Изобретение относится к обработке металлов давлением, точнее к обжиму и раздаче цилиндрических заготовок, может быть использовано в частности для изготовления дисков трения.
Известен штамп для изготовления плоских колец, содержащий матрицу с упорным буртом, установленную на нижней плите, и верхнюю плиту, с которой жестко связана деформирующая плита.
Известное устройство не обеспечивает необходимой центровки конического полуфабриката относительно оси штампа, что приводит к появлению бракованных колец и увеличению припуска на механическую обработку, а, кроме того, затрудняет условия работы и снижает производительность.
Техническим результатом изобретения является экономия материала, повышение производительности, точности изделия и расширение технических возможностей.
Это достигается за счет того, что в штампе для изготовления плоских колец из конических заготовок, содержащем матрицу с упорным диском, установленную на нижней плите, и верхнюю плиту, с которой жестко связана деформирующая плита, в нижней плите выполнен паз и в матрице выполнено соосное ему сквозное отверстие, а штамп снабжен размещенной в пазу нижней плиты под матрицей и подпружиненной к ней подвижной плитой, выталкивающими шпильками, проходящими через матрицу с возможностью осевого перемещения и одним своим концом жестко связанными с подвижной плитой, упорной втулкой, неподвижно закрепленной на подвижной плите и расположенной в отверстии матрицы, и жестко связанным с деформирующей плитой толкателем с диаметром, соответствующим диаметру отверстия матрицы, при этом упорный бурт матрицы выполнен в виде сменного кольца, свободный конец каждой шпильки выступает над рабочей поверхностью матрицы на величину h, определяемую соотношением: h < (D3 D-d)/2, где D3 диаметр большего основания конической заготовки; D диаметр, на котором установлены шпильки; d диаметр шпильки, а длина толкателя и упорной втулки выбрана из условия: hт + hв > h + hм + Н + hб, где hт длина толкателя, выступающая над деформирующей плитой; hв длина упорной втулки; hм толщина матрицы, Н величина возможного хода подвижной плиты к матрице; hб высота упорного бурта.
Штамп может быть снабжен сменными прокладками, размещенными под основаниями толкателя и упорной втулки.
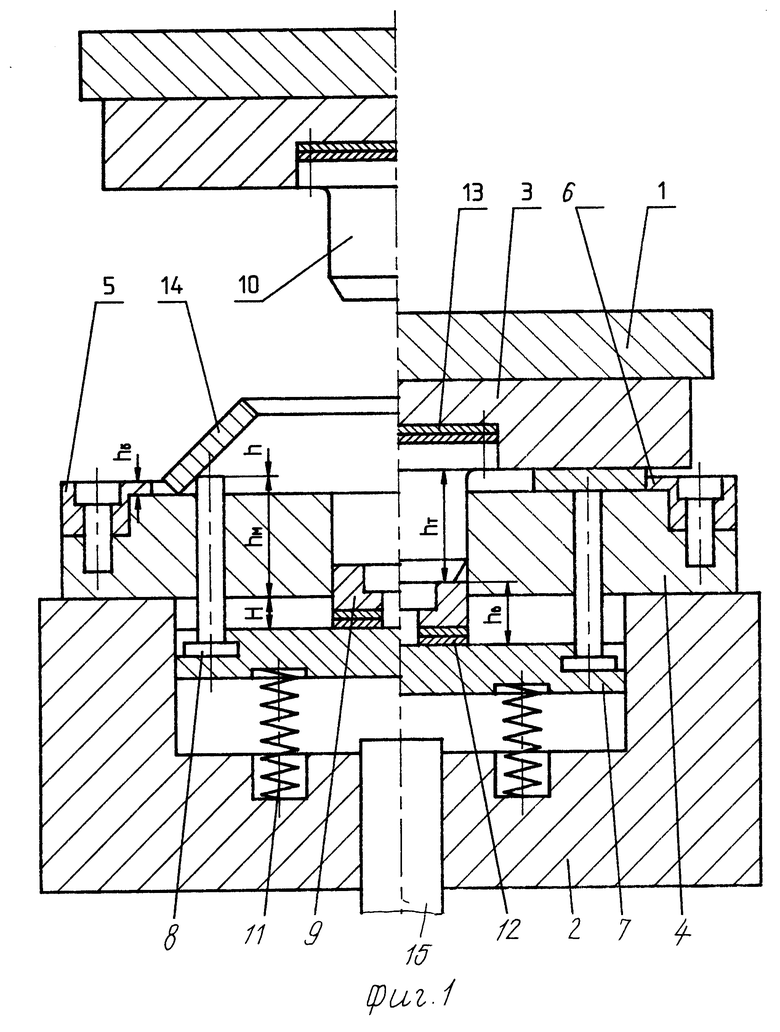
На фиг. 1 изображен штамп, слева, в верхнем положении, справа в нижнем; на фиг. 2 расчетная схема для указанной формулы.
Штамп содержит верхнюю 1, нижнюю 2 и деформирующую 3 плиты, матрицу 4, включающую сменное кольцо 5 с упорным буртом 6, подвижную плиту 7, выталкивающие шпильки 8, упорную втулку 9, толкатель 10, пружины 11, регулировочные прокладки 12 и 13.
Штамп работает следующим образом.
При поднятой верхней плите на матрицу 4 устанавливается коническая заготовка 14, которая центрируется относительно оси штампа с одной стороны упорным буртом 6 сменного кольца 5, а с другой стороны выступающими выталкивающими шпильками 8. При рабочем ходе пресса толкатель 10 упирается в упорную втулку 9. При этом подвижная плита 7 опускается и опускаются связанные с ней выталкивающие шпильки 8. Деформирующая плита 3 давит на заготовку 14 и деформирует ее в плоское кольцо. При ходе пресса вверх выталкивающие шпильки под действием пружин с помощью или без помощи (при его отсутствии выталкивателя пресса 15 поднимают кольцо над матрицей, что облегчает его удаление.
Величина h выводится из следующих соображений (см. фиг. 2). Коническая заготовка имеет угол наклона образующей к оси α 45о. Следовательно, Δ АСВ равнобедренный, следовательно ВС АС h.
Из геометрических соображений:
D3 D + d + 2h, откуда h 
Для того чтобы заготовка гарантированно коснулась матрицы, а не зависла на выталкивающих шпильках, необходимо, чтобы величина ВС h была несколько меньше величины АС. Отсюда получаем соотношение > h
> h
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087234C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С ВНУТРЕННЕЙ ГОРЛОВИНОЙ | 1994 |
|
RU2087232C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С ВНУТРЕННЕЙ ГОРЛОВИНОЙ | 1994 |
|
RU2087233C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕРЕХОДНИКОВ С НАРУЖНЫМ ЦИЛИНДРИЧЕСКИМ ПОЯСКОМ | 1994 |
|
RU2087235C1 |
| Штамп для закрытой осадки заготовок | 1976 |
|
SU650706A1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| Способ раздачи трубчатых заготовок и штамп для его осуществления | 1985 |
|
SU1286323A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |

Изобретение относится к обработке давлением и может быть использовано, в частности, для изготовления дисков трения. Штамп имеет шпильки, выступающие над образующей матрицы, которые центрируют коническую заготовку. При этом соотношение диаметра большего основания конической заготовки, диаметра, на котором установлены шпильки, диаметра шпилек и высота шпилек над образующей матрицы определяется таким образом, чтобы обеспечить правильное центрирование. С целью повышения точности в штампе предусмотрены регулировочные прокладки. 1 з.п. ф-лы, 2 ил.
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КОЛЕЦ ТИПА ДИСКОВ ТРЕНИЯ ИЗ КОНИЧЕСКИХ ЗАГОТОВОК, содержащий матрицу с упорным буртом, установленную на нижней плите, и верхнюю плиту, с которой жестко связана деформирующая плита, отличающийся тем, что в нижней плите выполнен паз, в матрице соосное с ним сквозное отверстие, а штамп снабжен размещенной в пазу нижней плиты под матрицей и подпружиненной к ней подвижной плитой, выталкивающими шпильками, проходящими через матрицу с возможностью осевого перемещения и одним концом жестко связанными с подвижной плитой, упорной втулкой, неподвижно закрепленной на подвижной плите и расположенной в отверстии матрицы, и жестко связанным с деформирующей плитой толкателем диаметром, соответствующим диаметру отверстия матрицы, при этом упорный бурт матрицы выполнен в виде сменного кольца, свободный конец каждой шпильки выступает над рабочей поверхностью матрицы на величину
где Dз диаметр большего основания конической заготовки;
D диаметр, на котором установлены шпильки;
d диаметр шпильки,
а длина толкателя и упорной втулки выбраны из условия,
hт + hв > h + hм + H + hб,
где hт длина толкателя, выступающая над деформирующей плитой;
hв длина упорной втулки;
hм толщина матрицы;
H величина возможного хода подвижной плиты к матрице;
hб высота упорного бурта.
| Ильинич Д.А | |||
| и др | |||
| Штамповка поковок типа плоских колец и фланцев | |||
| "кузнечно-штамповочное производство, 1985, N 4, с.6 - 7. |

