Изобретение относится к вспомогательному оборудованию для обработки металлов давлением и может быть использовано при производстве сортовых гнутых профилей.
Для изготовления холодногнутых профилей применяются специальные станы с формующими клетями, использующие в качестве заготовки полосовую сталь, причем заготовка может разделяться надвое, с осуществлением двухниточного профилирования. С целью точной задачи полосы в формовочные клети на современных профилегибочных станах широко применяют различные центрирующие устройства; наиболее распространенные из них вертикальные ролики.
Известна вводная проводка прокатного стана, состоящая из двух вертикальных центрирующих и горизонтального роликов, за которыми установлен комплект верхних и нижних роликов, расположенных близко к рабочим валкам, причем нижние ролики установлены попарно в двух рамах, а все верхние в одной.
Недостатком известных устройств являются их суженные технологические возможности, в частности их неприемлемость для двухрядного профилирования.
Наиболее близким к изобретению является центрирующее устройство профилегибочного стана (стол с вертикальными роликами), содержащее корпус с размещенными в нем ползунами и установленными на них вертикальными осями с рабочими роликами, расположенными в плоскости, перпендикулярной продольной оси стана, и характеризующееся тем, что винтовые приводы горизонтального перемещения роликов, соединенные с ползунами, установлены в общей вертикальной плоскости.
Недостатком такого устройства также являются его суженные технологические возможности, что удорожает процесс профилирования.
Основная задача, решаемая изобретением, расширение технологических возможностей устройства для центрирования полосовой заготовки, профилируемой на стане.
Для решения этой задачи у центрирующего устройства профилегибочного стана, содержащего корпус с размещенными в нем ползунами и установленными на них вертикальными осями с рабочими роликами, расположенными в плоскости, перпендикулярной пpодольной оси стана, и выполненными с возможностью перемещения в этой плоскости посредством винтовых приводов, соединенных с ползунами, в корпусе размещены четыре ползуна, оси расположены на заданном расстоянии друг от друга, при этом все ползуны смонтированы в одной общей горизонтальной плоскости и в разных вертикальных, перпендикулярных оси стана, а величина максимально возможного их перемещения l L d, где L заданное расстояние между осями; d диаметр роликов.
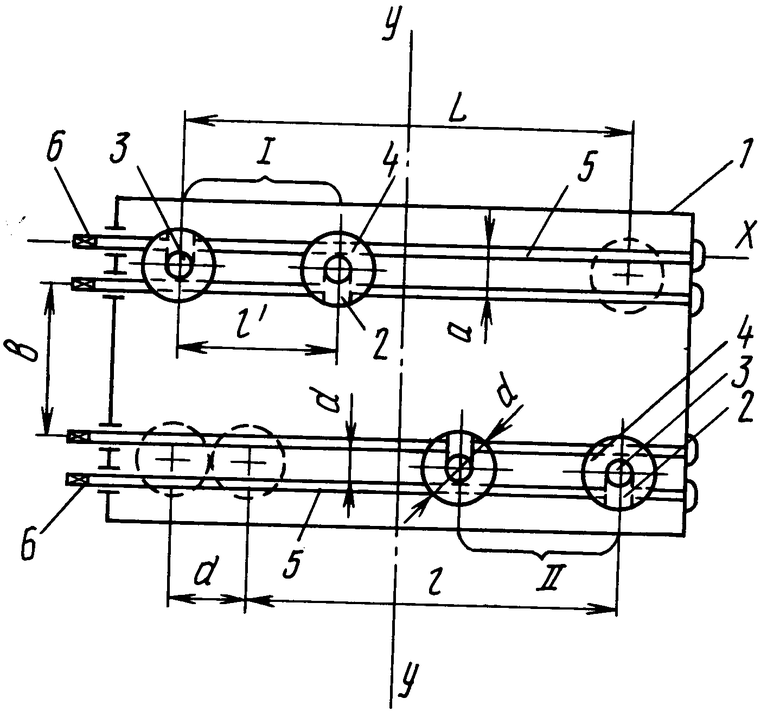
На чертеже показано предлагаемое устройство.
Устройство содержит корпус 1, в котором размещены четыре ползуна 2, расположенные в одной горизонтальной плоскости, но каждый в самостоятельной вертикальной, перпендикулярной продольной оси y=y агрегата (стана). На ползунах установлены оси 3 вертикальных центрирующих роликов 4 диаметром d, перемещение которых в направлении х-х, поперечном оси стана, осуществляется с помощью винтовых приводов 5, соединенных с ползунами 2, причем наружные концы 6 всех приводов расположены для удобства с одной стороны корпуса (сторона управления).
Заданное расстояние (максимальное) между роликами каждой пары I и II L, а максимальная величина перемещения каждого ролика l L d.
Устройство работает следующим образом.
Если профилирование двухрядное, то пары I и II роликов устанавливаются, как показано на чертеже (сплошные контуры роликов). В этом случае левая полоса (направление движения полос параллельно оси y= y ) центрируется роликами пары I, а правая роликами пары II, причем требуемое расстояние l' между их осями устанавливается вращением концов 6 винтовых приводов 5 в нужную сторону.
При однорядном профилировании поочередно в левых и правых калибрах стана (узкой заготовки) ролики устанавливаются аналогичным образом.
При однорядном профилировании в однокалибровых валках (например, заготовки большой ширины) центрирование полосы может осуществляться всеми роликами одновременно: в этом случае ролики каждой пары могут устанавливаться на расстоянии до величины L друг от друга (пунктирный контур пары I).
При необходимости пары I и II вертикальных роликов устанавливают так, чтобы проходящая через них полоса подвергалась поперечному смещающему усилию, что нередко требуется при формовке несимметричных гнутых профилей (неравнополочных уголков, швеллеров и т.п.).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2007 |
|
RU2343032C2 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ДВИЖУЩЕЙСЯ ПОЛОСЫ | 2007 |
|
RU2354473C1 |
| УЗЕЛ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2196016C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| РАЗМАТЫВАТЕЛЬ ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2183524C1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| РОЛИКОВОЕ ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО | 1992 |
|
RU2010639C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2009 |
|
RU2388564C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2157286C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых профилей проката. Задача, решаемая изобретением, расширение технологических возможностей устройства для центрирования полосовой заготовки для профилирования на стане. Устройство содержит корпус с размещенными в нем ползунами и установленными на них вертикальными осями с рабочими роликами, расположенными в плоскости, перпендикулярной продольной оси стана, и выполненными с возможностью перемещения в этой плоскости посредством винтовых приводов, соединенных с ползунами. Количество ползунов с осями, расположенными на заданном расстоянии друг от друга, четыре, при этом все ползуны смонтированы в одной горизонтальной плоскости и каждый в самостоятельной вертикальной, перпендикулярной оси стана, а возможная величина максимального их перемещения l= L-D, где L заданное расстояние между осями; d диаметр роликов. 1 ил.
ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ПРОФИЛЕГИБОЧНОГО СТАНА, содержащее корпус с размещенными в нем ползунами и установленными на них вертикальными осями с рабочими роликами, расположенными в плоскости, перпендикулярной продольной оси стана, и выполненными с возможностью перемещения в этой плоскости посредством винтовых приводов, соединенных с ползунами, отличающееся тем, что в корпусе размещены четыре ползуна, оси расположены на заданном расстоянии одна от другой, при этом все ползуны смонтированы в одной общей горизонтальной плоскости и в разных вертикальных, перпендикулярных оси стана, а величина их максимально возможного перемещения
l L d,
где L заданное расстояние между осями;
d диаметр роликов.
| Производство гнутых профилей ( оборудование и технология ) | |||
| М.: Металлургия, 1982, с.104 и 105. |
