Изобретение относится к электрохимическим способам очистки металлических деталей, преимущественно из латуни или латунированной стали, содержащихся в качестве армирующего материала в вулканизованных резинометаллических изделиях, в том числе в шинах, и может быть использовано в резинотехнической, шинной, метизной и других отраслях промышленности для очистки армирующего металла от резины с целью повторного его использования или переработки, а также для оценки надежности крепления резины к металлу.
Известны способы искусственного старения вулканизованных резинометаллокордных изделий.
В известном способе изделие погружают в раствор хлорида щелочных и щелочно-земельных металлов и выдерживают в нем определенное время. Например, в 5%-ном растворе хлорида натрия изделие выдерживают в течение 3-7 сут при комнатной температуре (18-25оС).
Известен способ так называемого "солевого старения", при котором изделие погружают в 5%-ный раствор хлорида натрия и выдерживают в нем при температуре кипения в течение 6 ч, поддерживая постоянный объем раствора. По окончании старения изделие извлекают из раствора и выдерживают при комнатной температуре не менее 16 ч.
Известные способы используются для определения стойкости адгезионной связи резины с металлом к комбинированному воздействию агрессивной среды и температуры. До и после старения образцы изделий испытывают на прочность связи, регистрируя значение исходной (Аисх) и остаточной (Аост) адгезии. Основным показателем оценки сохранности адгезионной связи является коэффициент сопротивления старению (Кс.с)
Кс.с=Аост/Аисх х 100%
Способы, рассмотренные выше, позволяют проводить сравнительную оценку как образцов металлокорда (латунированного стального тросика), отличающихся конструкций, химическим составом латунного покрытия, так и различных рецептур резиновых смесей. Данные способы предложены применительно к резинометаллическим изделиям, содержащим металлокорд, но могут быть использованы и для изделий армированных материалов любой конфигурации. Однако эти способы не позволяют разрушить адгезионную связь до полного отслоения резины от металла, т.е. применяемые условия старения не обеспечивают возможность последующего извлечения армирующего металла без следов резины и коррозии на поверхности. Например, в одном из чувствительных способов вместо показателя Кс.с. приведен показатель, свидетельствующий о процентном содержании резины на поверхности металла. Показано, что даже после 7 сут старения содержание резины составляет 10-80% Кроме того, продолжительность старения изделий по обоим способам составляет от 22 ч до нескольких суток (с учетом непосредственного старения и последующей выдержки образцов) и поэтому является технологически неприемлемой для экспрессного анализа прочности связи.
Наиболее близким по технической сущности и достигаемому эффекту являются способ очистки металлических деталей, включающий электрохимическую обработку в электролите, содержащем неорганические соли, при плотности тока 1-50 А/дм2 в анодном микродуговом режиме при напряжении 100-350 В. Основным недостатком данного способа является то, что в процессе обработки в анодном микродуговом режиме возможно существенное изменение состояния поверхности и геометрических размеров металлической детали, в результате которого она становится непригодной для повторного использования без дополнительной обработки. Кроме того, этот способ не может быть использован для искусственного старения резинометаллических изделий, т.е. для экспрессной оценки надежности адгезионного соединения армирующий металл-эластомер при моделировании условий их эксплуатации.
Задачей изобретения является сокращение продолжительности процесса разрушения адгезионной связи до полного отслоения резины от металла и обеспечение возможности повторного его использования без дополнительной обработки.
Решение поставленной задачи достигается тем, что предварительно на вулканизованном резинометаллическом изделии очищают от резины не менее двух противолежащих участков армирующего металла, один из которых служит для контакта с раствором, а другой соединяют с источником постоянного тока в качестве катода. Электрохимическую обработку проводят в течение 1-60 мин при катодной плотности тока 0,1-1000 А/м2 до полного разрушения адгезионной связи резины с металлом (с целью повторного его использования) или до частичного разрушения (при необходимости проведения экспрессного анализа прочности крепления).
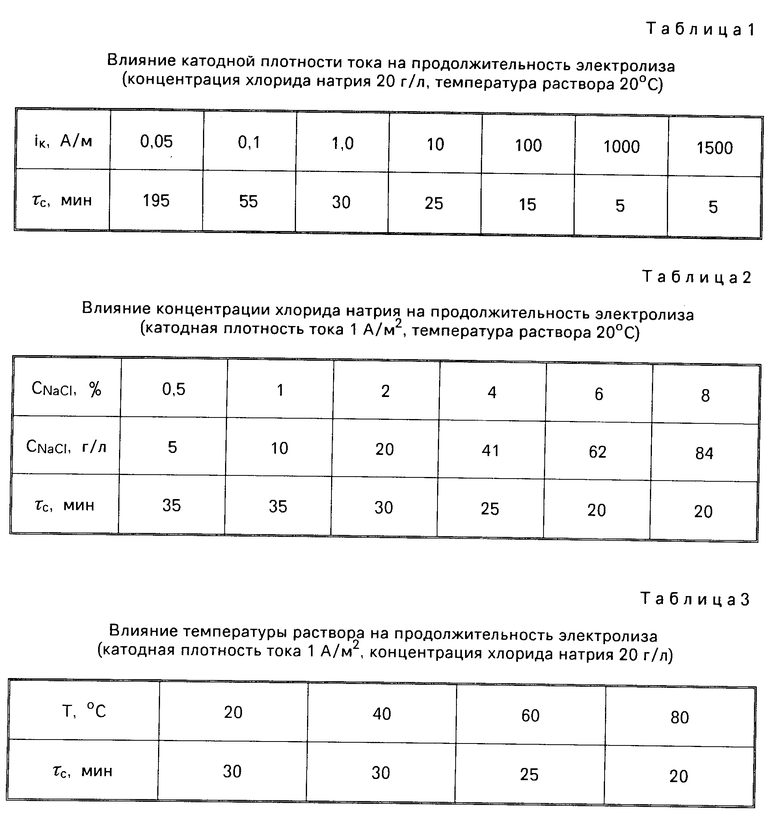
Способ осуществляется следующим образом. Емкость заполняют водным раствором хлорида щелочных или щелочно-земельных металлов, например хлоридом натрия, калия или кальция, который является электролитом. В качестве электролита также могут быть использованы растворы солей металлов, ионы которых при электролизе не образуют новые жидкие (как ртуть) или твердые (как медь, цинк, никель) металлические фазы, растворы неорганических кислот или щелочей. Из соображений экономической целесообразности предпочтительно использовать хлорид натрия. В емкость с раствором в качестве анода помещают пластину из металла активно не растворяющегося при электролизе, например из графита или стали. Предварительно на изделии очищают от резины не менее двух противолежащих участков армирующего металла. Месторасположение очищенных участков металла, их площадь и глубину погружения изделия в электролит необходимо выбирать в каждом конкретном случае в зависимости от конфигурации и геометрических размеров изделия. Изделие погружают в электролит в качестве катода и проводят электролиз, продолжительность которого определяется поставленной задачей. Экспериментально установлено, что продолжительность процесса обработки до полного разрушения адгезионной связи и отслоения резины от металла ( τc) преимущественно зависит от катодной плотности тока (iк), равной отношению величины тока к площади очищенного от резины армирующего металла, контактирующего с электролитом (см. табл. 1).
Увеличение катодной плотности тока свыше 1000 А/м2 не приводит к дальнейшему сокращению продолжительности процесса, а уменьшение ее ниже 0,1 А/м2 существенно (на 2 ч) увеличивает необходимое время. На продолжительность процесса влияют также такие параметры как концентрация хлорида натрия (CNaCl) и температура раствора (Т). Так как при увеличении концентрации хлорида натрия с 5 до 84 г/л продолжительность электролиза сокращается лишь на 15 мин (см. табл. 2), а при повышении температуры раствора с 20 до 80оС на 10 мин (см. табл. 3), то можно считать, что изменение концентрации электролита или температуры раствора не оказывает существенного влияния на время обработки.
Предлагаемый способ позволяет проводить сравнительную оценку прочности крепления различных рецептур резиновых смесей с армирующими металлами любой конфигурации, любого химического состава латуни и толщины латунного покрытия.
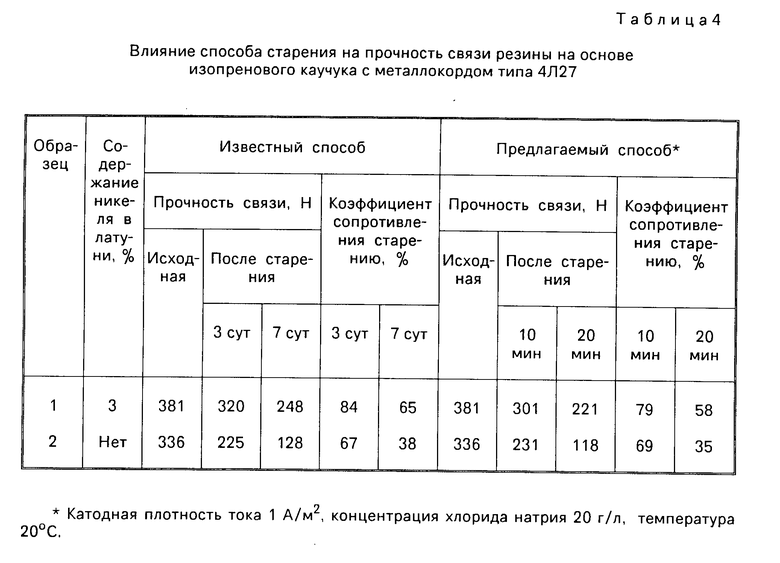
С использованием заявленного и известного способа было проведено старение изделий, армированных металлокордом, различающимся содержанием никеля в латунном покрытии (см. табл. 4). Оба способа позволили установить преимущество легированного никелем латунного покрытия, заключающееся в существенном снижении потерь прочности связи с резиной при старении. Значения прочности связи и коэффициентов сопротивления старению, определенные по обоим способам, различаются незначительно (например, 84 и 79% 65 и 58%), т.е. предлагаемый способ позволяет получить тот же результат, что и при использовании известного способа, но при существенном сокращении продолжительности старения.
С целью извлечения армирующего металла и повторного его использования, в качестве примера, были выбраны латунированные стальные детали цилиндрической формы, 75% поверхности которых покрыта слоем резины на основе изопренового каучука толщиной 5 мм. После электролиза в течение 25 мин при катодной плотности тока 10 А/м2 резина полностью отслаивается от металла, причем его поверхность имеет исходный (до вулканизации) вид и не требует дополнительной специальной обработки перед повторным использованием. Извлечь аналогичную деталь известным способом без следов резины и продуктов коррозии на поверхности невозможно даже спустя 7 сут старения.
Новый электрохимический способ, обеспеченный необходимой оснасткой, может найти применение, в частности для извлечения бортовых колец из амортизованных шин. В настоящее время бортовые кольца вырезают и вывозят на полигоны промышленных отходов, так как они затрудняют переработку покрышек.
Кроме того, новый способ позволяет, удалив резину с вулканизованного резинометаллокордного образца, определить степень затекания резины в нить корда и, соответственно, оценить его конструкцию, реологические свойства резины и условия вулканизации.
Особый интерес представляет использование нового способа в исследовании механизма образования, старения и разрушения межфазного слоя с помощью современных методов анализа поверхности, например рентгеновской фотоэлектронной спектроскопии, оже-электронной спектроскопии, масс-спектрометрии вторичных ионов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит латунирования | 1985 |
|
SU1315526A1 |
| СПОСОБ ДЕЗАКТИВАЦИИ РАДИОАКТИВНЫХ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2009 |
|
RU2417467C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2002 |
|
RU2205899C1 |
| Способ подготовки алюминиевых сплавов перед серебрением | 1980 |
|
SU931815A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ТУГОПЛАВКОГО МЕТАЛЛА | 2009 |
|
RU2401888C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ, СОДЕРЖАЩИХ СПЛАВЫ НА ОСНОВЕ НИОБИЯ И ТЯЖЕЛЫЕ ЦВЕТНЫЕ МЕТАЛЛЫ | 1992 |
|
RU2039100C1 |
| РЕЗИНОВАЯ СМЕСЬ, СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОМЕТАЛЛИЧЕСКОГО КОМПОЗИТНОГО ИЗДЕЛИЯ, РЕЗИНОМЕТАЛЛИЧЕСКОЕ КОМПОЗИТНОЕ ИЗДЕЛИЕ, ШИНА, ПРОМЫШЛЕННЫЙ РЕМЕНЬ И РЕЗИНОВАЯ ГУСЕНИЦА | 2013 |
|
RU2595732C2 |
| СПОСОБ АФФИНАЖА РОДИЯ | 2022 |
|
RU2797800C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2009 |
|
RU2397279C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ЭЛЕКТРОННОЙ И ЭЛЕКТРОТЕХНИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2016 |
|
RU2644719C2 |
Изобретение относится к электрохимическим способам очистки металлических деталей, преимущественно из латуни, и латунированной стали, содержащихся в качестве армирующего металла в вулканизированных резинометаллических изделиях, и может быть использовано в резинотехнической, шинной и других отраслях промышленности как для очистки от резины с целью повторного его использования в производстве, так и для оценки надежности крепления резины к армирующему металлу. Перед погружением в раствор хлорида натрия на резинометаллических изделиях очищают от резины не менее двух противолежащих участков армирующего металла, один из которых служит для контакта с раствором, а другой соединяют с источником постоянного тока в качестве катода. Электрохимическую обработку проводят в течениие 1 60 минут при катодной плотности тока 0,1-1000 А/м2 в электролите, содержащем 5 84 г/л хлорида натрия. 2 з.п. ф-лы, 4 табл.
| Способ очистки металлических деталей | 1983 |
|
SU1244216A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
