Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для закрытой осадки.
Известен штамп для закрытой осадки заготовок, содержащий верхнюю плиту, верхнюю полуматрицу со ступенчатой полостью, размещенную в ней подвижную в осевом направлении втулку, верхний деформирующий пуансон, а также нижнюю полуматрицу и нижний пуансон, соосно установленный верхнему деформирующему пуансону I.
Однако в известном щтампе на удаление осаженной заготовки затрачивается дополнительное время, что снижает производительность труда. Кроме этого, силы противо.давления создаются только за счет сил контактного трения и веса подвижной матрицы, что сужает номенклатуру обрабатываемых заготовок.
Целью изобретения является повышение производительности и расширение номенклатуры обрабатываемых заготовок.
Поставленная цель достигается тем, что штамп снабжен дополнительной плитой, связанной посредством поворотного вала с верхней плитой, поворотной обоймой, установлен-
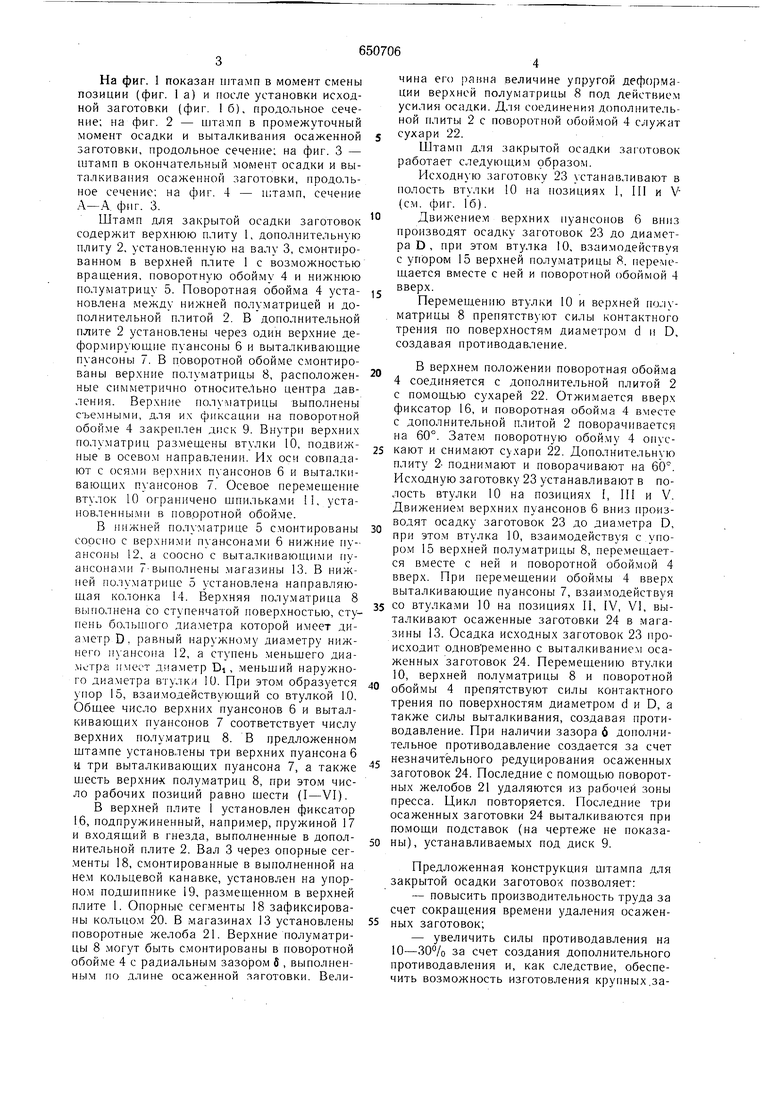
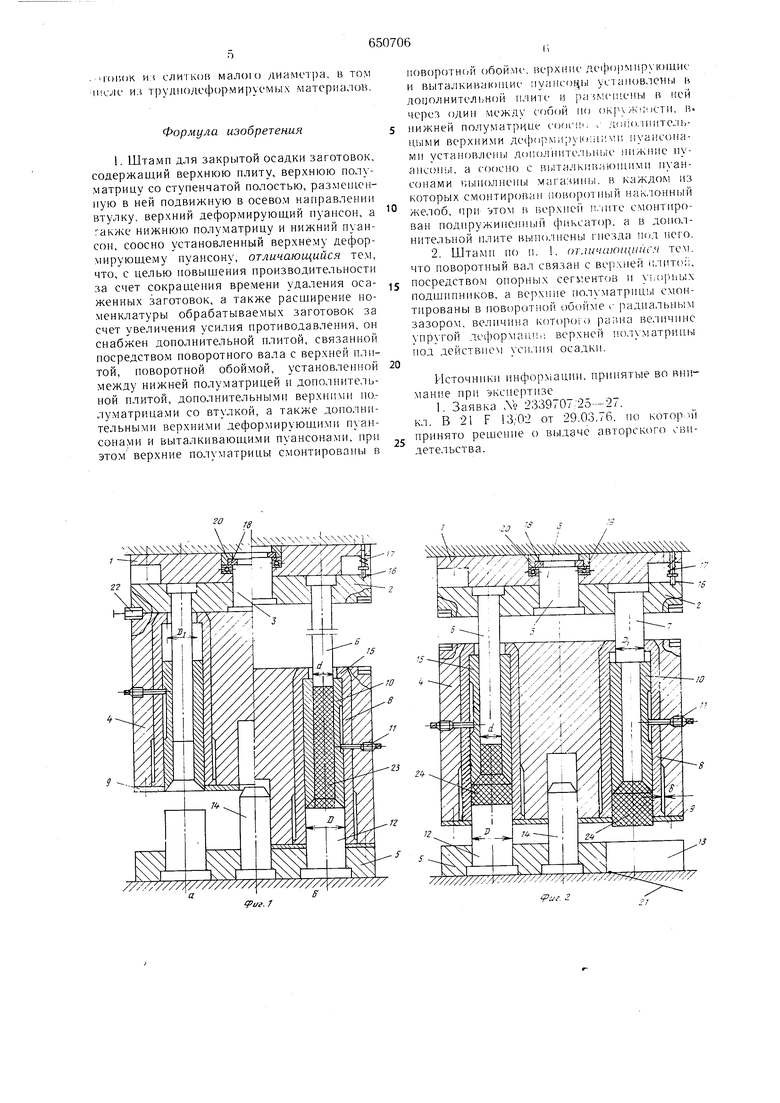
ной между нижней полуматрицей и дополнительной плитой, дополнительными верхними полуматрицамн со втулками, а также дополнительными верхними деформирующими пуансонами и выталкивающими пуансонами, при этом верхние полуматрицы смонтированы в поворотной обойме, верхние деформирующие и выталкивающие пуансоны установлены в дополнительной плите и размеи1ены в ней через один между собой по окружности, в нижней полуматрице, соосно с дополнительными верхними деформирующими пуансонами, установлены дополнительные нижние пуансоны, а соосно с выталкиваюцд,ими пуансонами выполнены магазины, в каждом из которых смонтирован поворотный наклонный желоб, при этом в верхней плите смонтирован подпружиненный фиксатор, а в дополнительной плите выполнены гнезда под него. При этом поворотный вал связан с верхней плитой посредством опорных сегментов и упорных подшипников, а верхние полуматрицы смонтированы в поворотной обойме с радиальным зазором, величина которого равна величине упругой деформации верхней полуматрицы под действием усилия осадки. На фиг. 1 показан штамп в момент смены позиции (фиг. 1 а) и после установки исходной заготовки (фиг. 1 б), продольное сечение; на фиг. 2 - штамп в промежуточный момент осадки и выталкивания осаженной заготовки, продольное сечение; на фиг. 3 - штамп в окончательный момент осадки и выталкивания осаженной заготовки, продольное сечение; на фиг. 4 - н;тамп, сечение А-А. фиг. 3. Штамп для закрытой осадки заготовок содержит верхнюю плиту 1, дополнительную плиту 2, установленную на валу 3, смонтированном в верхней плите 1 с возможностью враш.ения, поворотную обойму 4 и нижнюю нолуматрицу 5. Поворотная обойма 4 установлена между нижней полуматрицей и дополнительной плитой 2. В дополнительной плите 2 установлены через один верхние деформирующие пуансоны 6 и выталкиваюш.ие пуансоны 7. В поворотной обойме смонтированы верхние полуматрицы 8, расположенные симметрично относительно центра давления. Верхние полуматрицы выполнены съемными, для их фиксации на поворотной обойме 4 закреплен диск 9. Внутри верхних полуматриц размещены втулки 10, подвижные в осевом направлении. Их оси совпадают с осями верхних пуансонов 6 и выталкивающих пуансонов 7. Осевое перемещение втулок 10 ограничено шпильками И, установленными в поворотной обойме. В нижней полуматрице 5 смонтированы сорсно с верхними пуансона.ми 6 нижние пу-ансоны 12, а соосно с выталкивающими fiyансоиами 7-вьн1Олнены .магазины 13. В нижней полуматрице 5 установлена направляющая колонка 14. Верхняя полуматрица 8 выполнена со ступенча1ой поверхностью, ступень большого диаметра которой имеет диаметр D, равный наружному диаметру нижнего пуансона 12, а ступень меньшего диаметра имеет диаметр DI , меньший наружного диаметра втулка 10. При этом образуется упор 15, взаимодействующий со втулкой 10. Общее число верхних пуансонов 6 и выталкивающих пуансонов 7 соответствует числу верхних полуматриц 8. В предложенном щтампе установлены три верхних пуансона 6 и три выталкивающих пуансона 7, а также щесть верхние полуматриц 8, при этом число рабочих позиций равно щести (I-VI). В верхней плите 1 установлен фиксатор 16, подпружиненный, например, пружиной 17 и входящий в гнезда, выполненные в дополнительной плите 2. Вал 3 через опорные сег.менты 18, смонтированные в выполненной на нем кольцевой канавке, установлен на упорном подщипнике 19, размещенном в верхней плите 1. Опорные сегменты 18 зафиксированы кольцом 20. В магазинах 13 установлены поворотные желоба 21. Верхние полуматрицы 8 могут быть с.монтированы в поворотной обойме 4 с радиальным зазором в , выполненным но длине осаженной заготовки. Величина его равна величине упругой деформации верхней полуматрицы 8 под действием усилия осадки. Д.1я соединения дополнительной илиты 2 с поворотной обоймой 4 служат сухари 22. Штамп для закрытой осадки заготовок работает следующим образом. Исходную заготовку 23 устанавливают в полость втулки 10 на позициях 1, III и V (см. фиг. 16). Движением верхних пуансонов 6 вниз производят осадку заготовок 23 до диаметра D , при этом втулка 10, взаимодействуя с упОром 15 верхней полуматрицы 8. перемещается вместе с ней и поворотной обоймой 4 вверх. Перемещению втулки 10 и верхней нолуматрицы 8 препятствуют силы контактного трения но поверхностям диаметром d н D, создавая противодавление. В верхнем положении поворотная обойма 4 соединяется с дополнительной плитой 2 с помощью сухарей 22. Отжимается вверх фиксатор 16, и поворотная обойма 4 вместе с дополнительной плитой 2 поворачивается на 60°. Затем поворотную обойму 4 онускают и снимают сухари 22. Дополнительную плиту 2- поднимают и поворачивают на бО. Исходную заготовку 23 устанавливают в полость втулки 10 на позициях I, III и V. Движением верхних пуансонов 6 вниз ироизводят осадку заготовок 23 до диаметра D, при этом втулка 10, взаимодействуя с упором 15 верхней полуматрицы 8, перемещается вместе с ней и поворотной обоймой 4 вверх. При неремец ении обоймы 4 вверх выталкивающие пуансоны 7, взаимодействуя со втулками 10 на позициях П, IV, Vi, выталкивают осаженные заготовки 24 в магазины 13. Осадка исходных заготовок 23 происходит одновременно с выталкиванием осаженных заготовок 24. Перемещению втулки 10, верхней полуматрицы 8 и поворотной обоймы 4 препятствуют силы контактного трения по поверхностям диаметром d и D, а также силы выталкивания, создавая противодавление. При наличии зазора 6 дополнительное противодавление создается за счет незначительного редуцирования осаженных заготовок 24. Последние с помощью поворотных желобов 21 удаляются из рабочей зоны пресса. Цикл повторяется. Последние три осаженных заготовки 24 выталкиваются при помощи подставок (на чертеже не показаны), устанавливаемых под диск 9. Предложенная конструкция штампа для закрытой осадки заготовок позволяет: -повысить производительность труда за счет сокращения времени удаления осаженных заготовок; -увеличить силы противодавления на 10-ЗО-/о за счет создания дополнительного противодавления и, как следствие, обеспечить возможность изготовления крупных.за. Moi.oK и:( сли1К()В малою диаметра, в том iiKvie и: т)ул11олеф()рмируемых материалов.
Формула изобретения
1. Штамп для закрытой осадки заготовок, содержащий верхнюю плиту, верхнюю полуматрицу со ступенчатой полостью, разметенную в ней подвижную в осево.м направлеьпи втулку, верхний деформирующий пуансон, а также нижнюю полуматрицу и нижний пуансон, соосно установленный верхнему деформирующему пуансону, отличающийся тем, что, с целью повышения производительности за счет сокрап1.ения времени удаления осаженных заготовок, а также расширение номенклатуры обрабатываемых заготовок за счет увеличения усилия противодавления, он снабжен дополнительной плитой, связанной посредством поворотного вала с верхней плитой, поворотной обоймой, установленной между нижней полуматрицей и дополнительной плитой, дополнительными верхними по,луматрица.ми со втулкой, а также допол П1тельными верхними деформирующими пуансонами и выталкивающими пуансонами, при этом верхние полуматрицы смонтированы в
110В()ротн()й обойме, верхние де юрмирхющио и выталкииаюнше ;iyaiu:oiibi установлены в дополнительной плите и рачмемнеиы в ней через один между собой но 1К /К;псти. в. нижней полуматркие счхнч:; - .,1ните..1Ьпыми верхними де(|)(1рМ11;)у1о;11: 11 пуансонами установлены дополнительные н11Ж1И1е пуансоны, а соосно с .чкп15Л|Опи1мп пуансонами ;| 1полнены магазиЩ). в каждом из которых смонтирован пово|1отный нак.юнный желоб, при sTOM в г ерхней ii.iine смонтирован подпружиненный ф|1ксатор. а в дополнительной нлите выполнены гнезда него. 2. Штамп по п. 1. отличиющипся тем. что поворотный вал связан с верхней п.ппо;:, посредством опорных eeri;eHTOB и yiiojiiibix подшипников, а верхние полуматриЩ) смонтированы в поворотной обойме радиалььп11м зазором, велпчина которого величине упругой дсс1)орл1апп.: верхней полуматрицы под действием усп.чия осадки.
Источники ипформации. принятые во внимание при экспертизе
1. Заявка Л 2339707 . кл. В 21 F 13;02 от 29.03./б. по котор:п | принято решеппе о выдаче авторского овпдетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой осадки заготовок | 1976 |
|
SU564077A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Штамп для закрытой объемной штамповки | 1977 |
|
SU676374A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
го 3 ts 79/
Уиг.З
