Изобретение относится к металлургии, конкретнее к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии.
Известен способ непрерывной разливки плоских слитков, включающий подачу жидкого металла в зазор между приводными барабаном и бесконечной лентой, обжатие слитка в твердожидком состоянии, формирование слитка в радиальном направлении и его вытягивание в горизонтальной плоскости. В процессе непрерывной разливки одну из широких граней слитка на криволинейном участке технологической оси установки формируют по радиальной плоскости, а другую по криволинейной плоскости.
Недостатком известного способа является неудовлетворительное качество плоских непрерывнолитых слитков, низкая стойкость ленты и производительность процесса разливки. Это объясняется большим шагом или расстоянием между поддерживающими ленту роликами.
В этих условиях под действием усилий обжатия слитка происходит деформация прогиба ленты между роликами. В результате оболочка слитка выпучивается в сторону ленты в шаге между роликами, что приводит к образованию в слитках внутренних трещин и к их браку. Кроме того, прогиб ленты приводит к периодической деформации ее изгиба между роликами, что вызывает образование в ленте усталостных напряжений и преждевременный выход ее из строя. Прогиб ленты между роликами приводит к образованию зазоров между лентой и ребордами, что вызывает затекание металла в эти зазоры и, как следствие, к прекращению процесса разливки и прорывы металла.
Целью изобретения является улучшение качества плоских непрерывнолитых слитков, повышение стойкости ленты и производительности процесса разливки.
Указанную цель достигают тем, что подают металл в зазор между приводными барабаном, ребордами и бесконечной лентой, огибающей реборды, формируют слиток в радиальном направлении между барабаном, лентой и боковыми ребордами, производят деформацию обжатия слитка в твердожидком состоянии посредством перемещения барабана относительно ленты, вытягивают слиток с переменной скоростью, охлаждают ленту распыливаемой форсунками водой и создают дискретные усилия на ленту в поперечном ее направлении в сторону реборд при помощи роликов, вытягивают слиток из зазора с переменной скоростью.
В процессе непрерывной разливки усилия на ленту создают с шагом, равным 0,6-2,2 толщины слитка в диаметральной горизонтальной плоскости барабана.
Улучшение качества плоских непрерывнолитых слитков будет происходить вследствие создания усилий на ленту с оптимальным значением шага роликов. В этих условиях не будет происходить выпучивание оболочки широких граней плоских слитков, что устраняет образование в слитках внутренних трещин.
Повышение стойкости ленты будет происходить вследствие устранения ее прогиба между роликами под действием усилий обжатия слитка в твердожидком состоянии.
Повышение производительности процесса непрерывной разливки плоских слитков будет происходить вследствие устранения затекания жидкого металла в зазоры между лентой и боковыми ребордами. В этих условиях не будут происходить прорывы металла и прекращение процесса разливки.
Диапазон значений шага приложений усилий на ленту в поперечном ее направлении в сторону реборд в пределах 0,6.2,2 величины толщины слитка в диаметральной горизонтальной плоскости барабана объясняется закономерностями деформации прогиба ленты между поддерживающими роликами под действием усилий обжатия слитка. При меньших значениях шаг роликов будет иметь величину ниже допустимых значений, что приведет к необходимости уменьшения диаметра роликов для обеспечения охлаждения ленты факелами воды. Кроме того, уменьшение диаметра роликов сверх допустимых значений приведет к их прогибу и поломке. Пpи больших значениях будет происходить прогиб ленты между роликами сверх допустимых значений, что приведет к выходу из строя ленты, а также к прорывам металла и прекращению процесса разливки.
Указанный диапазон устанавливают в обратно пропорциональной зависимости от величины толщины слитка в диаметральной горизонтальной плоскости барабана.
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
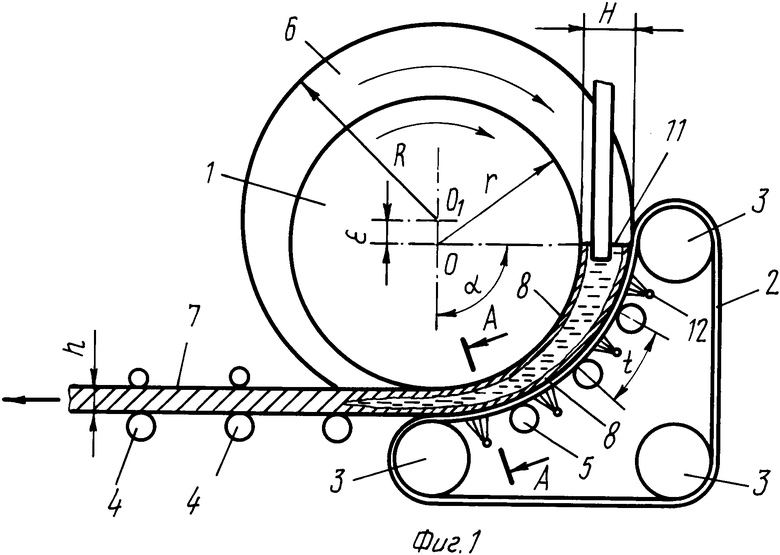
На фиг.1 показана схема установки непрерывной разливки плоских слитков; на фиг.2 разрез А-А на фиг.1.
Установка для осуществления способа непрерывной разливки плоских слитков состоит из барабана 1, ленты 2, валков 3, роликов 4 и 5, боковых реборд 6, 7 слиток толщиной h, 8 широкая грань слитка, 9 жидкий металл, 10 узкая грань слитка, 11 мениск металла, 12 форсунки, α- угол сектора барабана, r радиус барабана, R радиус реборд, О центр барабана, О1 центр реборд, ε- эксцентриситет, h толщина слитка после обжатия, Н толщина слитка на мениске металла, t шаг роликов.
Способ непрерывной разливки плоских слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки подают жидкий металл 9 в зазор, образованный поверхностью приводного барабана 1, бесконечной приводной лентой 2 и боковыми поверхностями приводных реборд 6. Бесконечная лента 2 огибает поверхность торцов боковых реборд 6 на длине сектора барабана 1 с углом α и приводится в движение приводными валками 3. Барабан 1 и реборды 6 приводятся во вращение своими приводами. Оболочка 8 слитка 7 формируется на поверхности барабана радиусом r, а противоположная грань на поверхности ленты 2 радиусом кривизны R= (r +Н). В процессе непрерывной разливки производят деформацию обжатия узких граней 10 слитка 7 в твердожидком состоянии посредством смещения центра О барабана 1 относительно центра О1 реборд 6 от толщины Н на мениске 11 металла 9 до толщины h.
Из установки вытягивают слиток 7 толщиной h и шириной В с переменной скоростью и направляют дальше по роликами 4. Ролики 5 поджимают ленту 2 к торцам боковых реборд 6. В процессе разливки корпус барабана 1, реборды 6 и лента 2 охлаждаются соответственно проточной и распыливаемой форсунками 12 водой. Оси О и О1 барабана 1 и реборд 6 расположены с эксцентриситетом ε= (Н h). После начала процесса разливки барабан 1 перемещают на величину ε= (Н h) в сторону ленты 2. Для обеспечения условий получения слитка 7 толщиной h.
В процессе непрерывной разливки усилия на ленту 2 от роликов 5 создают с шагом t, равным 0,6-2,2 толщины Н слитка 7 в диаметральной горизонтальной плоскости барабана 1.
В таблице приведены примеры осуществления способа с различными технологическими параметрами. Ширина плоского слитка В во всех примерах составляет 1,2 м. Материал ленты Ст08Ю, ее толщина 2 мм. Плоские слитки разливают из Ст3сп.
В первом примере будет происходить прогиб ленты сверх допустимых значений вследствие большого шага роликов. В этих условиях будет повышаться брак слитков по внутренним трещинам, понизится стойкость ленты, будут происходить прорывы металла, понизится производительность процесса разливки.
В пятом примере увеличится прогиб роликов и вместе с ними ленты вследствие малого диаметра роликов из-за их малого шага. В этих условиях увеличится брак слитков по внутренним трещинам и будет происходить поломка роликов.
В шестом примере (прототипе) будет происходить прогиб ленты между роликами сверх допустимых значений из-за большого шага роликов. В этих условиях будет повышаться брак слитков, понижаться стойкость ленты, уменьшаться производительность процесса разливки вследствие прорывов металла.
В примерах 2-4 прогиб ленты будет происходить в допустимых пределах, не будут выпучиваться широкие грани слитка, сократится брак слитков по внутренним трещинам, повысится стойкость ленты, устранится прорывы металла, повысится производительность процесса непрерывной разливки плоских слитков.
Применение изобретения позволяет уменьшить брак слитков по внутренним трещинам на 2,1% и увеличить производительность процесса разливки на 1,8%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2041009C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041016C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041017C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041012C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2037361C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041014C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041015C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2015803C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2015804C1 |


Сущность изобретения: жидкий металл подают в зазор приводными барабаном, ребордами и лентой, огибающей реборды. Формируют слиток в зазоре в радиальном направлении и обжимают его в твердожидком сосотоянии посредством перемещения барабана относительно ленты. Охлаждают ленту распыленной водой и создают дискретные усилия на ленту в поперечном ее направлении в сторону реборд при помощи роликов. Вытягивают слиток из зазора с переменной скоростью. В процессе непрерывной разливки усилия на ленту создают с шагом, равным 0,6 2,2 толщины слитка в диаметральной горизонтальной плоскости барабана. 2 ил. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, включающий подачу жидкого металла в зазор между приводными барабанами, ребордами и лентой, огибающей реборды, формирование слитка в зазоре в радиальном направлении, обжатие слитка в твердожидком состояния посредством перемещения барабана относительно ленты, охлаждение ленты распыленной водой, создание дискретных усилий на ленту в поперечном ее направлении в сторону реборд при помощи роликов и вытягивание слитка из зазора с переменной скоростью, отличающийся тем, что, с целью улучщения качества слитков, повышения стойкости ленты и производительности процесса разливки, в процессе непрерывной разливки усилия на ленту создают с шагом, равным 0,6 2,2 толщины слитка в диаметральной горизонтальной плоскости барабана.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
