Изобретение относится к металлургии, конкретнее к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии.
Известен способ непрерывной разливки плоских слитков, включающий подачу жидкого металла в зазор между приводными барабаном и бесконечной лентой, обжатие слитка в твердожидком состоянии, формирование слитка в радиальном направлении и его вытягивание в горизонтальной плоскости. В процессе непрерывной разливки одну из широких граней слитка на криволинейном участке технологической оси установки формируют по радиальной плоскости, а другую - по криволинейной плоскости, форма которой описана кривой:
r = (R + h) + cosα (H-h) , где r - текущее значение радиуса криволинейной плоскости, мм;
R - радиус кривизны радиальной плоскости, мм;
h - толщина слитка после обжатия, мм;
Н - толщина слитка на мениске металла, мм;
α - текущее значение угла между горизонтальной плоскостью на уровне мениска металла и нормалью к поверхности слитка на криволинейном участке, 90 ≅ α ≅0, град.
Узкие грани слитка формируют при помощи боковых стенок-вставок. Всю деформацию обжатия слитка до конечной толщины производят в зазоре между барабаном и лентой (авт.св. N4668191/02, кл. В 22 D 11/06, 1989).
Недостатком известного способа является неудовлетворительное качество плоских непрерывно-литых слитков. Это объясняется тем, что всю деформацию обжатия слитка в твердожидком состоянии до конечной величины производят в зазоре между барабаном и лентой на радиальном участке формирования слитка. В этих условиях узкие грани плоского слитка претерпев деформацию прогиба в сторону центра слитка. При обжатии слитка до конечной величины по узким граням образуются внутренние складки металла, приводящие к браку слитков по качеству микроструктуры, расслою готового проката, а также необходимости обрези кромок листовой прокатной продукции; Последнее приводит к потерям металла.
Наиболее близким по технической сущности является способ непрерывной разливки плоских слитков, включающий подачу жидкого металла в зазор между приводными барабаном, ребордами и бесконечной лентой, огибающей реборды, формирование слитка в радиальном направлении между барабаном, лентой и боковыми ребордами, обжатие слитка в твердожидком состоянии и его вытягивание с переменной скоростью. В процессе разливки производят обжатие слитка в твердожидком состоянии в пределах 5...90% посредством перемещения барабана относительно ленты и боковых приводных реборд. При этом обжатие слитка производят на длине сектора барабана с углом 90,5...180о, считая от мениска металла. Всю деформацию обжатия слитка до конечной толщины производят в зазоре между барабаном и лентой (авт.св. N 4770531/02, кл. В 22 D 11/06, 1990).
Недостатком известного способа является неудовлетворительное качество плоских непрерывно-литых слитков. Это объясняется тем, что всю величину деформации обжатия слитка до его конечной толщины в твердожидком состоянии производят в зазоре между барабаном и бесконечной лентой на радиальном участке формирования слитка. В этих условиях узкие грани плоского слитка деформируются под действием усилий обжатия внутрь слитка с образованием складок вдоль слитка. Поверхности этих складок не свариваются, что приводит к браку слитков по качеству макроструктуры и расслою листовой прокатанной металлопродукции. Сказанное вызывает необходимость обрези боковых кромок непрерывно-литых плоских слитков, что приводит к потерям металла.
Целью изобретения является улучшение качества плоских слитков и сокращение потерь металла.
Указанную цель достигают тем, что подают металл в зазор между приводными барабаном, боковыми ребордами и бесконечной лентой, огибающей реборды, формируют слиток в радиальном направлении между барабаном, лентой и боковыми ребордами, обжимают слиток в твердожидком состоянии в зазоре между барабаном и лентой посредством перемещения барабана, вытягивают слиток с переменной скоростью, а также разгибают слиток из радиального положения в горизонтальное при помощи роликов.
Слиток в твердожидком состоянии после выхода его из зазора между барабаном и бесконечной лентой дополнительно обжимают роликами на величину 0,1. . . 0,6 (Н-h), где Н - начальная толщина слитка на мениске металла в зазоре между барабаном и бесконечной лентой, мм; h - конечная толщина слитка после обжатия в твердожидком состоянии, мм; (0,1...0,6) - эмпирический коэффициент, учитывающий закономерность деформации обжатия узких граней плоского слитка в твердожидком состоянии посредством роликов.
Улучшение качества плоских непрерывно-литых слитков будет происходить вследствие устранения образования грубых складок на узких гранях.
Сокращение потерь металла будет происходить вследствие устранения необходимости обрези продольных узких граней плоских слитков, а также уменьшения прорывов металла.
Диапазон значений эмпирического коэффициента в пределах 0,1...0,6 объясняется закономерностями деформации обжатия узких граней плоского слитка в твердожидком состоянии. При больших значениях величина выпучивания узких граней при обжатии в роликах будет превосходить допустимые значения, что приведет к нарушению сплошности оболочки слитка и к прорывам металла.
При меньших значениях в плоских слитках по узким граням будут образовываться складки, что приведет к браку слитков и потерям металла.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от разницы начальной и конечной толщин слитка при его обжатии в твердожидком состоянии.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
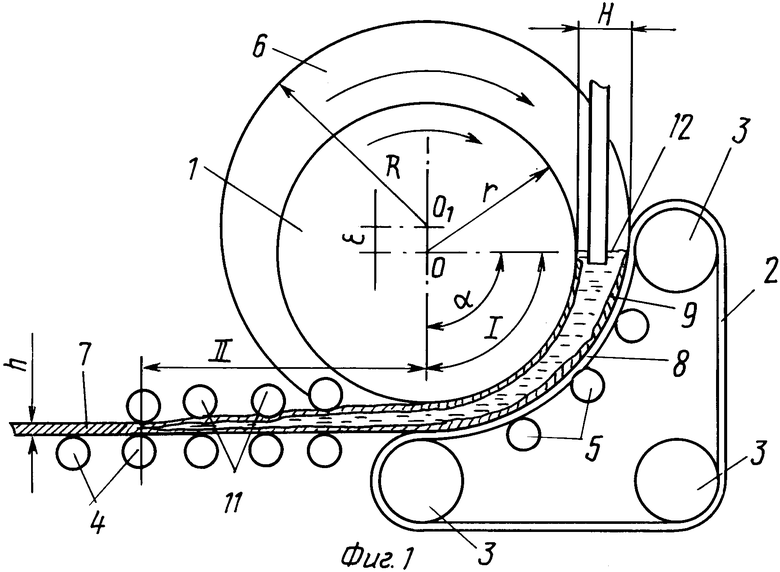
На фиг.1 показана схема установки непрерывной разливки плоских слитков; на фиг.2 - разрез А-А на фиг.1.
Установка для осуществления способа непрерывной разливки плоских слитков состоит из барабана 1, ленты 2, валков 3, роликов 4 и 5, боковых реборд 6. Приняты следующие обозначения: 7 - слиток конечной толщины h, 8 - широкая грань слитка, 9 - жидкий металл, 10 - узкая грань слитка, 11 - ролики, 12 - мениск металла, α - угол сектора барабана, на длине окружности которого кристаллизуется слиток, r - радиус барабана, R - радиус реборд, О - центр барабана, О1 - центр реборд, - эксцентриситет, h - конечная толщина слитка после обжатия. Н - начальная толщина слитка на мениске металла I и II - участки обжатия слитка в твердожидком состоянии.
Способ непрерывной разливки плоских слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в зазор, образованный поверхностью приводного барабана 1, бесконечной приводной лентой 2 и боковыми поверхностями реборд 6 подают жидкий металл 9. Бесконечная лента 2 огибает поверхность торцев боковых реборд 6 на длине сектора барабана 1 с углом α и приводится в движение приводными валками 3. Барабан 1 и реборды 6 приводятся во вращение своими приводами. Оболочка 8 слитка 7 формируется на поверхности барабана 1 с радиусом r, а противоположная грань - на поверхности ленты 2 с радиусом кривизны R = (r + Н). В процессе непрерывной разливки производят деформацию обжатия узких граней 10 слитка 7 в твердожидком состоянии на участке 1 посредством смещения центра О барабана 1 относительно центра О1 реборд 6 от толщины Н на мениске металла до толщины h.
Из установки вытягивают слиток 7 толщиной h и шириной В с переменной скоростью и направляют дальше по роликам 4 и 11. Ролики 5 поджимают ленту 2 к торцам боковых реборд 6. В процессе разливки корпус барабана 1, реборды 6 и лента 2 охлаждаются соответственно проточной и распыливаемой форсунками водой. Оси О и О1 барабана 1 и реборд 6 расположены с эксцентриситетом ε = (Н-h). После начала процесса разливки барабан 1 перемещают на величину ε = (Н-h) в сторону ленты 2 для обеспечения условий получения слитка 7.
Обжатие слитка 7 в твердожидком состоянии до конечной толщины h производят на двух участках I и II. При этом обжатие слитка 7 в твердожидком состоянии на участке II после его выхода из зазора между барабаном 1 и лентой 2 производят при помощи роликов 11 на величину 0,1...0,6 (H-h), где Н - начальная толщина слитка 7 на мениске 12 металла в зазоре между барабаном 1 и бесконечной лентой 2, мм; h - конечная толщина слитка 7 после обжатия в твердожидком состоянии роликами 11, мм; 0,1...0,6 - эмпирический коэффициент, учитывающий закономерности деформации обжатия узких граней 10 плоского слитка 7 в твердожидком состоянии посредством роликов 11, безразмерный.
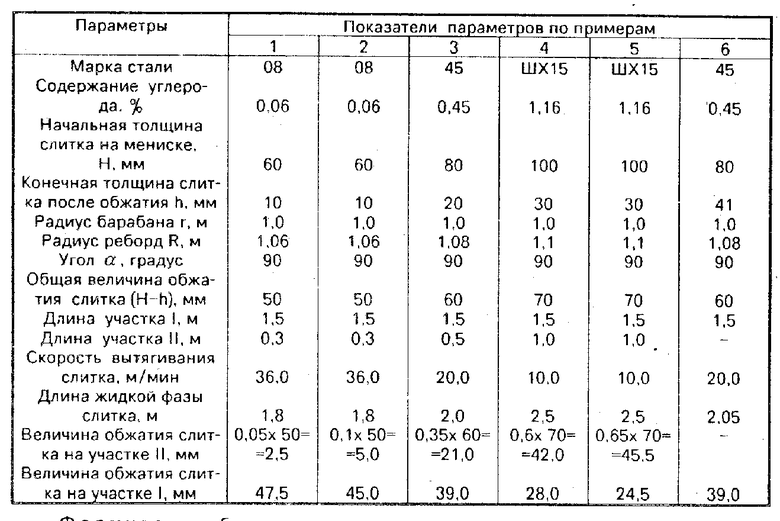
В таблице приведены примеры осуществления способа непрерывной разливки плоских слитков с различными технологическими параметрами.
В первом примере на узких гранях плоского слитка будут образовываться складки вследствие большой величины обжатия слитка на I участке или в зазоре между барабаном и лентой. Большая складчатость узких граней плоского слитка вызывает брак слитков по качеству макроструктуры и расслою прокатной продукции.
В примере 5 величина выпучивания узких граней плоского слитка в роликах будет превышать допустимые значения вследствие большой величины обжатия на II участке. Сказанное приводит к нарушению сплошности оболочки слитка и прорывам металла.
В примере 6 (прототип) обжатие слитка производится только на I участке без обжатия в роликах на II участке. В этих условиях не достигается необходимая толщина слитка после обжатия, что вызывает необходимость увеличения обжатия слитков при прокатке до конечной величины.
В примерах 2. . . 4 распределение величины обжатия на I и II участках обеспечивает необходимую толщину слитков после обжатия при условии устранения брака слитков по качеству макроструктуры без образования грубых складок, а также обеспечивает устранение прорывов металла через оболочку узких граней.
Применение изобретения позволяет уменьшить брак слитков пот качеству макроструктуры на 1,8%, сократить количество прорывов металла на 1,4% и обрезь слитков на 1,2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041013C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022696C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041017C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2015825C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022695C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038908C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2037361C1 |

Изобретение относится к металлургии, а именно к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии. Сущность: способ непрерывной разливки плоских слитков включает подачу металла в зазор между приводным барабаном, боковыми ребордами и бесконечной лентой, огибающей реборды, формирование слитка в радиальном направлении между барабаном, лентой и боковыми ребордами, обжатие слитка в зазоре между барабаном и лентой в твердожидком состоянии посредством перемещения барабана, вытягивание слитка с переменной скоростью, а также разгибание слитка из радиального положения в горизонтальное при помощи роликов. Обжатие слитка в твердожидком состоянии до конечной толщины производят на двух участках. При этом обжатие слитка в твердожидком состоянии после его вывода из зазора между барабаном и лентой производят на величину 0,1...0,6(H-h), где H - начальная толщина слитка на мениске металла в зазоре между барабаном и бесконечной лентой, мм; h - конечная толщина слитка после обжатия в твердожидком состоянии, мм; (0,1 - 0,6)- эмпирический коэффициент, учитывающий закономерности деформации обжатия узких граней плоского слитка в твердожидком состоянии посредством роликов, безразмерный. Изобретение предназначено для применения в действующих и вновь проектируемых установках непрерывной разливки плоских слитков. 2 ил.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, включающий подачу металла в зазор между приводным барабаном, боковыми ребордами и бесконечной лентой, огибающей реборды, формирование слитка в радиальном направлении между барабаном, лентой и боковыми ребордами, обжатие слитка в твердожидком состоянии в зазоре между барабаном и лентой посредством перемещения барабана, вытягивание слитка с переменной скоростью, а также разгибание слитка из радиального положения в горизонтальное при помощи роликов, отличающийся тем, что, с целью улучщения качества плоских слитков и сокращения потерь металла, слиток в твердожидком состоянии после выхода его из зазора между барабаном и бесконечной лентой дополнительно обжимают роликами на величину
0,1 - 0,6 (H - h),
где H - начальная толщина слитка на мениске в зазоре между барабаном и бесконечной лентой, мм;
h - конечная толщина слитка после обжатия в твердожидком состоянии, мм;
(0,1 - 0,6) - эмпирический коэффициент, учитывающий закономерности деформации обжатия узких граней плоского слитка в твердожидком состоянии посредством роликов.
| Авторское свидетельство СССР N 1832593, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
