Изобретение относится к обработке трущихся поверхностей деталей, работающих в условиях трения, таких как шатунно-поршневая группа двигателей внутреннего сгорания, направляющие металлорежущих станков и др.
Известен способ обработки поверхностей трения, при котором поверхности обрабатывают до получения на них профиля плосковершинного, состоящего из плоских участков плато с малой высотой микронеровностей Ra 0,1-0,3 мкм, и глубоких рисок, образующих маслоемкие канавки глубиной в 3-10 раз большей, чем высота микронеровностей на плоских участках, при этом в качестве инструмента используют бруски следующего состава, об. медь и легкоплавкий металл в сумме 40-75; антифрикционный материал 10-30; абразивный материал (наполнитель) остальное. Обработку ведут при давлении прижима брусков к обрабатываемой поверхности 2-16 кг/см2. Такая обработка называется плосковершинное хонингование.
Недостатком способа является то, что достижение при обработке указанных параметров рельефа обработанной поверхности недостаточно для достижения положительных результатов. Указанные параметры практически задают только глубину микронеровностей на плоских участках и глубину рисок, но не задают относительную величину опорной поверхности, определяющую работоспособность плосковершинного профиля и количество антифрикционного материала на ней.
Кроме того, из указанного состава брусков можно изготовить бруски различной твердости. Но от соотношения твердости брусков и твердости обрабатываемой поверхности также зависит количество антифрикционного материала и качество его сцепления с поверхностью. Кроме того, от соотношения этих твердостей зависит профиль маслоемких рисок, влияющий на работоспособность трущейся пары.
Целью изобретения является создание условий для получения стабильных результатов обработки, приводящих к снижению расхода смазочного масла, например в двигателях внутреннего сгорания, улучшению противозадирных свойств поверхностей трения.
Для достижения поставленной цели в способе, включающем обработку поверхности до получения на ней профиля, состоящего из плоских участков с малой высотой микронеровностей, образующих относительную опорную поверхность, и глубоких рисок, брусками, имеющими твердость ниже твердости обрабатываемой поверхности и содержащими медь, легкоплавкие металлы, антифрикционные материалы, абразивный материал, при давлении прижима брусков к обрабатываемой поверхности 2-6 кг/см2 твердость брусков по отношению к твердости обрабатываемой поверхности выбирают в 3-5 раз меньшей, а обработку ведут до получения относительной опорной поверхности на уровне сечения профиля p1 0,7-1,2 мкм от линии максимального выступа, равной 50-75% и на уровне сечения профиля p2 0,2-0,5 мкм от линии максимального выступа 10-30% при наибольшей ширине рисок на уровне сечения профиля p1 0,7-1,2 мкм, не превышающей 100 мкм.
Антифрикционную обработку поверхности производят брусками, состав которых дополнительно содержит загуститель при следующем соотношении компонентов, мас. Медь 40,0-75,0 Легкоплавкий металл 2,0-17,0 Антифрикционный материал 2,0-10,0 Мелкодисперсный абразивный материал 10,0-40,0 Загуститель 2,0-10,0
Указанные характеристики инструмента, а также геометрические параметры профиля, контролируемые в процессе обработки, позволяют стабильно обеспечивать требуемое качество поверхности, обеспечивающее снижение расхода смазочного масла и улучшение противозадирных свойств поверхностей трения.
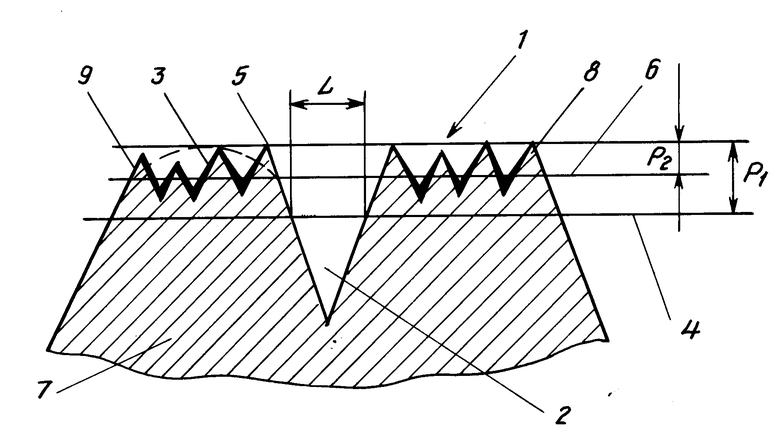
Способ поясняется чертежом, на котором показан профиль поверхности, обработанной антифрикционными брусками.
Способ обработки осуществляется следующим образом.
Вначале поверхность изделия подвеpгают известной окончательной размерной обработке, обеспечивающей исходный профиль для последующей плосковершинной антифрикционной обработки. Эта обработка осуществляется одним из известных технологических размерных способов механической обработки: точением, шлифованием, хонингованием, суперфинишированием и др. После обработки поверхность имеет стандартный профиль с Rz 4-12 мкм.
Затем изделие промывают, сушат, при необходимости наносят ингибирующий состав (исключая масляное покрытие) и подвергают антифрикционной обработке, например, на одной из чистовых операций хонингование, суперфиниширование. Для этого берут бруски, состав которых соответствует заявленному, и твердость которых в 3-5 раз меньше твердости обрабатываемой детали, и изделие обрабатывают этими брусками, прижимая их к обрабатываемой поверхности с усилием 2-6 кг/см2. В процессе обработки контролируют геометрические параметры поверхности, при достижении величин, соответствующих заявленным, обработку прекращают.
Обычно для получения задаваемой геометрии используют общеизвестные режимы обработки: при хонинговании скорость вращения составляет до 80 м/мин, скорость возвратно-поступательного движения 2-10 мин, продолжительность обработки 10-40 с. Обработку проводят всухую. Антифрикционная обработка может быть осуществлена и шлифованием.
В результате такой обработки получается профиль обработанной поверхности, представляющей собой чередование плоских участков "плато" 1 и глубоких рисок 2. Плоские участки имеют свой микропрофиль, на который нанесен тонкий слой антифрикционного материала 3. Обработанная поверхность характеризуется относительной опорной поверхностью на уровне 4 сечения профиля p1 0,7-1,2 мкм от линии максимального выступа 5, равной 50-75% и дополнительной относительной опорной поверхностью на уровне 6 сечения профиля p2 0,2-0,5 мкм от линии максимального выступа, равной 10-30% При этом относительная опорная поверхность на уровне сечения профиля p2 максимально учитывает микрорельеф плоских участков. Наибольшая ширина L риски на уровне p1 не превышает 100 мкм.
Величина относительной опорной поверхности, равная 50-75% на уровне p1 0,7-1,2 мкм характеризует основной материал 7 изделия, который определяет условия работы поверхности в стационарных режимах данного изделия; p1 0,7-1,2 мкм является оптимальной для характеристики основного материала. Уменьшение или увеличение указанной величины относительной опорной поверхности приведет соответственно либо к уменьшению антифрикционного материала на поверхности изделия, либо к ухудшению эксплуатационных показателей изделия.
Дополнительная величина относительной опорной поверхности, равная 10-30% на уровне p2 0,2-0,5 мкм характеризует верхний слой поверхности 8, также определяющий количество антифрикционного материала, сцепленного с поверхностью. Эта величина на указанном уровне обеспечивает максимальное насыщение антифрикционным материалом верхнего слоя поверхности и оптимальный период приработки изделия с сохранением ее высокой износостойкости. Уменьшение величины опорной поверхности приводит к уменьшению антифрикционного материала на поверхности, а увеличение снижает маслоемкость рабочего слоя и ускоряет износ.
Указанная ширина риски, не превышающая 100 мкм на уровне p1 0,7-1,2 мкм, обеспечивает максимальное исключение нежелательных фрагментов микропрофиля, сформированных на более грубых операциях хонингования, предшествующих антифрикционной обработке.
Соблюдение указанного соотношения твердости рабочего слоя брусков и обрабатывающей поверхности при соблюдении давления прижима 2-6 кг/см2обеспечивает необходимое схватывание и последующее удержание антифрикционного материала на обработанной поверхности. Также это соотношение исключает значительное заваливание краев 9 плоских участков (см. пунктирную линию).
Твердость брусков может быть обеспечена составом брусков и условиями их изготовления. В любом случае для достижения поставленной цели бруски должны быть выбраны так, чтобы их твердость была в 3-5 раз меньше твердости обрабатываемого материала.
Бруски изготавливаются методом порошковой металлургии, т.е. вначале смесь компонентов подвергают холодному брикетированию, а затем полученный брикет спекают. Необходимую твердость брусков обеспечивают составом, давлением брикетирования, температурой спекания. Либо бруски изготавливают методом горячего прессования. Твердость брусков также будет определяться составом, давлением, температурой.
Увеличение твердости брусков не обеспечивает экономичного получения требуемой геометрии поверхности.
Уменьшение твердости брусков приводит к значительному заваливанию краев плоских участков и к ускоренному износу антифрикционного инструмента.
Состав брусков, использующихся при антифрикционной обработке, в отличие от известного содержит загуститель смазочного масла, поступающего в пару трения, способствующий лучшему удержанию смазки на трущейся поверхности.
При работе пары трения (поршневое кольцо-цилиндр двигателя внутреннего сгорания) в зону сгорания впрыскивается топливо, которое смывает смазку со стенок цилиндра и верхнее кольцо часть цикла может контактировать с поверхностью цилиндра всухую. Лучшему удержанию смазочного масла в зоне трения может способствовать нанесение на трущуюся поверхность загустителя смазки, который включается в состав антифрикционного инструмента и в процессе антифрикционной обработки наносится на трущуюся поверхность.
В качестве загустителя смазки могут использоваться высокотемпературные металлоорганические соединения (фталоцианин меди), некоторые соли, растворимые в маслах (бура и др.), т.е. выбор загустителя зависит от смазки, применяемой в двигателе.
Загуститель смазки вводится в состав бруска в количестве 2-10% по объему. Введение загустителя в количестве менее 2% не обеспечит достаточно надежного удержания смазки на трущихся поверхностях, введение загустителя в количестве более 10% приведет к значительному уменьшению твердости и прочности бруска.
В качестве антифрикционного материала могут быть использованы материалы со слоистой структурой, такие как гексагональный нитрид бора, дисульфид молибдена, графит и другие. Антифрикционный материал введен в состав бруска в количестве 2,0-10,0 об. Уменьшение количества антифрикционного материала в составе приведет к увеличению коэффициента трения трущейся пары и соответственно к увеличению их износа. Увеличение количества антифрикционного материала приведет к разупрочнению бруска и повышению его твердости.
В качестве абразивного материала (в прототипе он назван наполнителем) могут быть использованы мелкодисперсные абразивные материалы: закись железа, окись железа, окись алюминия, алмаза и другие. Зернистость абразивного материала не должна превышать 1-3 мкм. Количество абразивного материала составляет 10,0-40,0 об.
Уменьшение количества абразивного материала значительно снизит работоспособность бруска, а увеличение приведет к снижению его прочности.
Основу бруска составляет медь и легкоплавкие металлы. В качестве легкоплавких металлов могут быть использованы олово, висмут, кадмий. Соотношение меди и легкоплавкого металла выбрано таковым, чтобы при наличии остальных компонентов состава в заявленных пределах получить требуемую твердость бруска при широком варьировании технологических режимов его изготовления и достаточно прочно удерживать эти компоненты.
Проводились испытания гильз цилиндров, обработанных антифрикционными брусками различных составов. Микропрофиль поверхности гильзы характеризовался следующими показателями:
Ra 0,60 мкм;
опорная поверхность в сечении от минивыступов p1 1,0 мкм 50-75% p2 0,5 мкм 20-30%
Максимальная ширина L риски в сечении:
p1 1,0 мкм < 100 мкм.
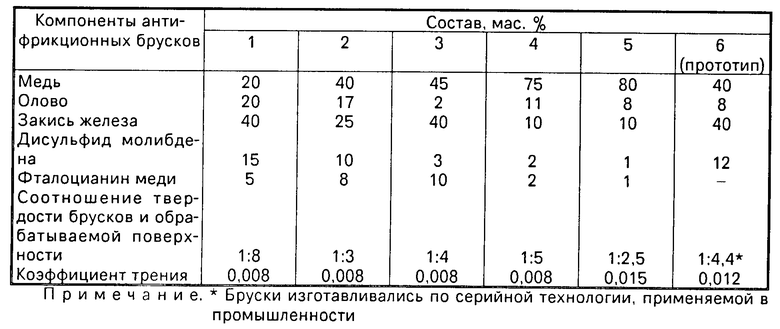
Обработка гильз цилиндров проводилась антифрикционными хонбрусками следующего состава (в объемных процентах), приведенного в таблице.
Антифрикционные бруски были изготовлены горячим прессованием до получения требуемой твердости соотношение твердости хонбруска и обрабатываемого материала показано в таблице.
Обрабатывались гильзы цилиндров из закаленного чугуна С421-40.
Антифрикционная обработка проводилась всухую после горячей мойки и сушки гильз цилиндров. Давление прижима антифрикционных хонбрусков к обрабатываемой поверхности составило 4,0 кг/см3.
Испытания по влиянию состава антифрикционных хонбрусков были проведены на машине трения, имитирующей работу пары поршневое кольцо-гильза цилиндров. Для испытаний вырезался участок гильзы цилиндров, обработанной по указанному способу одним из составов хонбрусков, указанных в таблице, и испытывался в паре с участком поршневого кольца. В результате испытаний определялся коэффициент трения через 10 мин работы пары трения в условиях смазки маслом моторным М10ДМ. Результаты определения коэффициента трения приведены в таблице. Как видно из таблицы варианты с 1 по 4 дали одинаковый результат, однако в варианте 1 соотношение твердости брусков к твердости обработанной поверхности показывает, что бруски слишком мягкие, не прочные и склонны к разрушению при оптимальных режимах эксплуатации.
Определялся также коэффициент трения брусков, в составе которых олово было заменено на кадмий или висмут, дисульфид молибдена на графит или гексагональный нитрид бора, а в качестве абразивного материала были использованы окись алюминия, алмазный микропорошок.
Результаты испытаний показали, что для получения величины коэффициента трения, удовлетворяющей требованиям, все перечисленные материалы были равнозначны.
Также вместо фталоцианина меди в состав бруска была введена бура. Эта замена не повлияла на коэффициент трения. Так как механизм действия этих материалов на смазку аналогичен, требования по теплостойкости удовлетворены, то такая замена не показала отрицательного результата.
Кроме испытаний на машине трения были проведены стендовые испытания дизеля 211Д-3М в течение 1000 ч по методике ускоренных испытаний с коэффициентом ускорения 11,9, что соответствует 11900 ч работы двигателя. Гильзы цилиндров были обработаны в соответствии с заявленным способом. Определялся угар масла в процессе испытаний и суммарный износ гильз цилиндров. Угар масла за первые 300 ч испытаний снизился с 0,40 до 0,27% а затем плавно возрастал до 0,7% через 1000 ч работы. Серийные гильзы показали угар масла в 2,1 раза больше.
Износ гильз цилиндров после 1000 ч работы составил от 3,2 до 5 мкм вместо 200 мкм при испытаниях серийных гильз.
Результаты испытаний показывают, что цель достигнута.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ОБРАЗУЮЩИХ НЕПОДВИЖНЫЙ КОНТАКТ | 1994 |
|
RU2049650C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1995 |
|
RU2095221C1 |
| СПОСОБ СНИЖЕНИЯ ТОКСИЧНОСТИ ВЫХЛОПНЫХ ГАЗОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2004 |
|
RU2278283C2 |
| Способ придания поверхности металлов противозадирных свойств | 1981 |
|
SU984818A2 |
| СПОСОБ ОБРАБОТКИ ПОРШНЯ | 1994 |
|
RU2063320C1 |
| Способ финишной обработки гильз цилиндров двигателей | 1981 |
|
SU973310A1 |
| Способ финишной обработки гильз и цилиндров двигателей | 1985 |
|
SU1329949A1 |
| Способ финишной обработки | 1990 |
|
SU1775273A1 |
| Способ финишной обработки гильз цилиндров двигателей | 1981 |
|
SU988530A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
Использование: для обработки трущихся поверхностей деталей, работающих в условиях трения, таких как шатунно-поршневая группа двигателей внутреннего сгорания, направляющие металлорежущих станков и т.п. Способ заключается в том, что поверхности трения обрабатывают антифрикционными брусками, твердость которых в 3 5 раз меньше твердости обрабатываемой поверхности. Обработку ведут до получения на поверхности профиля, состоящего из плоских участков с малой высотой микронеровностей, образующих опорную поверхность, и глубоких рисок. Относительная опорная поверхность на уровне сечения профиля p1= 0,7-1,2 мкм от линии максимального выступа должна составлять 50 75% а на уровне сечения профиля p2= 0,2-0,5 от линии максимального выступа 10-30% при наибольшей ширине рисок на уровне p1, не превышающей 100 мкм. Давление прижима брусков к обрабатываемой поверхности составляет 2-6 кг/см2. Бруски имеют следующий состав, мас. медь 40,0 75,0, легкоплавкий металл 2,0 17,0, антифрикционный материал 2,0 10,0, мелкодисперсный абразивный материал 10,0 40,0, загуститель 2,0 10,0. 1 з.п. ф-лы, 1 ил. 1 табл.
Медь 40 75
Легкоплавкий металл 2 17
Антифрикционный материал 2 10
Мелкодисперсный абразивный материал 10 40
Загуститель 2 10
| Авторское свидетельство СССР N 916249, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
