Изобретение относится к обработке металлов давлением, а именно к способам обработки трубчатых заготовок, преимущественно из труднодеформируемого или малопластичного материала, и штампам для осуществления этих способов, и предназначено, в частности, для увеличения диаметра краевой части трубчатых заготовок раздачей на прессе простого действия.
Цель изобретения - расширение технологических возможностей процесса путем увеличения степени раздачи заготовок.
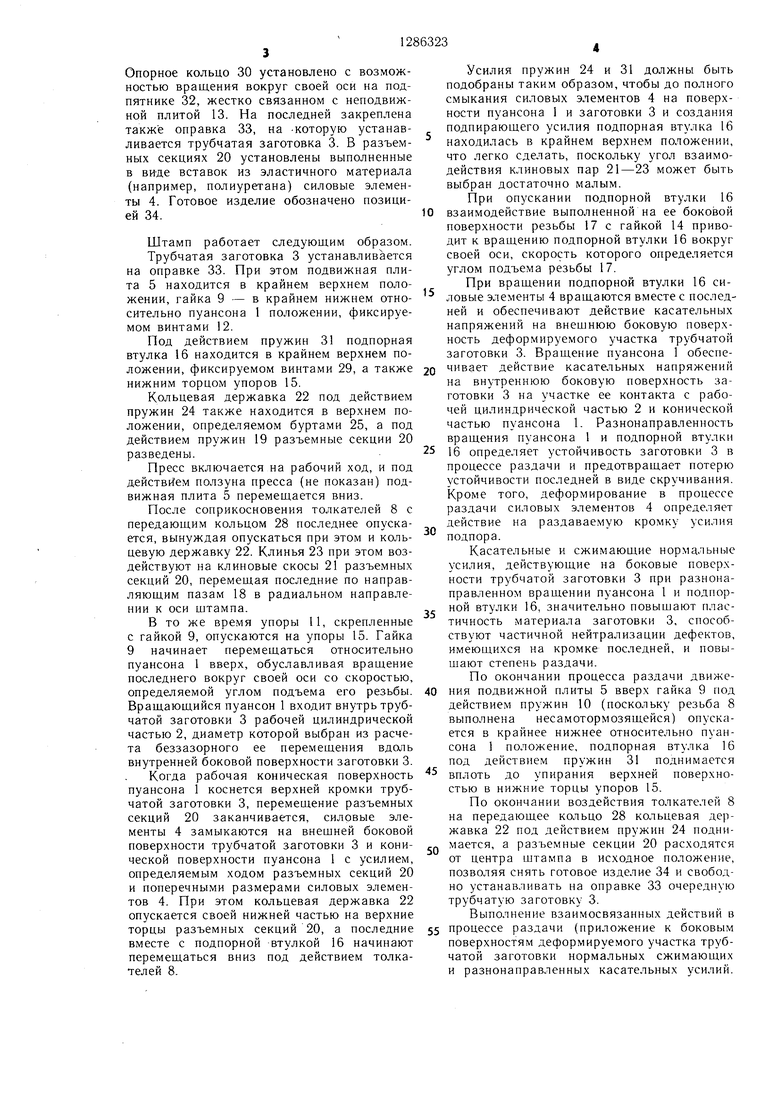
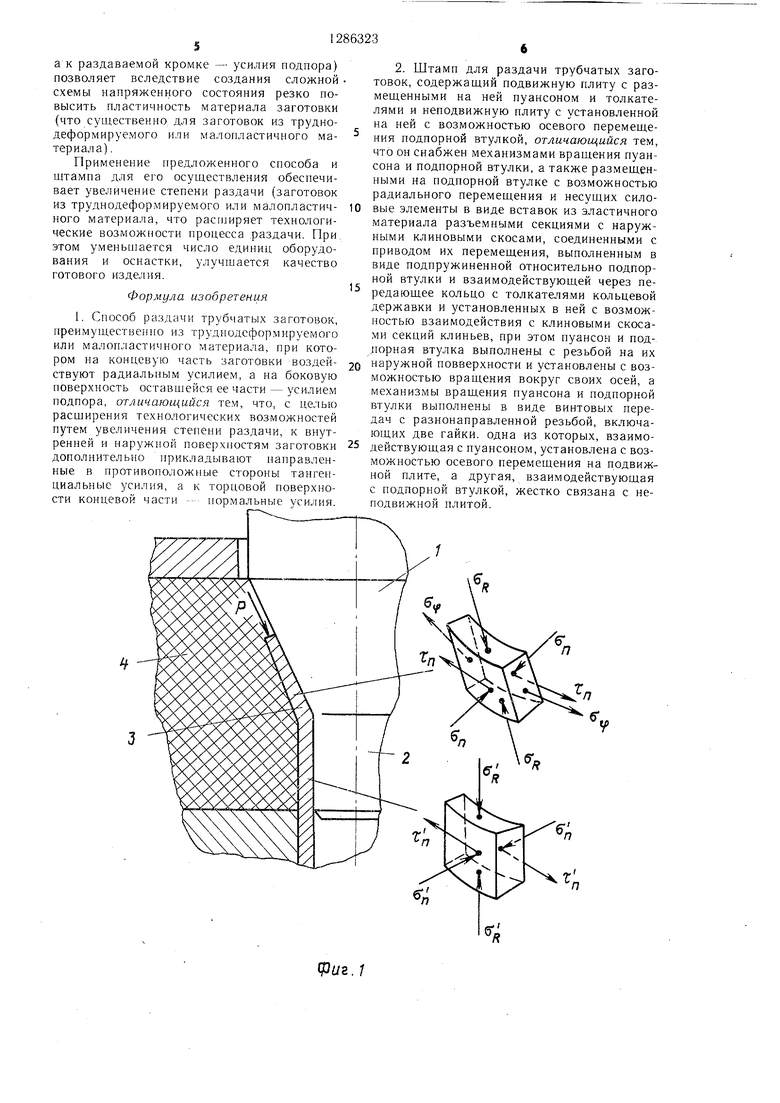
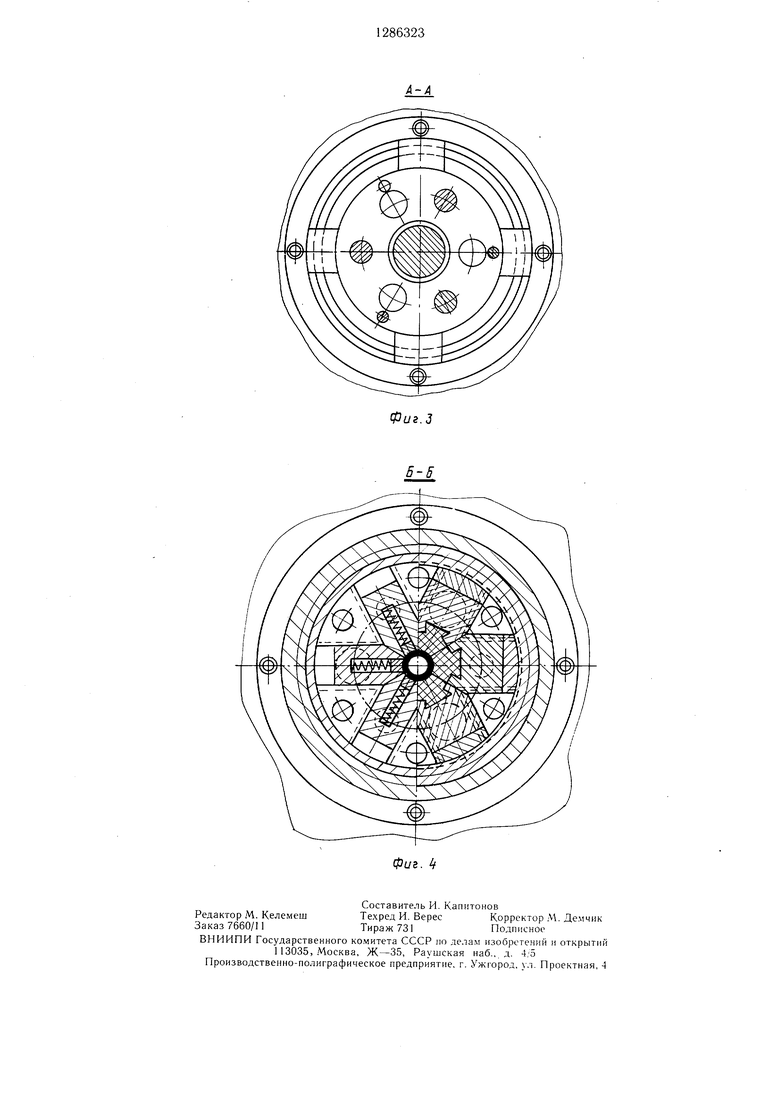
На фиг. 1 пок&зан промежуточный момент раздачи и напряженное состояние выделенных в заготовке элементарных объемов; на фиг. 2 схематично представлен щтамп для осуществления способа, разрез; (слева от осевой линии изображено взаиморасположение деталей штампа в начальный момент, справа - то же, в момент окончания процесса раздачи); на фиг. 3-4 - разрез А-А и Б-Б на фиг. 2 соответственно.
Способ осуществляют следуюп1им образом.
Сплошной конический пуансон 1, снабженный цилиндрической рабочей частью 2, вводят внутрь трубчатой заготовки 3, установленной по оси штампа.
В процессе раздачи пуансону 1 придают вращение, а к внешней боковой поверхности трубчатой заготовки 3 прикладывают нормальное сжимающее усилие посредством силовых элементов 4. Последним придают вращение в направлении, противоположном направлению вращения пуансона 1.
При этом на элемент, выделенный в участке очага деформации, действуют нормальные Ой и касательные п напряжения, передаваемые конической рабочей, поверхностью вращающегося пуансона 1 и вращающимися в противоположном направлении силовыми элементами 4, а также растягивающие Оф и сжимающие а,, напряжения, действующие соответственно в окружном и меридиальном направлениях.
Усилие Р, действующее на деформируемую кромку заготовки 3 со стороны силовых элементов 4, увеличивает сжимающие меридиональные напряжения а. и осуществляет подпор раздаваемого участка заготовки 3.
При этом вращение пуансона 1 и силовых элементов 4 в противоположные стороны предотвращает потерю устойчивости трубчатой заготовки 3 в виде скручивания.
На элемент, выделенный в цилиндрическом участке заготовки 3, смежном .с раздаваемой ее частью, действуют нормальные Ол и касательные tli напряжения, передаваемые цилиндрической рабочей частью 2 вращающегося пуансона 1 и силовыми элементами 4, а также сжимающие напряжения а.
Сложное напряженное состояние трубчатой заготовки, возникающие при раздаче
0
5
0
5
0
5
0
5
предлагаемым способом, повышает пластичность заготовки 3, способствует частичному завариванию внутренних дефектов, имеющихся в ней, а также понижает осевые усилия деформирования, предотвращая складкообразование на ее свободной цилиндрической части. В итоге увеличивается степень раздачи и, как следствие, повыщается производительность труда.
По окончании процесса деформирования пуансон 1 и силовые элементы 4 отводятся в исходное положение, освобождая готовое изделие.
Штамп для осуществления способа содержит пуансон 1, снабженный рабочей цилиндрической частью 2, диаметр которой выполняется равным номинальному внутреннему диаметру заготовки 3 (по прессовой или глухой посадке). Пуансон 1 установлен на подвижной плите 5 с возможностью вращения вокруг своей оси посредством упорного подщипника 6 и соединительной разрезной втулки 7. Подвижная плита 5 устанавливается на ползуне пресса простого действия (не показан) и снабжена также толкателями 8.
Механизм вращения пуансона 1, на боковой поверхности которого выполнена винтовая несамотормозяшаяся резьба, представляет собой гайку 9, установленную на подвижной плите 5 с возможностью перемещения в осевом направлении и подпружиненную к последней пружинами 10. Гайка 9 снабжена жестко связанными с ней упорами 11, возможность вращения ее устраняется толкателями 8, контактирующими с последней боковыми поверхностями, а осевое перемещение гайки 9 ограничивается винтами 2.
На неподвижной плите 13 размещена жестко связанная с ней гайка 14 с укрепленными на ней упорами 15. С гайкой 14 взаимодействует подпорная втулка 16 с выполненной на ней несамотормозяп.1.ейся винтовой резьбой 7. Подпорная втулка 16 имеет возможность вращения вокруг своей оси и перемещения в осевом направлении. В направляющих пазах 18, выполненных в подпорной втулке 16, установлены подпружиненные к ней в радиальном направлении пружинами 19 разъемные секции 20 с клиновыми скосами 21. Привод движения разъ&м- ных секций 20 представляет собой выполненные в кольцевой державке 22 клинья 23, взаимодействующие с клиновыми скосами 21.
Кольцевая державка 22 подпружинена к подпорной втулке 16 пружинами 24. Осевое перемещение кольцевой державки 22 ограничено буртом 25. На кольцевой державке 22 установлено посредством упорного подщипника 26 и радиального подшипника 27 передающее кольцо 28.
Подпорная втулка 16 скреплена посредством винтов 29 с опорным кольцом 30 и подпружинена к последнему пружинами 31.
Опорное кольцо 30 установлено с возможностью вращения вокруг своей оси на подпятнике 32, жестко связанном с неподвижной плитой 13. На последней закреплена также оправка 33, на -которую устанавливается трубчатая заготовка 3. В разъемных секциях 20 установлены выполненные в виде вставок из эластичного материала (например, полиуретана) силовые элементы 4. Готовое изделие обозначено позицией 34.
10 взаимодействие выполненной на ее боко1зой поверхности резьбы 17 с гайкой 14 приводит к вращению подпорной втулки 16 вокруг своей оси, скорость которого определяется углом подъема резьбы 17.
При вращении подпорной втулки 16 си ловые элементы 4 вращаются вместе с последней и обеспечивают действие касательных напряжений на внещнюю боковую поверхность деформируемого участка трубчатой заготовки 3. Вращение пуансона 1 обеспеШтамп работает следующим образом. Трубчатая заготовка 3 устанавливается на оправке 33. При этом подвижная плита 5 находится в крайнем верхнем положении, гайка 9 - в крайнем нижнем относительно пуансона 1 положении, фиксируемом винтами 12.
Под действием пружин 31 подпорная втулка 16 находится в крайнем верхнем положении, фиксируемом винтами 29, а также 20 чивает действие касательных напряжений нижним торцом упоров 15.на внутреннюю боковую поверхность заготовки 3 на участке ее контакта с рабочей цилиндрической частью 2 и конической частью пуансона 1. Разнонаправленность вращения пуансона 1 и подпорной втулки 25 16 определяет устойчивость заготовки 3 в процессе раздачи и предотвращает потерю устойчивости последней в виде скручивания. Кроме того, деформирование в процессе раздачи силовых элементов 4 определяет действие на раздаваемую кромку усилия подпора.
Касательные и сжимающие нормальные усилия, действующие на боковые поверхности трубчатой заготовки 3 при разнонаправленном вращении пуансона 1 и подпорной втулки 16, значительно повышают пластичность материала заготовки 3, способствуют частичной нейтрализации дефектов, имеющихся на кромке последней, и повышают степень раздачи.
По окончании процесса раздачи движеопределяемой углом подъема его резьбы. 40 ния подвижной плиты 5 вверх гайка 9 под Вращающийся пуансон 1 входит внутрь труб-действием пружин 10 (поскольку резьба 8
Кольцевая державка 22 под действием пружин 24 также находится в верхнем положении, определяемом буртами 25, а под действием пружин 19 разъемные секции 20 разведены.
Пресс включается на рабочий ход, и под действием ползуна пресса (не показан) подвижная плита 5 перемещается вниз.
После соприкосновения толкателей 8 с передающим кольцом 28 последнее опускается, вынуждая опускаться при этом и кольцевую державку 22. Клинья 23 при этом воздействуют на клиновые скосы 21 разъемных секций 20, перемещая последние по направляющим пазам 18 в радиальном направлении к оси щтампа.
В то же время упоры 11, скрепленные с гайкой 9, опускаются на упоры 15. Гайка 9 начинает перемещаться относительно пуансона 1 вверх, обуславливая вращение последнего вокруг своей оси со скоростью.
30
35
чатой заготовки 3 рабочей цилиндрической частью 2, диаметр которой выбран из расчета беззазорного ее перемещения вдоль внутренней боковой поверхности заготовки 3.
выполнена несамотормозящейся) опускается в крайнее нижнее относительно пуансона 1 положение, подпорная втулка 16 под действием пружин 31 поднимается
Когда рабочая коническая поверхность вплоть до упирания верхней поверхностью в нижние торцы упоров 15.
По окончании воздействия толкателей 8 на передающее кольцо 28 кольцевая державка 22 под действием пружин 24 поднипуансона 1 коснется верхней кромки трубчатой заготовки 3, перемещение разъемных секций 20 заканчивается, силовые элементы 4 замыкаются на внещней боковой
поверхности трубчатой заготовки 3 и кони- сп мается, а разъемные секции 20 расходятся ческой поверхности пуансона 1 с усилием,от центра штампа в исходное положение,
определяемым ходом разъемных секций 20позволяя снять готовое изделие 34 и свободи поперечными размерами силовых элемен-но устанавливать на оправке 33 очередную
тов 4. При этом кольцевая державка 22 опускается своей нижней частью на верхние торцы разъемных секций 20, а последние 55 процессе раздачи (приложение к боковым вместе с подпорной втулкой 16 начинаютповерхностям деформируемого участка трубчатой заготовки нормальных сжимающих и разнонаправленных касательных уси,тий.
трубчатую заготовку 3.
Выполнение взаимосвязанных действий в
перемещаться вниз под действием толкателей 8.
Усилия пружин 24 и 31 должны быть подобраны таким образом, чтобы до полного смыкания силовых элементов 4 на поверхности пуансона 1 и заготовки 3 и создания подпирающего усилия подпорная втулка 16 находилась в крайнем верхнем положении, что легко сделать, поскольку угол взаимодействия клиновых пар 21-23 может быть выбран достаточно малым.
При опускании подпорной втулки 16
взаимодействие выполненной на ее боко1зой поверхности резьбы 17 с гайкой 14 приводит к вращению подпорной втулки 16 вокруг своей оси, скорость которого определяется углом подъема резьбы 17.
При вращении подпорной втулки 16 силовые элементы 4 вращаются вместе с последней и обеспечивают действие касательных напряжений на внещнюю боковую поверхность деформируемого участка трубчатой заготовки 3. Вращение пуансона 1 обеспечивает действие касательных напряжений на внутреннюю боковую поверхность за25
30
35
ния подвижной плиты 5 вверх гайка 9 под действием пружин 10 (поскольку резьба 8
выполнена несамотормозящейся) опускается в крайнее нижнее относительно пуансона 1 положение, подпорная втулка 16 под действием пружин 31 поднимается
вплоть до упирания верхней поверхностью в нижние торцы упоров 15.
но устанавливать на оправке 33 очередную
процессе раздачи (приложение к боковым поверхностям деформируемого участка трубтрубчатую заготовку 3.
Выполнение взаимосвязанных действий в
а к раздаваемой кромке - усилия подпора) позволяет вследствие создания сложной схемы напряженного состояния резко повысить пластичность материала заготовки (что существенно для заготовок из труднодеформируемого или малопластичного материала) .
Применение предложенного способа и штампа для его осуществления обеспечивает увеличение степени раздачи (заготовок
2. Штамп для раздачи трубчатых заготовок, содержащий подвижную плиту с размещенными на ней пуансоном и толкателями и неподвижную плиту с установленной на ней с возможностью осевого перемещения подпорной втулкой, отличающийся тем, что он снабжен механизмами вращения пуансона и подпорной втулки, а также размещенными на подпорной втулке с возможностью радиального перемещения и несущих силоиз труднодеформируемого или малопластич- 10 вые элементы в виде вставок из эластичного ного материала, что расгниряет технологи-материала разъемными секциями с наружческие возможности процесса .раздачи. При. этом уменьшается число единиц оборудоными клиновыми скосами, соединенными с приводом их перемещения, выполненным в виде подпружиненной относительно подпорной втулки и взаимодействующей через передающее кольцо с толкателями кольцевой державки и установленных в ней с возможностью взаимодействия с клиновыми скосами секций клиньев, при этом пуансон и под- норная втулка выполнены с резьбой на их
вания и оснастки, улучшается качество готового изделия.
Формула изобретения
1. Способ раздачи трубчатых заготовок, преимущественно из труднодеформируемого или малопластичного материала, при которрм на концевую часть заготовки воздеи- 20 наружной повверхности и установлены с возствуют радиальным усилием, а на боковую поверхность оставшейся ее части - усилием подпора, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения степени раздачи, к внут
можностью вращения вокруг своих осей, а механизмы вращения пуансона и подпорной втулки выполнены в виде винтовых передач с разнонаправленной резьбой, включающих две гайки, одна из которых, взаиморенней и наружной поверхностям заготовки25 действующая с пуансоном, установлена с воз- дополнительно нрикладывают направлен-можностью осевого перемещения на подвижные в противоположные стороны танген-ной плите, а другая, взаимодействующая циальные усилия, а к торцовой поверхно-с подпорной втулкой, жестко связана с нести концевой части - нормальные усилия.подвижной плитой.
2. Штамп для раздачи трубчатых заготовок, содержащий подвижную плиту с размещенными на ней пуансоном и толкателями и неподвижную плиту с установленной на ней с возможностью осевого перемещения подпорной втулкой, отличающийся тем, что он снабжен механизмами вращения пуансона и подпорной втулки, а также размещенными на подпорной втулке с возможностью радиального перемещения и несущих сило вые элементы в виде вставок из эластичного материала разъемными секциями с наруж
ными клиновыми скосами, соединенными с приводом их перемещения, выполненным в виде подпружиненной относительно подпорной втулки и взаимодействующей через передающее кольцо с толкателями кольцевой державки и установленных в ней с возможностью взаимодействия с клиновыми скосами секций клиньев, при этом пуансон и под- норная втулка выполнены с резьбой на их
можностью вращения вокруг своих осей, а механизмы вращения пуансона и подпорной втулки выполнены в виде винтовых передач с разнонаправленной резьбой, включающих две гайки, одна из которых, взаимо действующая с пуансоном, установлена с воз- можностью осевого перемещения на подвижной плите, а другая, взаимодействующая с подпорной втулкой, жестко связана с неподвижной плитой.
фуг.;
Фиг. 2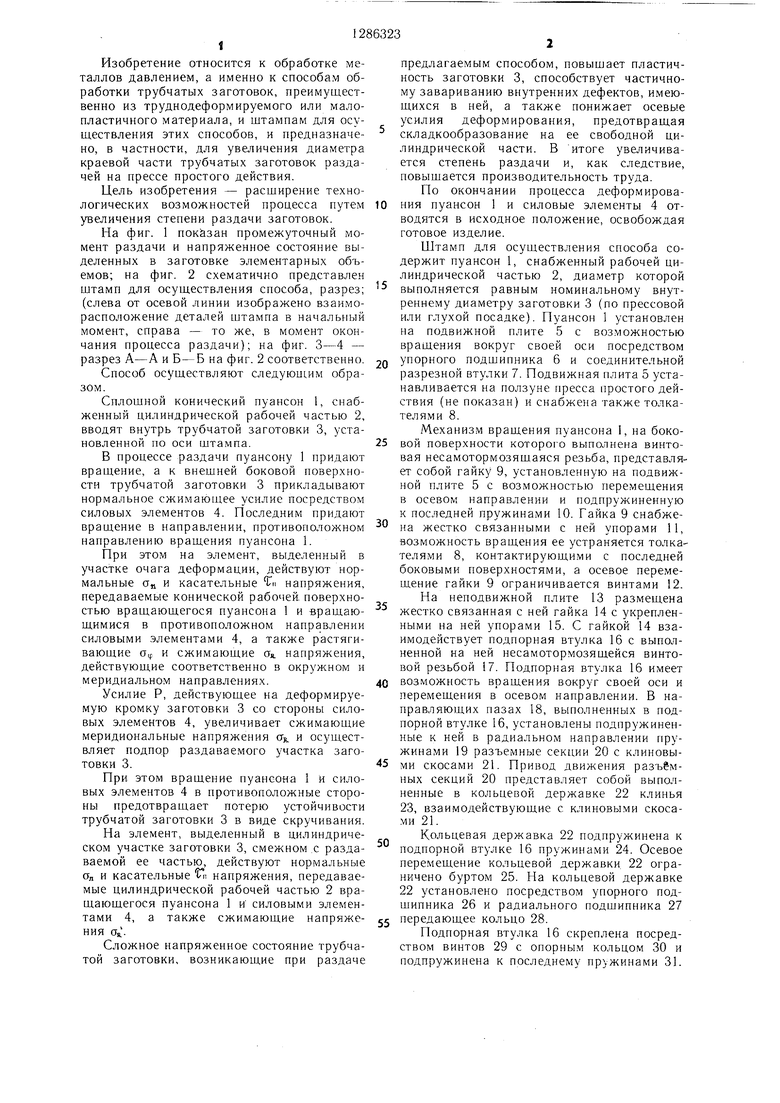
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1279711A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Штамп для раздачи труб на конус | 1985 |
|
SU1299675A1 |
| Способ получения наружного цилиндрического утолщения на трубчатой заготовке и устройство для его осуществления | 1985 |
|
SU1402403A1 |
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
Изобретение относится к обработке металлов давлением, а именно к способам обработки трубчатых заготовок. Изобретение позволяет повысить производительность труда и расширить технологические возможности процесса путем увеличения степени раздачи трубчатых заготовок (ТЗ) из труднодеформируемого или малопластичного материала. Пластичность ТЗ повышается применением сложной схемы напряженного состояния, включающей прикладываемые к боковым поверхностям деформируемого участка ТЗ радиальных и разнонаправленных тангенциальных усилий и усилие подпора в кромку ТЗ. Трубч,атая заготовка 3 устанавливается на оправку 34. При рабочем ходе упоры 11, скрепленные с гайкой 9, опускаются на упоры 15 и винтовая передача гайка 9 - пуансон 1 начинает вращать последний. Одновременно толкатепи 8 перемещают разъемные секции 20, установленные на подпорной втулке 16. Когда разъемные секции 20 сомкнутся на боковой поверхности ТЗ 3 установленными на г них силовыми элементами 4 в виде вставок из эластичного материала, передача гайка 14 - подпорная втулка 16 под действием толкателей 8 начинает вращать последнюю, выполненную с резьбой 17 на боковой поверхности. 2 с.п.ф-лы, 4 ил. (D (Л 67 10 П 15 Ю 00 о со N5 оо
Составитель И. Капитонов
Редактор М. КелемешТехред И. ВересКорректор М. Демчик
Заказ 7660/11Тираж 731Подписное
ВНИИПИ Государственного комитета СССР ло делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская иаб., д. 4;5 Производствелио-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.
| Аверкиев Ю | |||
| А | |||
| Холодная штамповка, формоизменяющие операции | |||
| Изд-во ФГУ, 1984, с | |||
| Парный рычажный домкрат | 1919 |
|
SU209A1 |
| Ребристый каток | 1922 |
|
SU121A1 |
