Изобретение относится к инструментам для обработки закрытых отверстий, в частности абразивными брусками, и может быть использовано для окончательной обработки дорожек качения роликовых подшипников.
Известны аналогичные инструменты (Куликов С.И. Романчук В.А. и др. Хонингование. Справочное пособие. М. Машиностроение, 1973, 168 с. с.43, рис. 21; Богородицкий Н. Н. Чубаров К.К. Лебедев Б.А. Технологическое оснащение хонингования Л. Машиностроение. Ленингр. отд. 1984, с.23, рис.1.14), содержащие корпус с консольно установленными в нем колодками с абразивными брусками, при этом колодки сжимаются пружинами. Аналогичные конструкции инструментом просты, однако для радиального перемещения брусков требуют специального привода. Кроме того, они не обеспечивают достаточной производительности и устранение исходных погрешностей формы, а также ограничены по технологическим возможностям.
В качестве прототипа наиболее близко по своей технической сущности подходит инструмент, содержащий корпус с консольно установленными в нем колодками, соединенными между собой пружинами. Рабочее перемещение брусков осуществляется от рабочего агента, поступающего через центральное отверстие корпуса и воздействующего на плунжеры, которые имеют непрерывный контакт с внутренней стороны колодок. Недостатком инструмента-прототипа является его недостаточная производительность, ограниченные технологические возможности из-за невозможной обработки закрытых отверстий, недостаточная точность формы обрабатываемых отверстий.
Предлагаемый инструмент для обработки закрытых отверстий лишен указанных недостатков.
Целью изобретения являются: повышение точности обработки, упрощение конструкции, расширение технологических возможностей путем обработки закрытых отверстий.
Для достижения поставленных выше целей в инструменте для обработки закрытых отверстий абразивными брусками, содержащем корпус с консольно установленными в нем с возможностью поворота, соединенными между собой пружинами колодки с закрепленными на них державками, несущими бруски опоры поворота колодок расставлены не менее трех ширин брусков, а колодки выполнены П-образной формы с выступами, между которыми расположена ось качания и державки с брусками; державки выполнены в виде пластин с уступом, размещены по обе стороны бруска и соединены с ним при помощи втулки с гайкой, а ось качания бруска пропущена через отверстия абразивного бруска и втулки и, одновременно, установлена в отверстиях П-образных колодок; державки с брусками подпружинены с обоих торцев пружинами равной жесткости.
Отличительными признаками являются:
1. Опоры поворота колодок расставлены на расстоянии не менее трех ширин брусков, а колодки выполнены П-образной формы с выступами, между которыми расположена ось качания и державки с брусками.
2. Державки выполнены в виде пластин с уступом, размещены по обе стороны бруска и соединены с ним при помощи втулки с гайкой, а ось качания бруска пропущена через отверстия абразивного бруска и втулки и, одновременно, установлена в отверстиях П-образных колодок.
3. Державки с брусками подпружинены с обоих торцов пружинами равной жесткости.
Доказательство достижения цели в инструменте для обработки закрытых отверстий посредством использования отличительных признаков. Повысить точность обработки удается за счет использования способа центробежного хонингования (доводки) и формой абразивных брусков с охватом обрабатываемого отверстия на 2/3 диаметра, а радиальное перемещение брусков выполнить в момент ввода и вывода к обрабатываемой поверхности и от нее быстро и на относительно большое расстояние.
Повысить точность формы обрабатываемой поверхности возможно также за счет разнесения опор поворота колодок на расстояние не менее трех ширин брусков и выполнение колодок в виде П-образной формы с выступами, между которыми расположена ось качания и державки с брусками. Разнесение опор поворота колодок обеспечивает минимальную погрешность формы образующей обрабатываемой поверхности (дорожки качения). Разнесение опор на меньшее значение расстояния не обеспечивает заданной точности обработки, а большая величина увеличивает габариты инструмента, при этом точность обработки не повышается. Выступы на колодках обеспечивают увеличение массы колодок, необходимой для устойчивости брусков и повышения радиального усилия брусков в процессе обработки. При этом можно уменьшить частоту вращения шпинделя, обеспечивая потребное радиальное усилие брусков на обрабатываемую поверхность.
Упростить конструкцию инструмента представляется возможным благодаря выполнению державок в виде пластин с уступом, размещению их по обе стороны бруска и соединению с ним при помощи втулки с гайкой, при этом ось качания бруска пропущена через отверстия абразивного бруска и втулки. Такое сочетание элементов позволяет использовать механическое крепление брусков в инструменте и отказаться от приклеивания их к колодкам. Предлагаемая конструкция обеспечивает быструю смену брусков после их износа.
Расширить технологические возможности инструмента путем обеспечения одновременной обработки цилиндрического закрытого отверстия и поочередно обоих внутренних бортов (торцев) удается за счет размещения с обоих торцов брусков с державками пружин равной жесткости. Упругие элементы пружины определяют время выстоя (задержки) брусков у каждого борта заготовки, обеспечивая обработку сочетания трех поверхностей: левый торец, дорожка, правый торец.
Анализ отличительных признаков показывает, что их реализация позволяет сообщить инструменту новые неизвестные ранее свойства. В связи с этим отличительные признаки изобретения следует считать существенными.
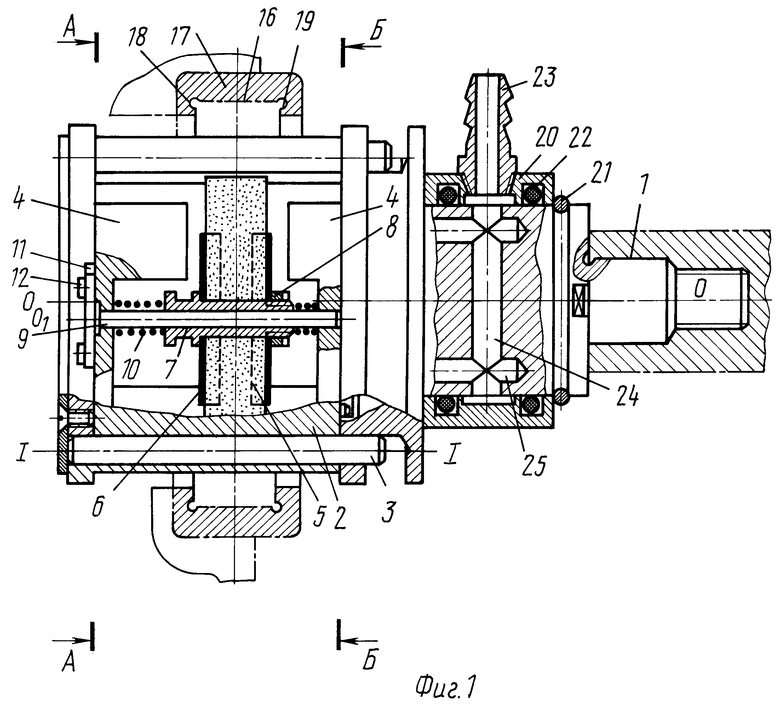
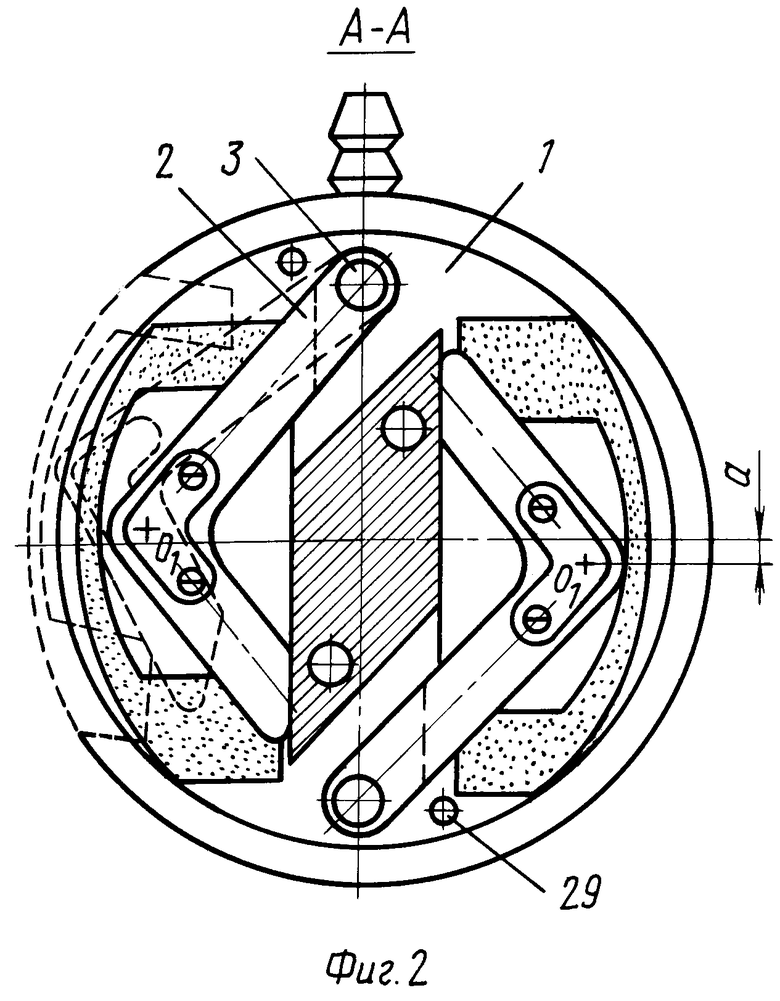
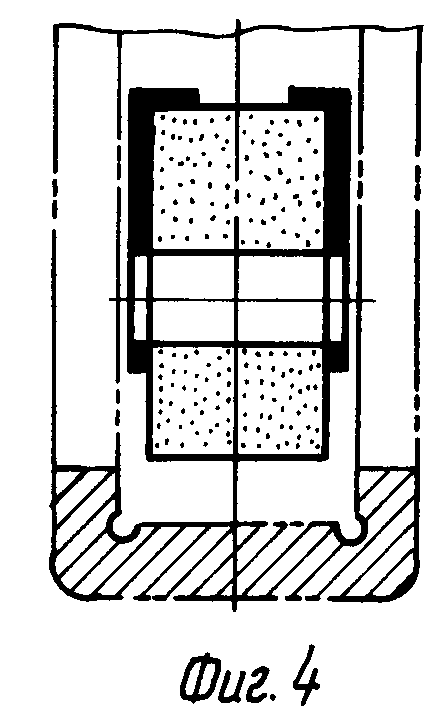
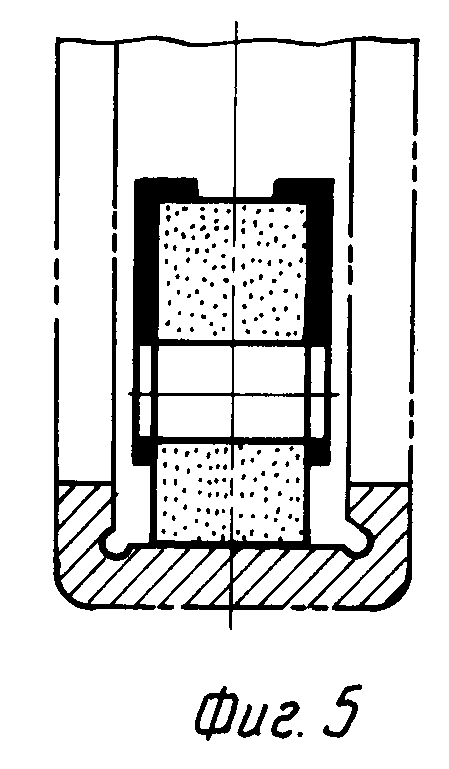
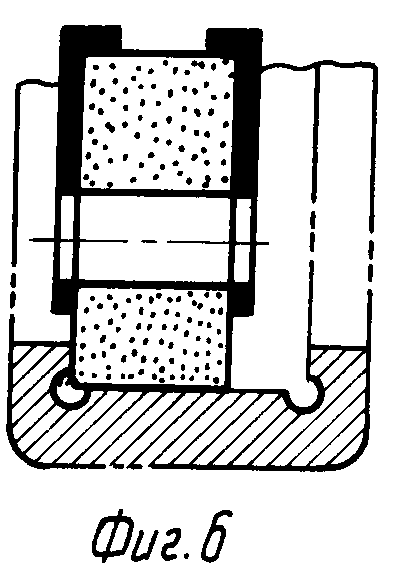
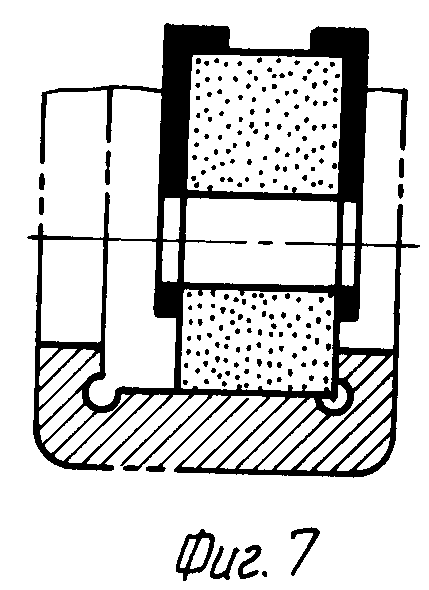
На фиг.1 изображен инструмент, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг. 3 разрез Б-Б на фиг.1; на фиг.4 положение абразивного бруска после ввода инструмента в закрытое отверстие; на фиг.5 положение бруска при обработке в середине отверстия; на фиг.6 положение бруска при обработке у левого торца; на фиг.7 положение бруска при обработке у правого торца.
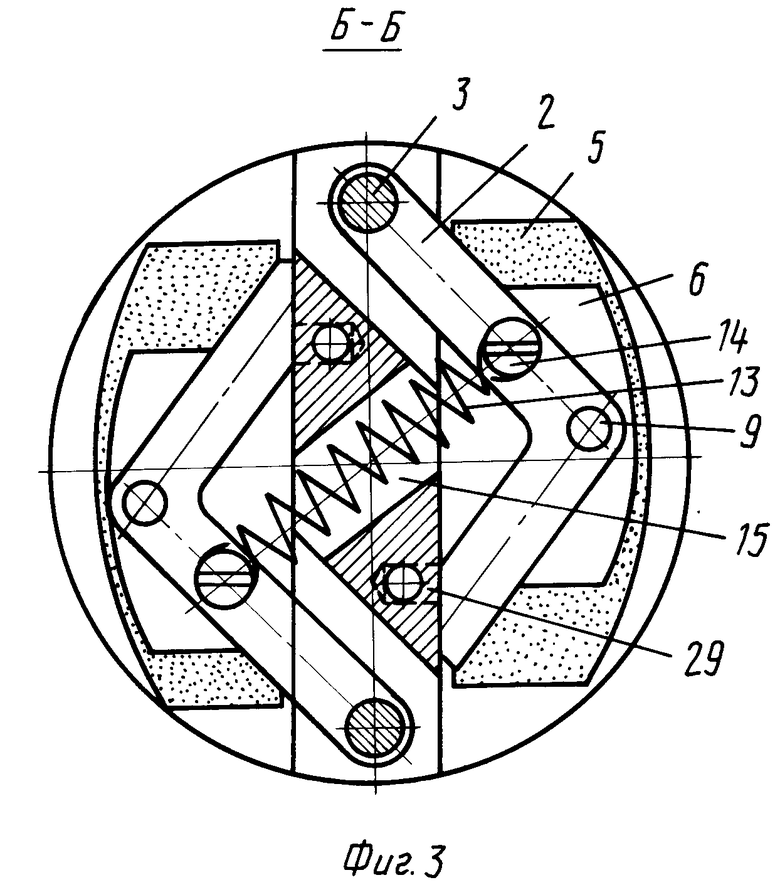
Инструмент содержит корпус 1, на котором установлены поворотные колодки 2 при помощи оси 3. Поворотные колодки 2 размещены в кольцевой проточке по подвижной посадке, с возможностью поворота вокруг оси I-I под действием центробежной силы. Поворотные колодки 2 выполнены в виде П-образной формы. С противоположной стороны колодок 2 выполнены противовесы 4, масса которых может быть изменена путем присоединения (например, привинчивания) дополнительных грузов в зависимости от режима работы инструмента. Опоры поворота колодок 2 разнесены по оси I-I на расстоянии не менее тройной ширины абразивных брусков 5. Абразивные бруски 5 закреплены вместе с державками 6 при помощи втулки 7 и гайки 8 и установлены на оси качания 9, которая своими концами опирается на отверстия поворотных П-образных колодок 2. Геометрическая ось О1 оси качания 9 расположена на некотором расстоянии "а" от плоскости симметрии брусков 5 в направлении вращения инструмента. Между торцами втулки 7 и внутренними поверхностями поворотных колодок 2 установлены пружины сжатия 10 равной жесткости. Ось качания 9 на левом конце имеет уступ, размещенный заподлицо в отверстии колодок 2, и закреплена фигурной крышкой 11 при помощи винтов 12, что не позволяет оси качания 9 смещаться в осевом направлении.
Поворотные колодки 2 соединены между собой пружиной растяжения 13 при помощи винтов 14. Пружина 13 пропущена через радиальное отверстие 15 корпуса 1 по кратчайшему расстоянию между поворотными колодками 2. Таким образом, при не вращающемся инструменте абразивные бруски 5 вместе с державками 6 максимально приближены к оси О-О инструмента. При вращающейся головке вместе со шпинделем инструмента абразивные бруски 5 имеют возможность под действием центробежной силы самоустанавливаться и прижиматься к обрабатываемой поверхности 16 заготовки 17, например, кольцу роликового подшипника. В этом случае обрабатываемая поверхность 16 закрыта бортами 18, 19 и подача брусков к и от обрабатываемой поверхности 16 возможна лишь в радиальном направлении. Инструмент оснащен устройством для подачи СОЖ в зону абразивных брусков 5. Устройство включает кольцо-распределитель 20, установленный на корпусе 1 с возможностью быть неподвижным при вращающемся инструменте посредством пружинного кольца 21, уплотнительные кольца 22 и штуцер 23 для соединения с системой СОЖ. Для подачи СОЖ в корпусе 1 выполнена система отверстий 24, 25, 26. С левой стороны корпуса 1 установлена крышка 27 при помощи винтов 28, которая фиксирует в осевом положении оси 3 и перекрывает проход СОЖ в осевом направлении, направляя поток жидкости в зону обработки. С торцевой внутренней стороны корпуса 1 установлены штифты 29, ограничивающие перемещение поворотных колодок 2 в pадиальном направлении. Это необходимо для работы инструмента в автоматическом цикле в том случае, если заготовка случайно не будет установлена в зоне обработки по какой-либо причине. Тогда поворотные колодки 2 будут ограничены перемещением в радиальном направлении штифтами 29, что предохранит инструмент от поломки.
Инструмент работает следующим образом. Заготовка 17 устанавливается в приспособление и закрепляется. В этом случае ось заготовки 17 и ось инструмента 0-0 совпадает. Инструменту сообщается осевое перемещение до совмещения радиальных плоскостей симметрии абразивных брусков 5 и обрабатываемой поверхности 16 (см.фиг.1, 4). Включается вращение заготовки 17 с необходимой частотой. Включается вращение инструмента в том же направлении, но с частотой вращения, большей частоты вращения заготовки, обеспечивающей разность линейных скоростей обрабатываемой поверхности 16 и рабочей поверхности абразивных брусков 5, равной скорости резания. После начала вращения абразивных брусков 5 они под действием центробежных сил собственной массы начинают перемещаться в радиальном направлении к обрабатываемой поверхности 16 заготовки 17. При этом поворотные колодки 2 поворачиваются вокруг оси I-I, а державки 6 вместе с абразивными брусками 5 вокруг оси 0I-0I, самоустанавливаясь по обрабатываемой поверхности 16 заготовки 17. Радиальное перемещение поворотных колодок 2 и абразивных брусков 5 с ускоренной подачей закончится, как только режущая поверхность брусков 5 коснется обрабатываемой поверхности 16 заготовки 17 (фиг.5). Одновременно с этим включается подача СОЖ в зону обработки и осциллирующее осевое движение инструмента, величина которого выбирается несколько большей, чем зазор между торцевыми поверхностями бруска 5 и бортов 18 и 19 заготовки 17. Начинается съем металла с заготовки 17 при рабочей поперечной подаче брусков 5 на врезание. При совершении осциллирующего движения брусок 5 при каждом двойном ходе касается бортов 18 и 19, обрабатывая их (см.фиг.6 и 7). Плавность контакта торцев абразивного бруска 5 и бортов 18 и 19 обеспечивается упругими элементами 10, размещенными по обе стороны бруска 5. За счет разности значений суммарной величины зазоров между торцем бруска 5 и бортов 18 и 19 и амплитудой обеспечивается задержка брусков 5 в каждом конечном положении их. Этого достаточно для одновременной обработки дорожки качения 16 и бортов 18 и 19. После цикла обработки вращение инструмента, заготовки, подача СОЖ и осциллирующего движения прекращаются. Абразивные бруски 5 под действием пружины 13 сходятся к оси 0-0 в исходное положение. В связи с тем, что диаметр абразивных брусков 5 в сведенном состоянии меньше диаметра кольца 17 периферии бортов 18 и 19, инструмент свободно выводится из заготовки в осевом направлении в исходное положение. Заготовка раскрепляется и удаляется из зоны обработки, после чего цикл повторяется.
П р и м е р реализации инструмента для обработки закрытых поверхностей. Инструмент использовали в условиях ПО ГПЗ-4 на внутришлифовальном станке "Морара". Обрабатывались внутренние поверхности наружных колец роликовых подшипников 32310 с диаметром роликовой дорожки ⊘97+0,006 мм, длиной образующей 17 мм. Начальный диаметр брусков 85 мм. Пружина подбиралась с силой 2,5 Н. Характеристика брусков 24АМ28К5. Скорость резания 160 м/мин, машинное время обработки 15 с. После обработки отверстие имело огранку 0,15-0,3 мкм, волнистость 0,1-0,2 мкм, шероховатость поверхности Ra=0,28-0,32 мкм, шероховатость бортов Ra=0,2-0,25 мкм.
Экономическая эффективность предлагаемого инструмента для обработки закрытых отверстий может быть определена из нижеследующих соображений. Использование инструмента позволяет объединить две операции доводки (дорожки и бортов) в одну. Совмещение переходов во времени сокращает машинное время обработки. Уменьшается вспомогательное время на установку и снятие заготовок. Это позволяет сократить число единиц оборудования и производственные площади. Вместе с этим уменьшаются затраты на обслуживание оборудования (содержание ремонтников, наладчиков и т.д.). Повышается точность обработки и качество поверхностного слоя, что позволяет повысить точность подшипников при минимальной себестоимости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063323C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ АБРАЗИВНЫМИ БРУСКАМИ | 1992 |
|
RU2053104C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ АБРАЗИВНЫМИ БРУСКАМИ | 1992 |
|
RU2049651C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2128571C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2189897C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2497649C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2170165C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2028913C1 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
Использование: машиностроение, для обработки закрытых отверстий на финишных операциях наружных колес роликовых подшипников. Целью изобретения является повышение точности обработки, упрощение конструкции инструмента, расширение технологических возможностей путем обеспечения одновременной обработки цилиндрического закрытого отверстия и поочередно обоих внутренних бортов. Сущность изобретения: опоры поворота колодок расставлены на расстоянии не менее трех ширин брусков, при этом колодки выполнены П-образной формы; державки брусков выполнены в виде пластин с уступом, а ось качения пропущена через отверстие абразивного бруска; державки с брусками подпружинены с обоих торцов. 2 з.п.ф-лы, 7 ил.
| Богородицкий Н.Н | |||
| и др | |||
| Технологическое оснащение хонингования, л.: Машиностроение, 1984, с.23, рис.1.14. |
