Изобретение относится к металлургии, конкретнее к непрерывной разливке плоских слитков толщиной 20.70 мм с обжатием в твердожидком состоянии и их прокатке до толщин 2.12 мм.
Известен способ непрерывного получения металлических листов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, поддержание и направление слитка в зоне вторичного охлаждения при помощи роликов, деформацию обжатия слитка при помощи роликов в твердожидком состоянии от максимальной толщины под кристаллизатором до минимальной толщины в конце зоны обжатия.
Недостатком известного способа является невысокая точность листовой стали при толщине до 12 мм и ее неудовлетворительная плоскость. Это объясняется тем, что листовую сталь различной толщины получают из плоского слитка постоянной толщины. При этом получение листовой стали минимальных толщин, где требуется особо высокая точность по толщине и плоскостность полос, оказывается в неблагоприятных условиях прокатки вследствие возникновения энергосиловых параметров процесса прокатки, превосходящие допустимые значения. В этих условиях изменяется степень обжатия плоских слитков сверх допустимых пределов, сопровождаемая ухудшением качества микроструктуры готовых листовых полос.
Целью изобретения является повышение точности по толщине и плоскостности листов, стабилизации энергосиловых параметров процесса прокатки и повышения стойкости валков.
Указанную цель достигают тем, что подают жидкий металл в плоский кристаллизатор, формируют слиток и вытягивают его из кристаллизатора с переменной скоростью, обжимают слиток в твердожидком состоянии и прокатывают его на лист.
Производят измерение толщины прокатанного листа и при изменении его толщины осуществляют изменение толщины плоского слитка по зависимости
h (6.10) ˙δ где h толщина плоского слитка после обжатия, мм;
δ толщина листа после прокатки, мм;
(6.10) эмпирический коэффициент, учитывающий закономерности деформации непрерывнолитых плоских слитков с толщины h до толщины δ из сталей с различным содержанием углерода, безразмерный.
Повышение точности и плоскостности готового листового проката будет происходить вследствие стабилизации энергосиловых параметров процесса прокатки полос различных толщин, устранения их пиковых нагрузок при прокатке листов различной толщины.
Стабилизация энергосиловых параметров, в том числе нагрузок на валки и мощности приводов прокатных клетей, процесса прокатки происходит вследствие устранения пиковых нагрузок на прокатные валки в случае прокатки плоского слитка различной толщины на листовую продукцию малой толщины.
Повышение стойкости прокатных валков происходит вследствие уменьшения и стабилизации нагрузок на прокатные валки при прокатке листовой продукции определенной толщины из плоского слитка соответствующей толщины.
Диапазон эмпирического коэффициента в пределах 6.10 объясняется закономерностями деформации обжатия плоских слитков из сталей с различным содержанием углерода. При больших значениях энергосиловые параметры процесса прокатки превосходят допустимые значения. Кроме того, точность и плоскостность готовых листов выходит за допустимые пределы. При меньших значениях макроструктура листовой продукции не соответствует необходимым требованиям, что вызывает брак листовой продукции.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от конечной толщины прокатанного листа и содержания углерода в стали.
Способ непрерывного получения металлических листов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают жидкий металл и вытягивают из него плоский слиток с переменной скоростью. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи приводных роликов. В зоне вторичного охлаждения плоский слиток обжимают со стороны широких граней с величины Н до толщины h при помощи роликов, снабженных нажимными устройствами, например гидроцилиндрами.
После выхода слитка из зоны вторичного охлаждения его направляют через проходную нагревательную печь в пятиклетьевой стан, где плоский слиток толщиной h прокатывают валками до толщины листа δ.
В процессе прокатки листа измеряют его толщину и плоскостность после выхода из 5-й клети при помощи специальных приборов.
При изменении конечной толщины δ прокатанного листа производят изменение толщины отливаемого плоского слитка по зависимости
h (6.10) ˙δ где h толщина плоского слитка после обжатия, мм;
δ толщина листа после прокатки, мм;
(6.10) эмпирический коэффициент, учитывающий закономерности деформации непрерывнолитых плоских слитков с толщины h до толщины δ из сталей с различным содержанием углерода, безразмерный.
Для уменьшения толщины плоского непрерывнолитого слитка производят сближение роликов зоны вторичного охлаждения и обжимают слиток в твердожидком состоянии по прямолинейному закону от максимального значения толщины Н под кристаллизатором до минимального значения толщины h1 в конце зоны обжатия.
Для увеличения толщины плоского слитка производят увеличение расстояния между роликами зоны вторичного охлаждения и обжимают слиток в твердожидком состоянии по прямолинейному закону от максимального значения толщины Н под кристаллизатором до другого минимального значения толщины h2 в конце зоны обжатия. При этом h1≅h2≅ H.
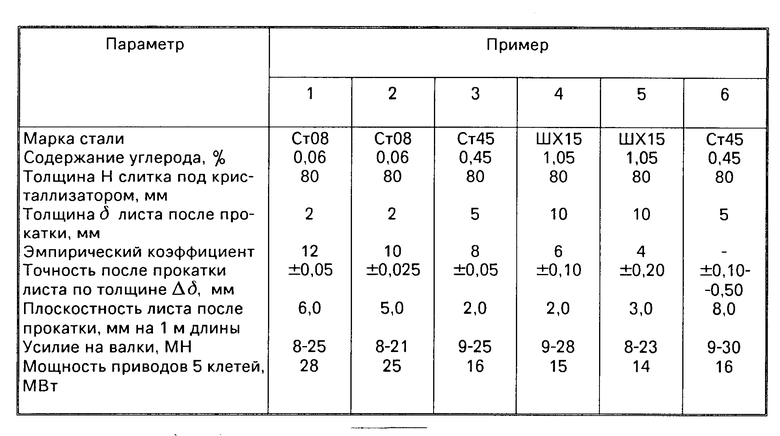
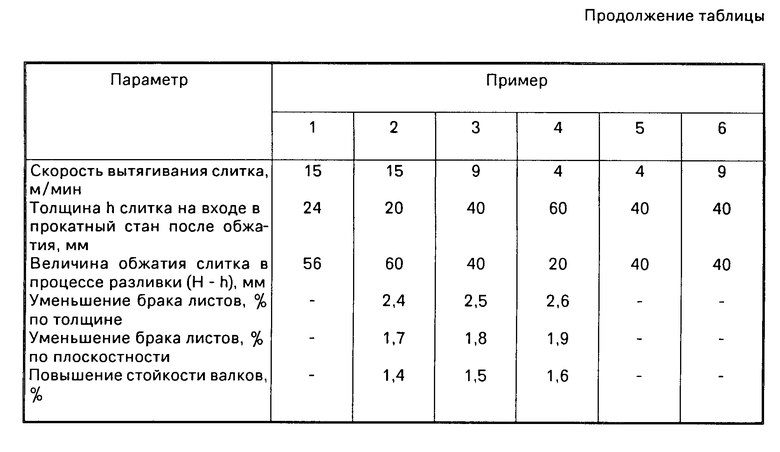
В таблице приведены примеры осуществления способа непрерывного получения металлических листов с различными технологическими параметрами. Ширина плоского слитка и прокатанной полосы во всех примерах составляет 1200 мм.
В примере 1 усилия на валки превосходят допустимые значения, что вызывает их прогиб сверх допустимых значений.
В этих условиях понижается точность листов по толщине и их плоскостность, увеличивается мощность приводов, увеличивается разница в значениях усилий на валки.
В примере 5 уменьшается величина обжатия плоского слитка в процессе прокатки, что вызывает ухудшение качества макроструктуры листовой продукции и ее брак. Кроме того, понижается точность листов по толщине и их плоскостность.
В примере 6 (прототип) вследствие отсутствия изменения толщины плоского слитка в процессе непрерывной разливки в одних случаях возрастают пиковые нагрузки на прокатные валки, увеличивается необходимая мощность приводов прокатного стана, понижается стойкость валков и их подшипников. В других случаях понижается точность листов по толщине и их плоскостность.
В примерах 2.4 увеличивается точность листов по толщине и их плоскостность, отсутствуют пиковые нагрузки на валки и их привода, качество макроструктуры листов после прокатки улучшается.
Применение изобретения позволяет уменьшить брак листов после прокатки по точности толщины на 2,5% и по плоскостности листов на 1,8% повысить стойкость валков на 1,5%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 1990 |
|
RU2041019C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2015804C1 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТЫХ ПЛОСКИХ СЛИТКОВ В ТВЕРДОЖИДКОМ СОСТОЯНИИ | 1990 |
|
RU1677927C |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU1693786C |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022690C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041017C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1989 |
|
RU1681454C |
Сущность изобретения: жидкий металл подают в плоский кристаллизатор, формируют слиток и вытягивают его из кристаллизатора с переменной скоростью. Обжимают слиток в твердожидком состоянии и прокатывают на лист. Производят измерение толщины прокатанного листа и при изменении его толщины осуществляют изменение толщины плоского слитка по указанной в описании зависимости. 1 табл.
СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ, включающий подачу жидкого металла в плоский кристаллизатор, формирование слитка и его вытягивание из кристаллизатора с переменной скоростью, обжатие слитка в твердожидком состоянии и его прокатку на лист валками, отличающийся тем, что, с целью повышения точности по толщине и плоскостности листов, стабилизации энергосиловых параметров процесса прокатки и повышения стойкости валков, измеряют толщину прокатанного листа и при изменении его толщины изменяют толщину плоского слитка по зависимости
h = (6-10)δ,
где h толщина плоского слитка после обжатия, мм; δ толщина листа после прокатки, мм; (6 10) эмпирический коэффициент, учитывающий закономерности деформации непрерывнолитых плоских слитков с толщины h до толщины d из сталей с различным содержанием углерода, безразмерный.
| Патент США N 3974559, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
