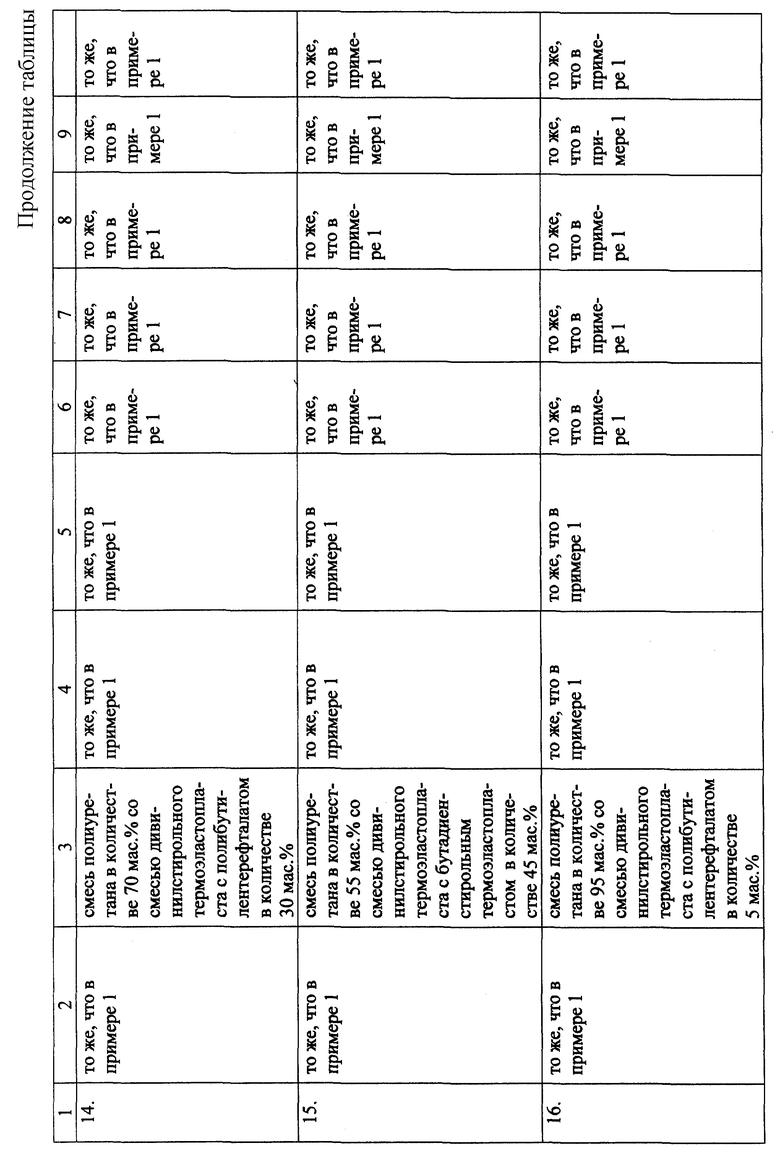
Все нижеописанные конкретные примеры выполнения предлагаемого облицовочного рукава выполнены аналогично рукаву по примеру 1. Отличие будет заключаться только в материалах и их количествах оболочки 3, термопластичного слоя 6, промежуточного 8 и внутреннего 9 слоев оболочки 5, видах теплоносителя, режимах отверждения и охлаждения, что сведено в нижеприводимой таблице. Результаты получены те же, что в примере 1.
Таким образом, предлагаемый облицовочный рукав обеспечивает получение покрытия высокого качества, т.к. внутренняя поверхность покрытия имеет надежный термопластичный слой, что снижает абразивный износ, повышает пропускную способность трубопровода.
Рукав предназначен для защиты внутренней поверхности трубопровода. Рукав содержит концентрично расположенные внешнюю рукавную пленочную оболочку, армирующую оболочку и внутреннюю рукавную трехслойную пленочную оболочку. Армирующая оболочка имеет со стороны внутренней оболочки термопластичный слой, жестко соединенный с армирующей оболочкой и служащий внутренней поверхностью этой оболочки. Боковые края оболочки совместно с боковыми краями термопластичного слоя соединены между собой. Внутренняя рукавная трехслойная пленочная оболочка имеет соединенные между собой первый - внешний слой, содержащий в качестве термопластичного полимерного материала полиамид, прилегающий к внутренней поверхности армирующей оболочки и способный отделяться от этой оболочки, второй - промежуточный слой, контактирующий с внешним слоем и содержащий в качестве термопластичного полимерного материала полиамид или полимерный клей на основе полиамида, и третий - внутренний слой, контактирующий с промежуточным слоем и содержащий в качестве термопластичного полимерного материала смесь полиэтилена с полипропиленом. Технический результат - улучшение качества покрытия. 3 з.п. ф-лы, 3 ил., 1 табл.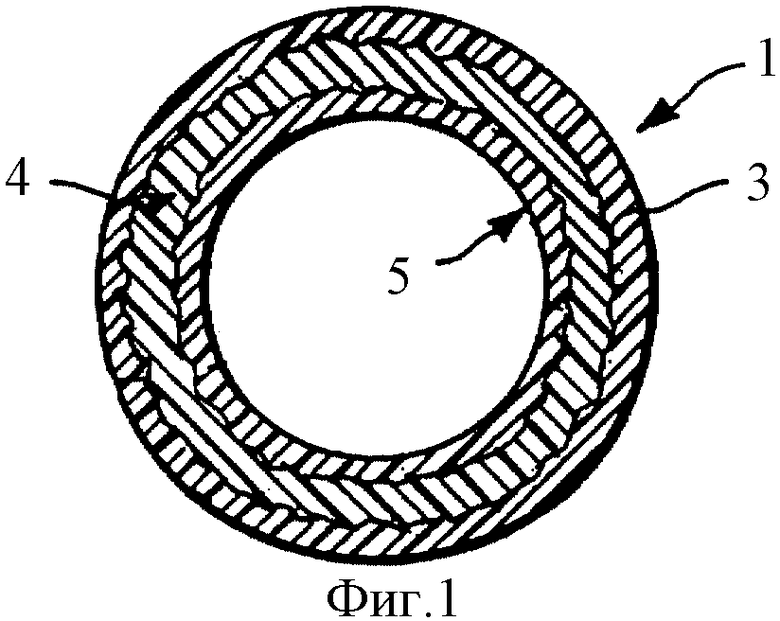
| US 5186987 А, 16.02.1993 | |||
| RU 2000513 С1, 07.09.1993 | |||
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА (ВАРИАНТЫ) | 1996 |
|
RU2087791C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПРОДУКТА С МЯСНОЙ НАЧИНКОЙ | 1991 |
|
RU2033734C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ОБНАРУЖЕНИЯ СИГНАЛОВ | 2011 |
|
RU2480901C1 |

