Изобретение относится к металлургии, конкретнее к непрерывной разливке плоских слитков с обжатием в твердожидком состоянии.
Известен способ непрерывной разливки плоских слитков, включающий подачу жидкого металла в зазор между приводными барабаном, и бесконечной лентой, обжатием слитка в твердожидком состоянии, формирование слитка в радиальном направлении и его вытягивание с переменной скоростью. В процессе непрерывной разливки одну из широких граней слитка на криволинейном участке технологической оси установки формируют по радиальной плоскости, а другую по криволинейной плоскости.
Недостатком известного способа является неудовлетворительное качество непрерывнолитых плоских слитков, низкая производительность и стабильность процесса разливки. Это объясняется тем, что при изменении толщины вытягиваемого слитка в процессе перемещения барабана уровень мениска металла перемещается в ту или другую сторону относительно диаметральной горизонтальной плоскости барабана. В этих условиях при подъеме уровня металла выше диаметральной горизонтальной плоскости барабана или центра кривизны верхней грани плоского слитка происходит разрыв оболочки слитка вследствие увеличения растягивающих напряжений. Сказанное приводит к прорывам металла при выходе слитка из зазора между барабаном и лентой.
При опускании уровня металла ниже диаметральной горизонтальной плоскости барабана происходит образование на поверхности широкой грани слитка заворотов, поясов, ужимин, что вызывает брак слитков по качеству поверхности.
Целью изобретения является улучшение качества плоских непрерывнолитых слитков, повышение стабильности и производительности процесса непрерывной разливки.
Указанную цель достигают тем, что подают металл в зазор между приводными барабаном, ребордами и лентой, огибающей реборды, формируют слиток в зазоре в радиальном направлении, обжимают слиток в твердожидком состоянии посредством перемещения барабана относительно ленты и вытягивают слиток из зазора с переменной скоростью. При изменении толщины вытягиваемого слитка производят изменение уровня мениска металла в соответствии с перемещением диаметральной горизонтальной плоскости барабана, при этом отклонение уровня мениска металла от диаметральной горизонтальной плоскости барабана составляет ± 0,05. 0,1 толщины слитка на мениске металла.
Улучшение качества плоских непрерывнолитых слитков происходит вследствие устранения образования на поверхности слитка ужимин, заливин, поясов и т.д. Повышение производительности и стабильности процесса непрерывной разливки плоских слитков происходит вследствие устранения прорывов металла при выходе слитка из зазора между барабаном и лентой.
Диапазон значений поддержания уровня мениска металла в пределах ± 0,05. 0,1 от толщины слитка на мениске объясняется условиями формирования оболочки на границе с поверхностью барабана и ленты. При больших значениях происходят разрывы оболочки слитка, образовываются на поверхности заливины, ужимины, пояса и т.д. При меньших значениях усложняется процесс регулирования расхода металла из разливочного ковша без заметного улучшения качества поверхности плоских слитков.
Указанный диапазон устанавливают в обратной пропорциональной зависимости от толщины плоского слитка на мениске и в прямой пропорциональной зависимости от скорости вытягивания слитка.
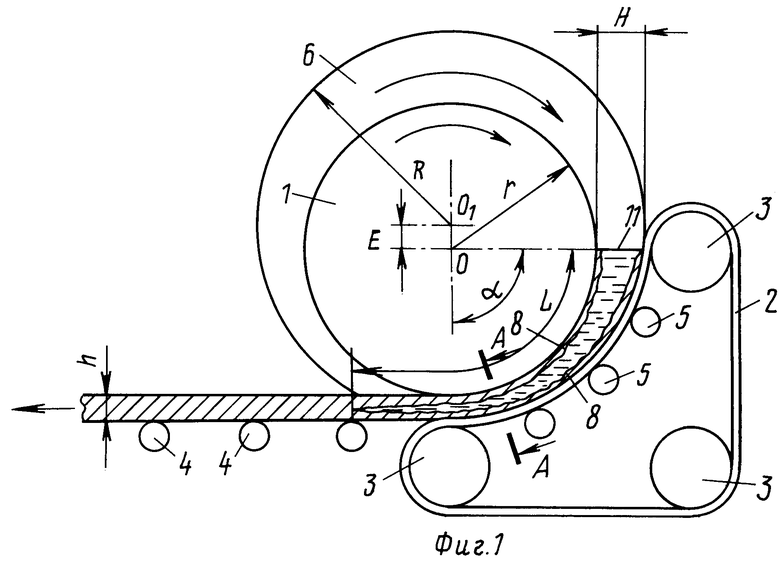
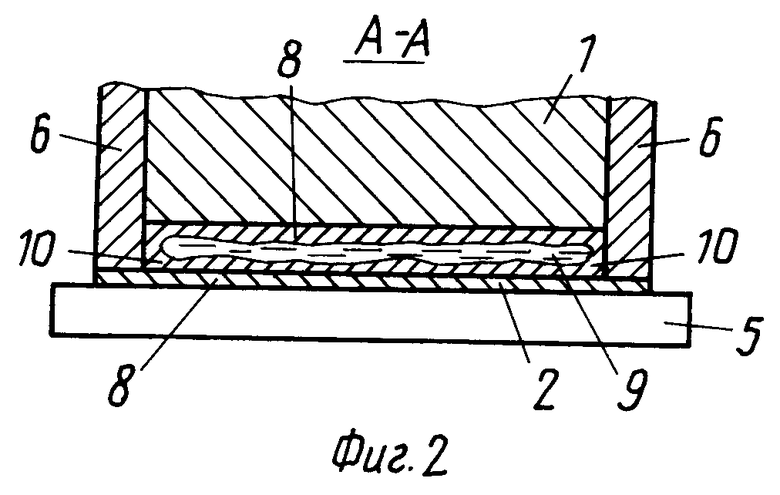
На фиг.1 показана схема установки непрерывной разливки плоских слитков; на фиг.2 разрез А-А на фиг.1.
Установка для осуществления способа непрерывной разливки плоских слитков состоит из барабана 1, ленты 2, валков 3, роликов 4 и 5, боковых реборд 6. Позицией 7 обозначен слиток, толщиной h, 8 широкая грань слитка, 9 жидкий металл, 10 узкая грань слитка, 11 мениск металла, α угол сектора барабана, на длине окружности которого кристаллизуется слиток, r радиус барабана, R радиус реборд, О центр барабана, О1 центр реборд, Е эксцентриситет, h толщина слитка после обжатия, Н толщина слитка на мениске, L длина жидкой фазы слитка.
Способ непрерывной разливки плоских слитков осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в зазор, образованный поверхностью приводного барабана 1, бесконечной приводной лентой 2 и боковыми поверхностями приводных реборд 6, подают жидкий металл 9. Бесконечная лента 2 огибает поверхность торцев боковых реборд 6 на длине сектора барабана 1 с углом α и приводится в движение приводными валками 3. Барабан 1 и реборды 6 приводятся во вращение своими приводами. Оболочка 8 слитка 7 формируется на поверхности барабана 1 с радиусом r, а противоположная грань на поверхности ленты 2 с радиусом кривизны R (r+H).
В процессе непрерывной разливки производят деформацию обжатия узких граней 10 слитка 7 в твердожидком состоянии посредством смещения центра О барабана 1 относительно центра О1 реборд 6 от толщины Н на мениске металла до толщины h.
Из установки вытягивают слиток 7 толщиной h и шириной В с переменной скоростью и направляют дальше по роликам 4. Ролики 5 поджимают ленту 2 к торцам боковых реборд 6. В процессе разливки корпус барабана 1, реборды 6 и лента 2 охлаждаются соответственно проточной и распыливаемой форсунками водой. Оси О и О1 барабана 1 и реборд 6 расположены с эксцентриситетом E (H-h). После начала процесса разливки барабан 1 перемещают на величину E (H-h) в сторону ленты 2 для обеспечения условий получения слитка 7 толщиной h.
При изменении толщины h вытягиваемого слитка 7 изменяют положение уровня мениска 11 металла 9 в соответствии с перемещением диаметральной горизонтальной плоскости барабана 1. При этом уровень мениска 11 металла 9 поддерживают в диаметральной горизонтальной плоскости барабана в пределах ± 0,05.0,1 толщины Н слитка 7 на мениске 11 металла 9. Изменение положения уровня мениска 11 производят посредством регулирования расхода металла 9 из разливочного ковша.
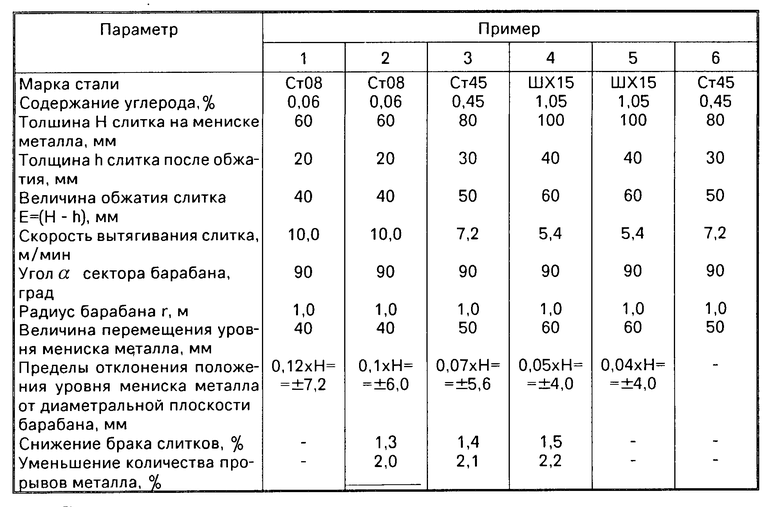
В таблице приведены примеры осуществления способа непрерывной разливки плоских слитков с различными технологическими параметрами. Ширина слитка во всех примерах составляет 1200 мм.
В примере 1 происходят зависания оболочки слитка на поверхности барабана и ленты, сопровождающиеся разрывом оболочки и, как следствие, прорывами металла на выходе слитка из зазора между барабаном и лентой. В примере 5 происходит образование на поверхности слитков заворотов, заливин, поясов и т.д. В примере 6 (прототипе) вследствие постоянства уровня мениска металла при перемещении барабана происходит как разрывы оболочки слитка, так и образование на поверхности слитка заливин, ужимин, поясов и т. д. В примерах 2.4 вследствие перемещения уровня металла в соответствии с перемещением барабана, а также колебания уровня металла в оптимальных пределах не происходят разрывы оболочки слитка, на поверхности слитков не образуются ужимины, пояса, заливины и т.д.
Применение способа позволяет снизить брак слитков по качеству поверхности на 1,4% и уменьшить количество прорывов металла на 2,1%
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041017C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022696C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041013C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041015C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2015804C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022695C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2015825C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2041009C1 |
Сущность изобретения: жидкий металл подают в зазор между приводными барабаном, ребордами и лентой, огибающей реборды. Формируют слиток в зазоре в радиальном направлении и обжимают его в твердожидком состоянии посредством перемещения барабана относительно ленты. При изменении толщины вытягиваемого слитка производят изменение уровня мениска металла в соответствии с перемещением диаметральной горизонтальной плоскости барабана, при этом отклонение уровня мениска металла от диаметральной горизонтальной плоскости барабана составляет ± 0,05...0,1 толщины слитка на мениске металла. 2 ил. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, включающий подачу жидкого металла в зазор между приводными барабаном, ребордами и лентой, огибающей реборды, формирование слитка в зазоре в радиальном направлении, обжатие слитка в твердожидком состоянии посредством перемещения барабана относительно ленты и вытягивание слитка из зазора с переменной скоростью, отличающийся тем, что, с целью улучшения качества слитков, повышения производительности и стабильности процесса разливки, при обжатии вытягиваемого слитка производят изменение уровня мениска металла соответственно перемещению диаметральной горизонтальной плоскости барабана, при этом отклонение уровня мениска металла от диаметральной горизонтальной плоскости барабана устанавливают ±(0,05 - 0,10) толщины слитка на мениске металла.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
