Изобретение относится к обработке металлов давлением и может быть использовано при производстве корпусом металлической бочкотары.
Известен способ изготовления корпуса бочки, при котором заготовку в виде полого барабана центрируют относительно оси подачи силовых элементов формообразующих инструментальных блоков, перемещают к краям барабана силовые элементы для формовки буртов, вводят в него со стороны торцов силовые элементы для формирования ребер жесткости, и с помощью указанных элементов производят отбортовку краев заготовки и формирование зигов на ее цилиндрической поверхности, причем зиговку ребер жесткости производят путем раздачи изнутри участков поверхности барабана, расположенных в параллельных плоскостях симметрично оси подачи силовых элементов, а после выполнения формообразующих операций одновременно отводят силовые элементы инструментальных блоков с рабочих позиций.
Устройство для изготовления корпуса бочки указанным способом содержит станину с соосно установленными формообразующими инструментальными блоками, каждый из которых выполнен в виде суппорта, включающего основной корпус, установленную в нем с возможностью осевого перемещения втулку, направляющие элементы, смонтированные во втулке, штангу, установленную в направляющих элементах втулки, механизмы линейного перемещения втулки и штанги, конус, закрепленный на штанге, дополнительный корпус, силовые элементы для формовки буртов и формирования ребер жесткости на заготовке, выполненные в виде комплекта пуансонов, размещенных относительно оси подачи симметрично, установленных с возможностью перемещения в направляющих пазах, выполненных в дополнительном корпусе перпендикулярно к оси подачи, причем каждый пуансон имеет рабочую поверхность, спрофилированную по форме зигов, формируемых на поверхности заготовки, а также механизм центрирования заготовки относительно оси подачи силовых элементов, установленный на станине между суппортами.
Недостатком известных технических решений является использование большого количества силовых приводов для поджима пуансонов к наружной поверхности заготовки, увеличенные вследствие этого габаритные размеры инструментальных блоков и повышенная энергоемкость металлообработки.
Цель изобретения создание способа, позволяющего снизить энергозатраты на металлообработку, и устройства, имеющего меньшие габаритные размеры инструментальных блоков, простого по конструкции и компановке, с небольшим числом силовых приводов.
Цель достигается тем, что в известном способе изготовления корпуса бочки, при котором заготовку в виде полого барабана центрируют относительно оси подачи силовых элементов формообразующих инструментальных блоков, перемещают к краям барабана силовые элементы для формовки буртов, вводят в него со стороны торцов силовые элементы для формирования ребер жесткости, и с помощью указанных элементов производят отбортовку краев заготовки и формирование зигов на ее цилиндрической поверхности, причем зиговку ребер жесткости производят путем раздачи изнутри участков поверхности барабана, расположенных в параллельных плоскостях симметрично оси подачи силовых элементов, после выполнения формообразующих операций одновременно отводят силовые элементы инструментальных блоков с рабочих позиций, формирование зигов на поверхности заготовки производят после отбортовки ее краев, при этом бурты формуют в кольцевых формообразующих матричных пазах, в которые заводят края барабана, отбортовку производят путем перемещения матриц вдоль оси подачи силовых элементов, а перемещение силовых элементов для формирования ребер жесткости на позицию зиговки производят синхронно с перемещением матриц в процессе отбортовки.
В устройстве для изготовления корпуса бочки, содержащем станину с соосно установленными формообразующими инструментальными блоками, каждый из которых выполнен в виде суппорта, включающего основной корпус, установленную в нем с возможностью осевого перемещения втулку, направляющие элементы, смонтированные во втулке, штангу, установленную в направляющих элементах втулки, механизмы линейного перемещения втулки и штанги, конус, закрепленный на штанге, дополнительный корпус, силовые элементы для формовки буртов и формирования ребер жесткости на заготовке, смонтированные в суппорте с возможностью взаимодействия соответственно с втулкой и с конусом, причем силовые элементы для формирования ребер жесткости выполнены в виде комплекта пуансонов, установленных в направляющих пазах, выполненных в дополнительном корпусе перпендикулярно к оси подачи силовых элементов, размещенных относительно нее симметрично, и каждый пуансон имеет рабочую поверхность, спрофилированную по форме зигов, формируемых на поверхности заготовки, а также механизм центрирования заготовки относительно оси подачи силовых элементов, установленный на станине между суппортами, силовые элементы для формовки буртов выполнены в виде матриц, снабженных кольцевыми формообразующими пазами, при этом дополнительные корпусы суппортов и матрицы установлены на втулках. За счет этого обеспечивается формовка буртов при перемещении пуансонов на позицию зиговки ребер жесткости.
Суппорты снабжены гайками, основными гильзами и дополнительными гильзами, торцы последних снабжены фланцами, а наружные цилиндрические поверхности дополнительных гильз снабжены резьбой, при этом основные гильзы неподвижно установлены в основных корпусах суппортов, втулки по ходовым посадкам установлены в основных гильзах, матрицы неподвижно установлены на гайках, которые в свою очередь установлены с возможностью регулируемого перемещения на резьбовых поверхностях дополнительных гильз, дополнительные корпусы суппортов закреплены на фланцах дополнительных гильз, а сами дополнительные гильзы закреплены на втулках.
Механизм линейного перемещения втулок выполнен в виде основных силовых цилиндров, установленных в основных корпусах суппортов парами, симметрично расположенными относительно оси подачи силовых элементов, а механизмы линейного перемещения штанг выполнены в виде дополнительных силовых цилиндров, смонтированных на свободных концах втулок соосно с последними, при этом корпусы основных силовых цилиндров шарнирно закреплены на основных корпусах суппортов, их штоки шарнирно соединены с дополнительными гильзами, а корпусы и штоки дополнительных силовых цилиндров в соответствующем порядке жестко соединены с торцами втулок и штанг.
За счет рациональной компоновки элементов приводов втулок и штанг обеспечивается уменьшение габаритных размеров устройства.
Кроме того, устройство снабжено парой упоров, размещенных между матрицами, при этом каждый упор установлен на основном корпусе суппорта над его дополнительным корпусом.
С помощью упоров, взаимодействующих с буртами корпуса бочки, обеспечивается его стопорение при выведении буртов из матричных пазов.
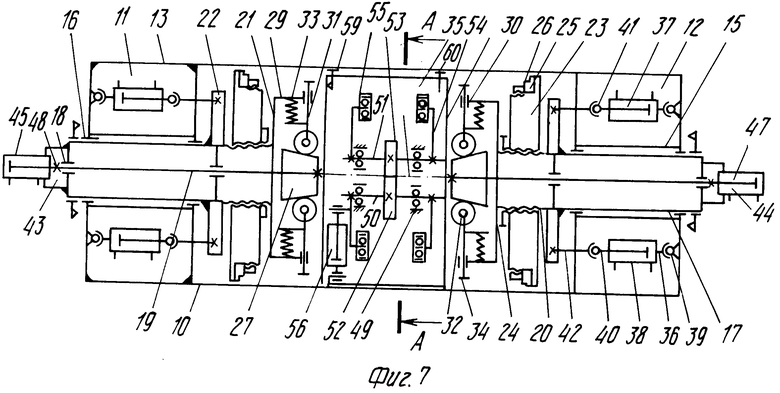
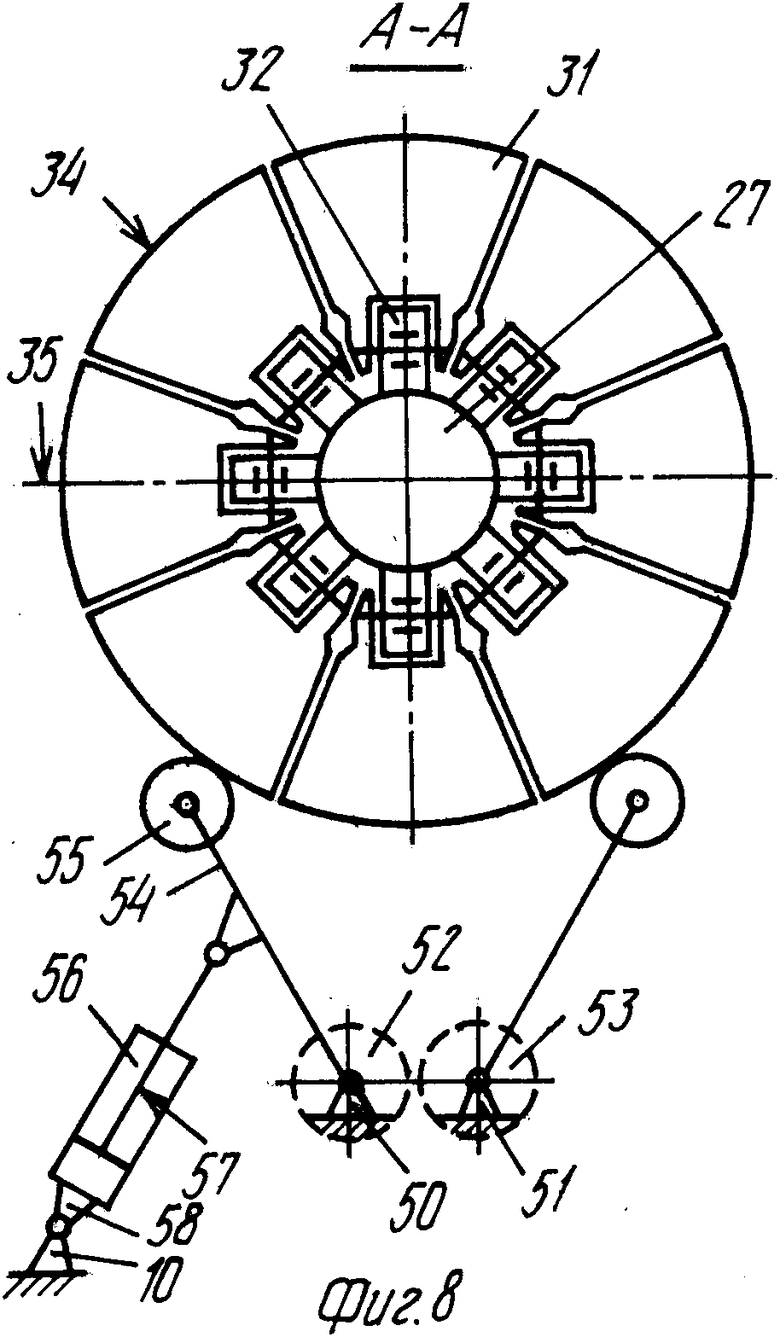
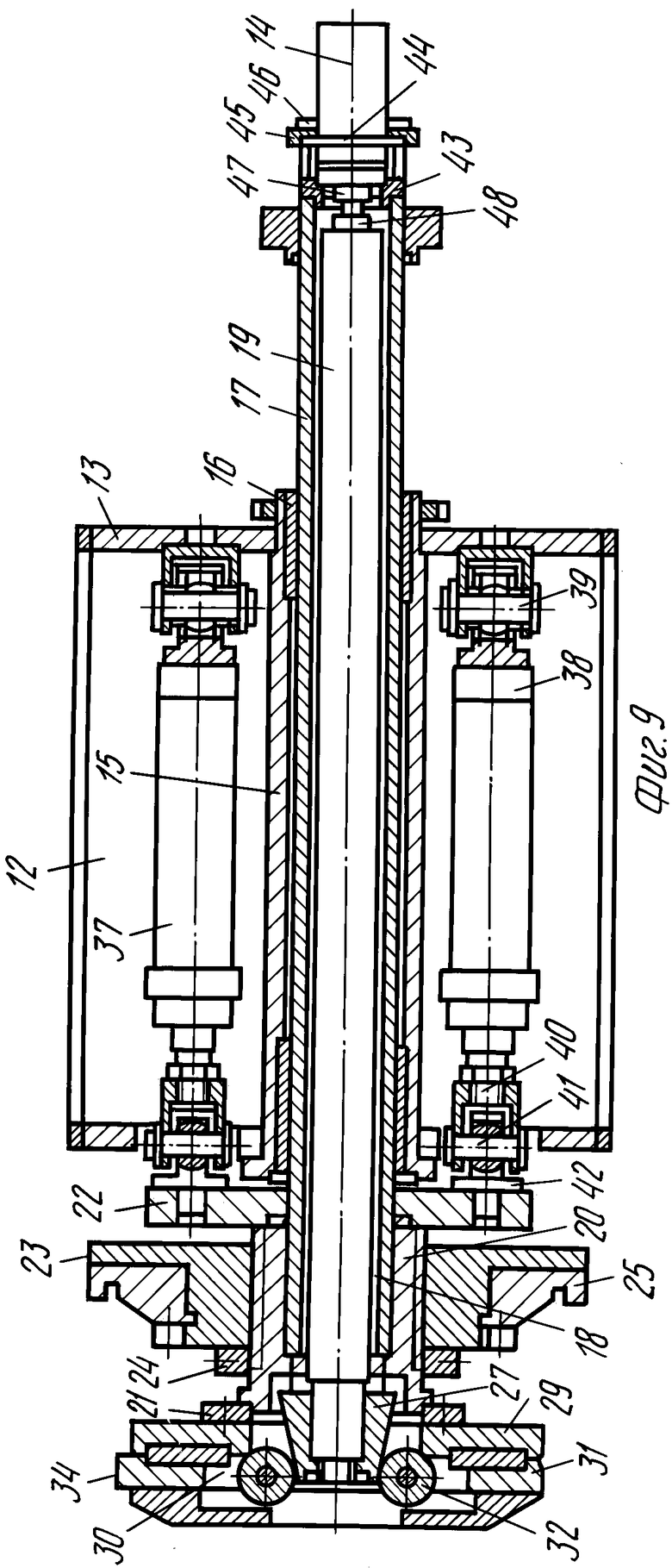
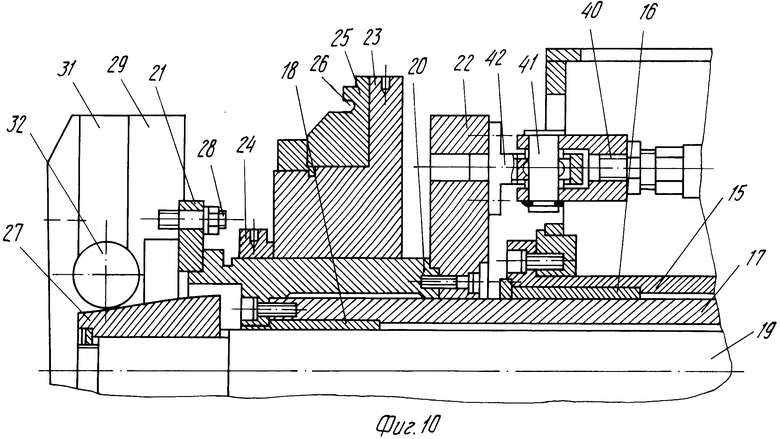
На фиг. 1-6 схематично показана последовательность выполнения операций способа изготовления корпуса бочки; на фиг.7 кинематическая схема устройства для изготовления корпуса бочки; на фиг.8 сечение А-А на фиг.7; на фиг.9 суппорт устройства; на фиг.10 укрупненное изображение передней части суппорта.
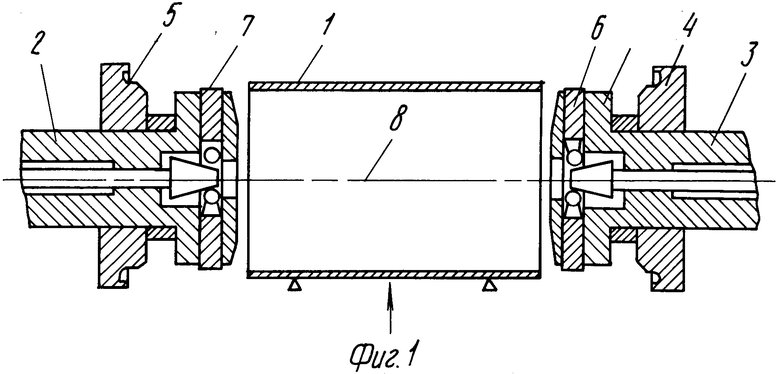
Корпус бочки изготавливают из заготовки, имеющей форму полого цилиндрического барабана 1. Формообразующие операции выполняют с помощью объединенных в блоки 2 и 3 инструментов, силовые элементы для формовки буртов которых выполнены в виде матриц 4, снабженных кольцевыми формообразующими пазами 5, а силовые элементы для формирования ребер жесткости имеют форму пуансонов 6, у которых рабочая поверхность 7 выполнена по форме зигов, профилируемых на цилиндрической поверхности барабана 1.
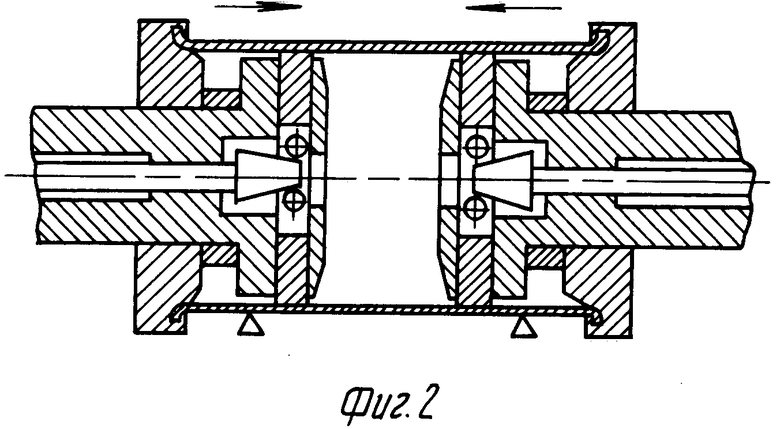
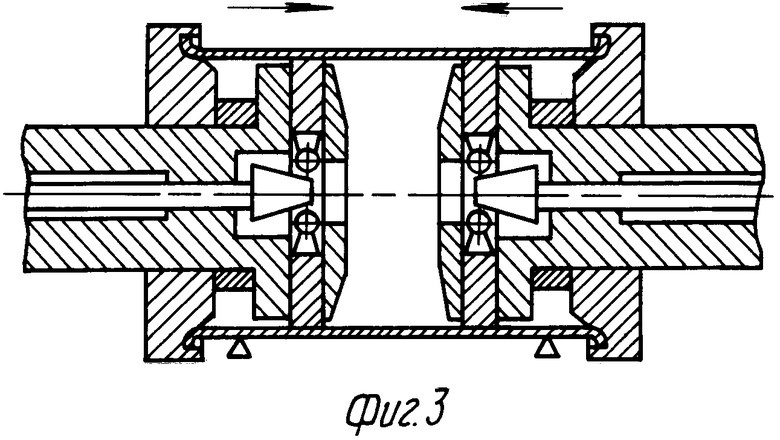
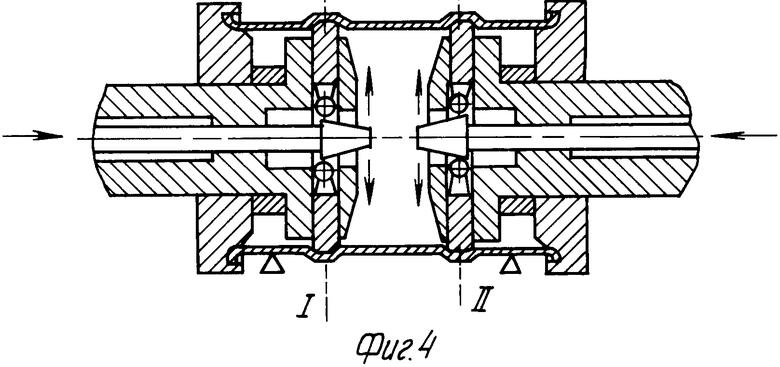
Заготовку 1 размещают между формообразующими инструментальными блоками 2 и 3 и центрируют относительно оси подачи 8 силовых элементов 4 и 6 (фиг.1). Матрицы 4 подают по оси 8 к торцам барабана 1, одновременно с этим в него со стороны торцов вводят пуансоны 6 (фиг.2). Путем дальнейшего встречного перемещения матриц 4 заводят края барабана 1 в формообразующие пазы 5 и производят отбортовку краев заготовки 1. В процессе выполнения операции формовки буртов синхронно с матрицами 4 перемещают пуансоны 6 на позицию зиговки (фиг. 3). В момент окончания операции отбортовки матрицы 4 и пуансоны 6 останавливают и выполняют операцию формирования зигов на поверхности барабана 1. Зиговку ребер жесткости производят путем раздачи изнутри участков цилиндрической поверхности барабана 1, расположенных в параллельных плоскостях I и II симметрично оси подачи 8.
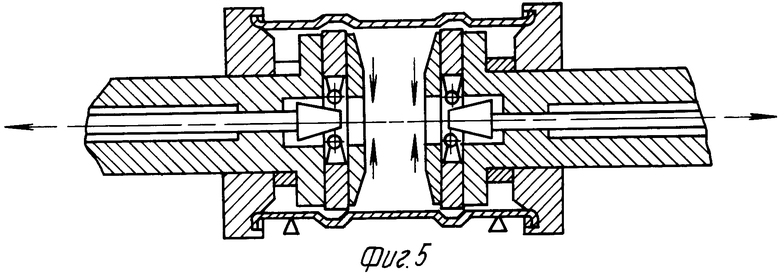
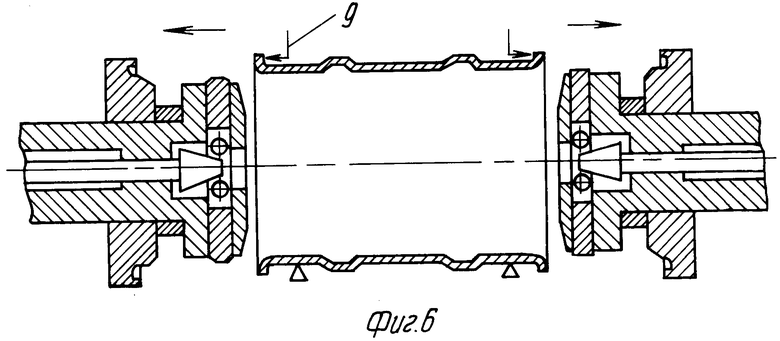
Зиговку производят пуансонами 6, которые перемещают в радиальных направлениях от оси 8 к поверхности барабана 1 (фиг.4). После окончания формирования зигов возвращают пуансоны 6 к оси 8 и перемещают их синхронно с матрицами 4 в исходное положение (фиг.5). При отводе силовых элементов 4 и 6 с рабочих позиций на исходные позиции барабан 1 стопорят от возможного осевого перемещения совместно с матрицами 4. При этом сформованные бурты подпирают упорами 9 со стороны наружной цилиндрической поверхности барабана 1 в направлении от его центра к торцам (фиг.6).
Устройство для изготовления корпуса бочки содержит станину 10 с соосно установленными на ней формообразующими инструментальными блоками, выполненными в виде суппортов 11 и 12. Каждый из них включает корпус 13, в котором по оси 14 инструментальных блоков 11 и 12 неподвижно установлена гильза 15, снабженная подшипниками скольжения 16. В подшипниках 16 установлена втулка 17 с направляющими элементами 18, в которых установлена штанга 19. На переднем конце втулки 17 закреплена гильза 20, снабженная фланцами 21 и 22. На наружной цилиндрической поверхности гильзы 20, снабженной резьбой, установлена гайка 23, зафиксированная в отрегулированном положении контргайкой 24. На гайке 23 неподвижно установлена матрица 25, снабженная кольцевым формообразующим пазом 26. На переднем конце штанги 19 закреплен конус 27.
Фланец 21 шпильками 28 соединен с корпусом 29, в котором перпендикулярно к оси 14 выполнены пазы 30. В них установлены пуансоны 31, снабженные роликами 32, подпружиненными к конусу 27 упругими элементами 33. Рабочая поверхность 34 пуансонов 31 выполнена по форме зигов, профилируемых на поверхности заготовки, имеющей форму полого барабана 35.
Механизм 36 линейного перемещения втулки 17 выполнен в виде пары силовых цилиндров 37, установленных в корпусе 13 суппорта симметрично оси 14. Корпусы 38 силовых цилиндров 37 посредством осей 39 шарнирно закреплены на корпусе 13 суппорта, а их штоки 40 с помощью осей 41 и кронштейнов 42 соединены с фланцем 22.
Механизм 43 линейного перемещения штанги 19 выполнен в виде силового цилиндра 44, корпус 45 которого винтами 46 прикреплен к заднему торцу втулки 17, а шток 47 посредством муфты 48 жестко соединен с задним концом штанги 19.
Между суппортами 11 и 12 установлен механизм 49 центрирования заготовки, выполненный в виде смонтированных на станине 10 осей 50 и 51, на которых установлены входящие в зацепление друг с другом шестерни 52 и 53, а также в виде рычагов 54, закрепленных на осях 50 и 51, роликов 55, смонтированных на свободных концах рычагов 54, и силового цилиндра 56, шток 57 которого шарнирно соединен с одним из рычагов 54, а корпус 58 шарнирно соединен со станиной 10.
На корпусах 13 суппортов 11 и 12 закреплены упоры 59 и 60, размещенные между матрицами 25 над корпусами 29.
Устройство для изготовления корпуса бочки работает следующим образом.
Заготовка, имеющая форму полого цилиндрического барабана 35, устанавливается на ролики 55 механизма центрирования 49, находящиеся в исходный момент в своем нижнем положении. При выдвижении штока 57 силового цилиндра 56, воздействующего на один из рычагов 54, ось 50 и кинематически связанная с ней посредством шестерен 52 и 53 ось 51 поворачиваются и перемещают рычаги 54 навстречу друг другу. Установленная на роликах 55 заготовка 35 перемещается вверх и центрируется относительно оси 14 формообразующих инструментальных блоков 11 и 12.
При выдвижении штоков 40 силовых цилиндров 37 втулки 17 перемещаются в подшипниках 16 к центру заготовки 35. При этом закрепленные на гильзах 20 корпусы 29 входят в барабан 35, а установленные на гайках 23 матрицы 25 перемещаются к краям барабана 35. При дальнейшем перемещении втулок 17 края барабана 35 заходят в формообразующие пазы 26 матриц 25, которые производят их отбортовку. В процессе формирования буртов на поверхности заготовки 35 установленные в корпусах 29 пуансоны 31 перемещаются на позиции зиговки ребер жесткости. При остановке втулок 17 бурты, сформированные на поверхности барабана 35, упираются в упоры 59 и 60.
При выдвижении штоков 47 силовых цилиндров 44 штанги 19 перемещаются в направляющих элементах 18. Конусы 27, закрепленные на передних концах штанг 19, воздействуют на ролики 32, которые перемещают пуансоны 31 в пазах 30 перпендикулярно к оси 14 от центра заготовки 35 к ее цилиндрической поверхности. Пуансоны 31 своими рабочими поверхностями 34 зигуют поверхность заготовки 35. При возвратном ходе штоков 47 пуансоны 31 возвращаются в исходное положение упругими элементами 33.
При втягивании штоков 40 силовых цилиндров 37 втулки 17 перемещаются в исходное положение. При этом корпусы 29 с пуансонами 31 выходят из барабана 35, а матрицы 25 отходят от его торцов. При выходе буртов барабана 35 из пазов 26 последний удерживается в рабочем положении упорами 59 и 60, подпирающими бурты в направлении от центра барабана 35 к его торцам.
При втягивании штока 57 в корпус 58 силового цилиндра 56 рычаги 54 разводятся и перемещают ролики 55 и установленный на них барабан 35 вниз. При этом бурты барабана 35 отходят от упоров 59 и 60.
После съема изготовленного корпуса бочки с роликов 55 и установки на них очередной заготовки 35 цикл работы устройства повторяется.
Описанным способом и устройством обеспечивается совмещение одной из формообразующих операций с подачей силовых элементов для выполнения второй формообразующей операции на рабочую позицию. Благодаря этому сокращаются затраты времени на металлообработку, снижается ее энергоемкость и повышается КПД.
При отводе силовых элементов формообразующих инструментальных блоков с рабочих позиций сформированные на барабане бурты подпирают со стороны его наружной цилиндрической поверхности в направлении от его центра к торцам.
Благодаря этому предотвращается возможность застревания буртов в матричных пазах и перемещения корпуса бочки совместно с одной из матриц при их подаче на исходные позиции. В устройстве обеспечивается простота и удобство регулировки положения матриц относительно пуансонов, с помощью которых производится формирование ребер жесткости, возможность получения оптимальной формы буртов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ, ИСПЫТАНИЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 1992 |
|
RU2005572C1 |
| Четырехвалковая машина для гибки гофрированного листового материала | 1990 |
|
SU1802732A3 |
| Устройство для клеймения | 1990 |
|
SU1829974A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИНЫ | 1991 |
|
RU2097163C1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2093318C1 |
| Шагозадающее устройство к пружинно-навивочному автомату | 1983 |
|
SU1156785A1 |
| Устройство для раскатки осесимметричных изделий | 1983 |
|
SU1247140A1 |
| Устройство для смазки полосового и ленточного материала | 1991 |
|
SU1752178A3 |
| Высечные ножницы | 1980 |
|
SU867535A1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
Сущность изобретения: корпус бочки изготавливают из заготовки в виде полого барабана, которую центрируют относительно оси подачи силовых элементов формообразующих инструментальных блоков, отбортовывают бурты на краях заготовки в рабочих выемках матриц. Затем производят формирование ребер жесткости на цилиндрической поверхности заготовки раздачей изнутри формируемых участков. При этом перемещение силовых элементов для формирования ребер жесткости на рабочую позицию производят синхронно с перемещением матриц в процессе отбортовки, а при отводе упомянутых силовых элементов с рабочих позиций отбортованные бурты подпирают в направлении от центра. Устройство для изготовления корпуса бочки содержит станину с формообразующими инструментальными блоками, выполненными в виде суппорта. Каждый суппорт включает основной корпус, подвижную втулку с направляющими элементами, штангой и конусом. Устройство имеет механизмы линейного перемещения втулки и штанги, дополнительный корпус, силовые элементы для формовки буртов в виде матриц с рабочими участками в виде пазов. Силовые элементы для формирования ребер жесткости в виде комплекта пуансонов смонтированы в суппорте с возможностью взаимодействия с втулкой и конусом. Пуансоны установлены в направляющих пазах дополнительного корпуса. Механизм центрирования заготовки относительно оси подачи силовых элементов установлен на станине между суппортами, а дополнительные корпусы и матрицы установлены на втулках. Суппорты включают дополнительные детали, обеспечивающие регулируемое перемещение матриц. Механизмы линейного перемещения втулок и штанг имеют силовые цилиндры, кинематически связанные с суппортами. 2 с. и 4 з.п. ф-лы, 10 ил.
| Проспект фирмы "Leifeld и Со" Германия,"All abont steel Drums | |||
| Anew machin Range", 1989. |
