Изобретение относится к оборудованию для переработки (отделки) полосового проката и может быть использовано при производстве сортовых холодногнутых профилей проката относительно малых сечений.
В качестве заготовки для таких профилей обычно используется тонкая рулонная холоднокатаная сталь с пределом прочности δв≤650 МПа. Рулоны заготовки, поступающие на профилегибочный агрегат легкого типа, устанавливаются в разматыватель, в котором осуществляется размотка полосы за счет вращения рулона. Разматыватели барабанного типа для средних и тяжелых профилегибочных агрегатов достаточно подробно описаны в книге под ред. И.С. Тришевского "Производство гнутых профилей (Оборудование и технология)" М., "Металлургия", 1982, с. 118-120. Основной недостаток разматывателей этого типа - необходимость согласования диаметра барабана с внутренним диаметром разматываемого рулона. Кроме того, барабанные разматыватели довольно сложны по своей конструкции и требуют квалифицированного обслуживания. На профилегибочных агрегатах легкого типа возможно использование более простых по конструкции и в обслуживании разматывателей.
Известно устройство для разматывания рулонов полос толщиной 1,2 мм, оборудованное специальными роликами для захвата конца полосы (см. англ. пат. 988334, кл. В 23 К, опубл. 07.04.65 г.). Известно также устройство для размотки рулонов, в котором для предотвращения "распушивания" рулонов (т.е. их самопроизвольной размотки) имеются вращающаяся платформа и холостые ролики с осями, параллельными оси ее вращения (см. франц. заявку 2258230, кл. В 21 С 47/18, опубл. 18.08.75 г.). Недостатком этих устройств является относительная сложность конструкции, что удорожает их обслуживание.
Наиболее близким аналогом к заявляемому объекту является разматыватель для стана легкого типа, описанный в книге В.И. Давыдова и М.П. Максакова "Производство гнутых тонкостенных профилей", М., Металлургиздат, 1959, с.48, рис. 46.
Этот разматыватель содержит корпус с установленными на нем двумя центрирующими рулон боковинами и опорными роликами и характеризуется тем, что боковины выполнены в виде дисков, расстояние между которыми регулируется винтами в соответствии с шириной рулонной полосы, а края дисков с входной части отогнуты наружу для облегчения установки рулона в разматыватель.
Недостатком такой конструкции разматывателя является невозможность его использования для рулонов повышенной массы (3000 кг), так как в этом случае затрудняется размотка рулона (возможно "вытягивание" его из разматывателя). Кроме того, при большом диаметре рулона (1,6 м) неизбежно травмирование поверхности боковин-дисков кромками движущейся полосы (при вращении рулона), что, в свою очередь, ухудшит состояние этих кромок и, в конечном итоге, качество профилей.
Технической задачей изобретения является снижение трудозатрат при производстве сортовых гнутых профилей малых сечений за счет предотвращения дефектов, возникающих при размотке рулонной полосовой заготовки.
Для решения этой задачи у разматывателя профилегибочного агрегата легкого типа для рулонов полосовой заготовки с заданной величиной D максимального диаметра, содержащего корпус с установленными на нем двумя центрирующими рулон боковинами и опорными роликами, между этими роликами с диаметром dp и ниже их уровня дополнительно смонтирован поддерживающий ролик меньшего диаметра, при этом последующий по ходу прокатки опорный ролик выполнен приводным, с гуммированной бочкой и вектор линейной скорости его вращения в точке касания рулона противоположен направлению прокатки, а диаметр опорных роликов dp=(0,08...0,10)•D при расстоянии между их осями l=(0,70...0,75)•D, и центрирующие боковины выполнены крестообразными с диагональными связками.
Приведенные зависимости получены при обработке опытных данных и являются эмпирическими.
Сущность найденного технического решения заключается в улучшении условий размотки рулона за счет придания ему дополнительного вращающего усилия от гуммированного приводного ролика и уменьшения поверхности контакта боковых кромок полосы (торцов рулона) с центрирующими боковинами. Важным также является то обстоятельство, что полоса транспортируется с верха рулона, а не с его низа.
Действительно, как следует из чертежа, такой вариант транспортировки разматываемой полосы возможен только при вращении рулона по часовой стрелке, а приводного опорного ролика - против. Если же направления вращения рулона и этого ролика изменить на противоположное, то полоса будет транспортироваться с низа рулона при постоянном ее зажатии на участке касания рулона с поверхностью приводного ролика, что приведет к интенсивному износу его поверхности и к травмированию поверхности полосы.
Кроме того, как показали опыты (см. ниже), диаметр приводного ролика должен согласовываться с диаметром (а следовательно, - и весом) рулона, чтобы создать оптимальную нагрузку на единицу контактной поверхности бочки ролика, позволяющую вращать рулон без проскальзывания по этой поверхности. Оптимальным должно быть и расстояние между опорными роликами: при слишком малом l возможно "скатывание" рулона с роликов (по ходу прокатки), от усилия тянущих роликов (не показаны), расположенных перед режущим устройством, а при большом l увеличится износ бочки приводного ролика (он тем больше, чем "ниже" рулон от уровня роликов).
Поддерживающий ролик меньшего диаметра (он полностью нагружен только при малом диаметре и небольшом весе рулона) обеспечивает отсутствие "провала" рулона между опорными роликами при уменьшении его диаметра в процессе размотки.
Предлагаемый разматыватель схематично показан на чертеже (горизонтальная стрелка - направление движения заготовки по агрегату).
На корпусе 1 разматывателя установлены в опорах сверху и на расстоянии l друг от друга опорные ролики 2 и 3 с диметром dp, из которых один (3), расположенный ближе к профилегибочному стану, является приводным и с гуммированной бочкой (для улучшения сцепления с рулонной полосой); величина l = (0,70. ..0,75)•D и dp = (0,08...0,10)•D. Снизу корпуса 1 на вертикальной оси yy разматывателя между опорными роликами 2 и 3 смонтирован поддерживающий ролик 4 с диаметром <dp. Вектор v линейной скорости вращения ролика 3 (точнее - горизонтальная проекция вектора) в точке касания его с рулоном 5 противоположен направлению прокатки.
Рулон 5 опирается на ролики 2 и 3 и вращается по часовой стрелке. Разматываемая полоса 6 огибает снизу направляющий ролик 7, установленный в стойках 8 на корпусе 1. Центрирование рулона - с помощью двух крестообразных боковин 9, выполненных с возможностью изменения расстояния между ними при изменении ширины рулона и установленных на корпусе в стойках 10. Для усиления боковин их вертикальные и горизонтальные планки скреплены диагональными связками 11.
Перед размоткой рулон загружается в разматыватель между боковинами и устанавливается на опорные ролики. Вращением ролика 3 рулон поворачивается так, чтобы передний конец полосы прошел под роликом 7 и далее - к тянущим роликам, которые транспортируют полосовую заготовку к режущему устройству. Изменение расстояния между боковинами (перпендикулярно плоскости чертежа) осуществляется перемещением хвостовиков 12, приваренных к крестовинам и лежащих на поддерживающих планках между стойками 10.
По мере уменьшения диаметра рулона в процессе размотки он опускается вниз до упора в поддерживающий ролик 4, на котором и остается до окончания размотки.
Опытную проверку заявляемого устройства осуществляли на профилегибочном агрегате легкого типа "0,5-2,5" ЗАО "Прокат - гнутый профиль" ОАО "Магнитогорский меткомбинат". Работу устройства сравнивали с работой известного разматывателя (см. выше описание наиболее близкого аналога), который ранее эксплуатировался на указанном агрегате, по результатам отсортировки гнутых профилей из-за дефектов, полученных при размотке. Сравнение показало, что отсортировка при работе с разматывателем предлагаемой конструкции уменьшалась в 2...3 раза или, в среднем, на 0,8 абс.%.
Кроме того, сократились простои агрегата на ликвидацию дефектов размотки и на подготовку разматывателя к работе.
Таким образом, опытная проверка показала приемлемость заявляемого объекта для решения поставленной технической задачи и его преимущества перед известным устройством.
По данным Центральной лаборатории комбината использование предлагаемого технического решения на агрегате "0,5-2,5" (и аналогичных ему) позволит не менее чем на 5% снизить трудозатраты при производстве гнутых профилей малых сечений, что повысит прибыль от реализации проката.
Пример конкретного выполнения
Разматыватель профилегибочного агрегата легкого типа предназначен для размотки рулонной полосовой стали толщиной 0,5...2,5 мм и шириной 50...250 мм в рулонах диаметром до 1600 мм.
Рулоны устанавливаются между двух крестообразных боковин (см. чертеж) с длиной их вертикальных и горизонтальных элементов (швеллеры 8) 1620 мм; боковины размещены между стойками из швеллера 14 с помощью хвостовиков.
Оба опорных ролика выполнены с бочками длиной 280 мм и dр=144 мм (т.е. dр=0,09 D), второй (по ходу прокатки) опорный ролик - с гуммированной бочкой и с приводом от двигателя с N=5 кВт. Поддерживающий ролик, установленный по оси yy разматывателя, имеет D=120 мм. Этот ролик установлен ниже уровня опорных роликов на 340 мм и на середине расстояния l=0,725•D=1160 мм.
Линейная скорость размотки рулона - 0,5...0,8 м/с.
Полоса транспортируется с верха рулона, проходя под направляющим роликом D=70 мм, установленным на стойках.
Корпус разматывателя - сварной, из швеллера 18T.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
| РАЗМАТЫВАТЕЛЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2005 |
|
RU2304478C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2007 |
|
RU2343032C2 |
| УЗЕЛ РАБОЧЕЙ КЛЕТИ ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2196016C2 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
Изобретение относится к переработке (отделке) полосового проката, в частности, к оборудованию для производства сортовых холодногнутых профилей проката. Задача, решаемая изобретением, - снижение трудозатрат при производстве сортовых гнутых профилей малых сечений за счет предотвращения дефектов, возникающих при размотке рулонной полосовой заготовки. Предлагаемый разматыватель профилегибочного агрегата легкого типа для рулонов с заданной величиной D максимального диаметра, содержащий корпус с установленными на нем двумя центрирующими рулон боковинами и опорными роликами, отличается тем, что между опорными роликами с диаметром dp и ниже их уровня дополнительно смонтирован поддерживающий ролик меньшего диаметра. Боковины выполнены крестообразными с диагональными связками и последний по ходу прокатки опорный ролик выполнен приводным, с гуммированной бочкой и вектор линейной скорости его вращения в точке касания рулона противоположен направлению прокатки, а диаметр опорных роликов dp=(0,08-0,10)•D при расстоянии между их осями l= (0,70-0,75)•D. Изобретение обеспечивает увеличение выхода годной продукции. 1 з.п. ф-лы, 1 ил.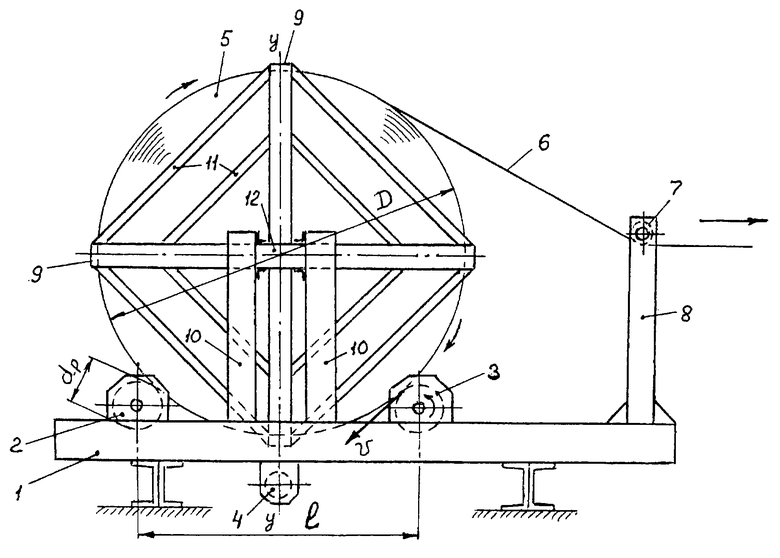
| ДАВЫДОВ В.И | |||
| и др | |||
| Производство гнутых тонкостенных профилей | |||
| - М.: Металлургиздат, 1959, с.48 | |||
| ДИФФЕРЕНЦИАЛЬНЫЙ СТРУННЫЙ АКСЕЛЕРОМЕТР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2258230C1 |
| УСТРОЙСТВО ДЛЯ ОТГИБКИ И ЗАДАЧИ КОНЦА ПОЛОСЫ РУЛОНА | 1992 |
|
RU2068314C1 |
| Способ линеаризации амплитудной характеристики параметрического измерительного преобразователя и устройство для его осуществления | 1978 |
|
SU909596A1 |

