Изобретение относится к переработке пластических и вязкопластичных материалов, в частности к вибропрессованию и может быть использовано на предприятиях химической, электротехнической, приборостроительной и других отраслях промышленности.
Наиболее близким техническим решением, принятым за прототип является способ прессования пластических и вязкоэластичных материалов в полости пресс-формы, включающий, по крайней мере, выполнение операций уплотнения материала с одновременным сообщением ему вибрации амплитудой, значение которой в процессе уплотнения изменяется от заданного максимального до минимального значения, и последующей выдержки под давлением без вибрации.
Уплотнение материала осуществляется с помощью гидропресса, имеющего пару электромагнитов в системе привода гидроцилиндра, электромагнитный вибратор, который укреплен на подвижной плите гидропресса, и пуансон пресс-формы, укрепленный на якоре вибратора.
Устройство управления гидропрессом, реализующее данный способ прессования, содержит параллельно соединенные цепи, в первой из которых содержится электромагнит, обеспечивающий рабочий ход гидроцилиндра, во второй контакт датчика положения пуансона, управляющего включением вибратора, в третьей датчик минимального значения амплитуды вибрирующего пуансона и электромагнит, обеспечивающий возврат гидроцилиндра.
Недостатком известного решения является отсутствие зависимости величины перемещения пуансона и агрегатного состояния прессуемого материала.
Цель изобретения получение деталей высокого качества из пластических и вязкоэластичных материалов с любыми наполнителями и любой конфигурации.
Цель достигается тем, что в известном способе прессования пластических и вязкоэластичных материалов в полости пресс-формы гидропресса, включающем уплотнение материала с одновременным воздействием вибрации с амплитудой, значение которой в процессе уплотнения изменяется от заданного максимального до минимального и последующей выдержки под давлением без вибрации, после операции уплотнения материала с одновременным воздействием вибрации проводят операцию циклического воздействия на материал, имеющую чередующиеся периоды, включающие как приложение вибрации, так и уплотнение материала с одновременным приложением вибрации.
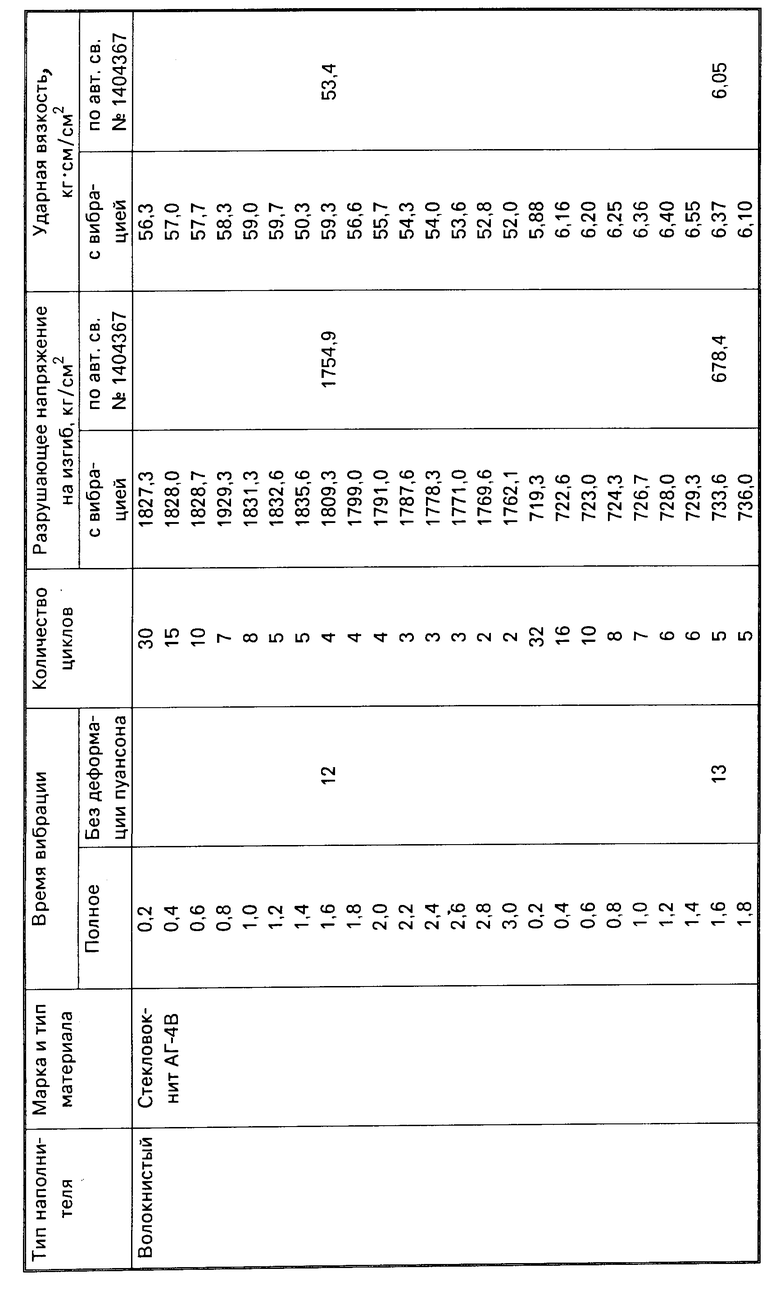
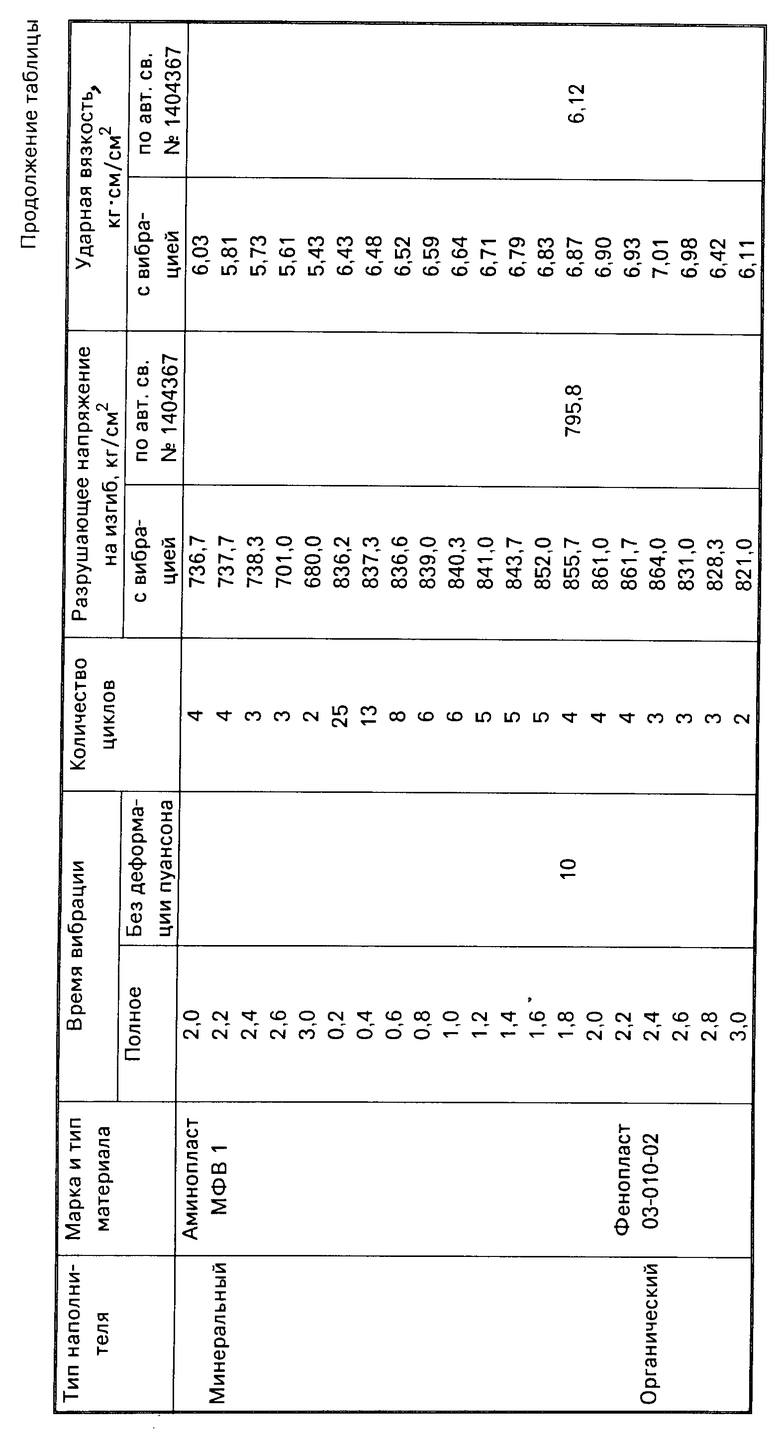
Время сохранения пластично-вязкого состояния для каждого материала является вполне стабильной величиной. Суммарное время, затраченное на межцикловые вибрации прессуемого материала, равное примерно половине времени сохранения пластичновязкого состояния, является величиной оптимальной, а наилучшие механические характеристики отпрессованных деталей достигаются, если отрезок времени, затрачиваемый на одну операцию межцикловой вибрации без уплотнения, равен 8-26% времени сохранения пластично-вязкого состояния. При этом, при прессовании пластмасс с волокнистым наполнителем отрезок времени, затрачиваемый на одну операцию межцикловой вибрации без уплотнения, составляет 8-13% времени сохранения пластичновязкого состояния, при прессовании пластмасс с минеральным наполнителем от 10 до 19% времени сохранения пластично-вязкого состояния, а с органическим наполнителем от 20 до 26% времени сохранения пластично-вязкого состояния. Указанные оптимальные временные диапазоны определены эмпирически обработкой статистических данных.
Благодаря этому начало операции выдержки материала под давлением зависит только от времени сохранения пластично-вязкого состояния прессуемого материала, т.е. от его агрегатного состояния. Разбиение этого отрезка времени на циклы и циклическое выполнение операции вибрирования с уплотнением и без уплотнения позволяет эффективно использовать время сохранения пластично-вязкого состояния материала, обеспечивая высокую степень однородности распределения наполнителя и равномерного заполнения всех элементов рабочей полости пресс-формы. Количество циклов вибропрессования для пластических материалов с различными наполнителями определяют ориентировочно, как частное от деления суммарного времени межцикловых вибраций прессуемого материала на время выполнения одной операции межцикловой вибрации. Затем расчетное количество циклов для выбора оптимального количества корректируют в зависимости от конкретных свойств прессуемого материала и сложности формы получаемых деталей.
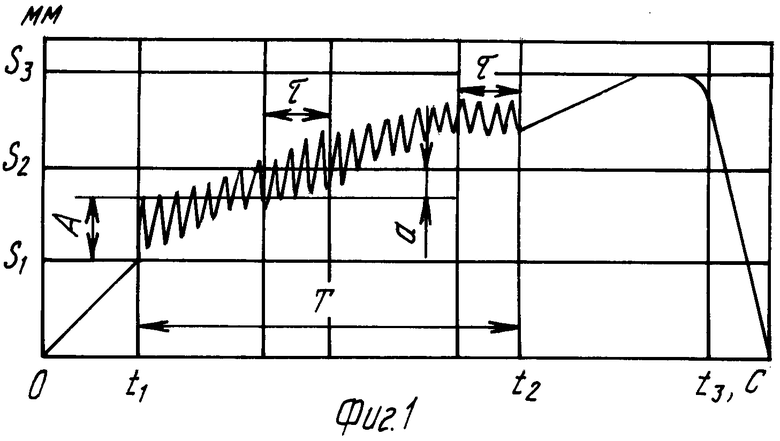
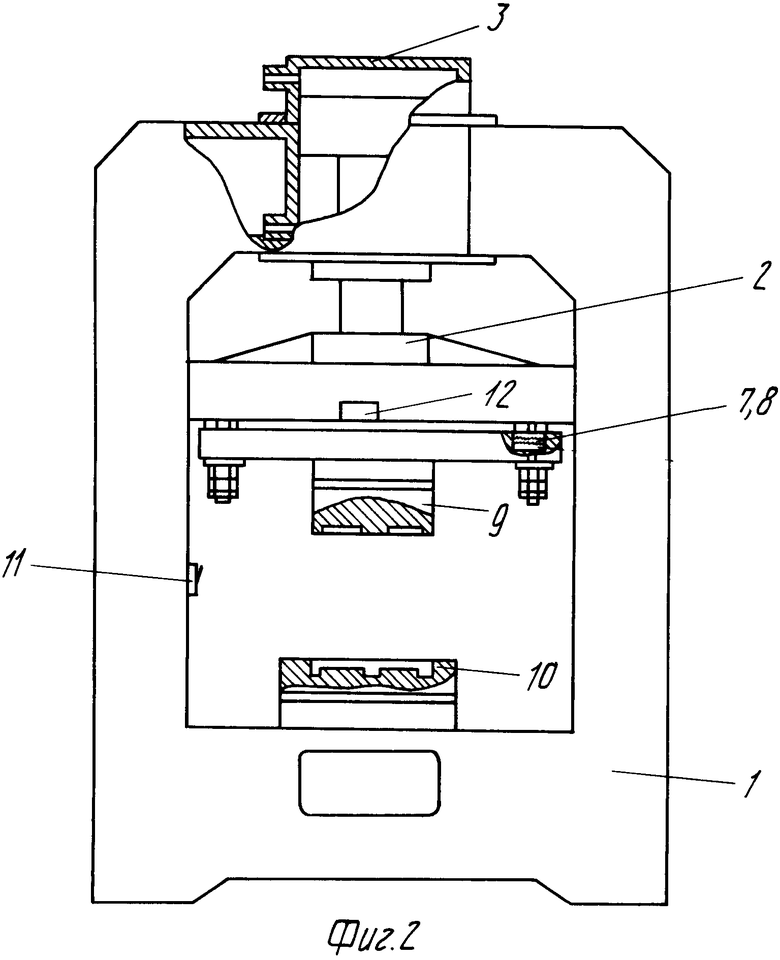
На фиг. 1 представлен график пути пуансона при двух циклах прессования; на фиг. 2 гидравлический пресс, общий вид; на фиг.3 гидравлическая схема управления прессом; на фиг. 4 электрическая схема управления прессованием материала.
График пути пуансона включает отрезок времени t1, соответствующий равномерному движению вниз. На высоте S1, когда пуансон вступает в контакт с прессуемым материалом, включается вибратор и в течение отрезка времени t1-t2 пуансон производит уплотнение материала. При достижении пуансоном минимального значения амплитуды а давление снимают, останавливая (или даже подымая вверх) пуансон, в течение отрезка времени τ межцикловой вибрации. Если за это время τ значение амплитуды пуансона изменилось, превысив величину а, то выполняют второй цикл уплотнения материала и т.д. до тех пор, пока не закончится отрезок времени Т=t2-t1, не превышающий времени сохранения пластично-вязкого состояния прессуемого материала. Время сохранения пластично-вязкого состояния для пластических материалов составляет, как правило, 20-60 с (ГОСТ 15.882-79), при этом время прогрева материалов находится в пределах 10-15 с, в этих же пределах лежит и время вибрации. Соответственно, суммарное время, затрачиваемое на межцикловые вибрации прессуемого материала, составляет 5-7 с, а наилучшие механические характеристики отпрессованных деталей будут достигаться при τ равном 1-2,6 с время, затрачиваемое на одну операцию межцикловой вибрации и определяемом по указанным выше соотношениям). В частности, для пластмасс с волокнистым наполнителем, например, для стекловолокна АГ-4В время Т=12 с, τ1-1,6 с. Для пластических масс с минеральными наполнителями, например, для аминопласта МФВ 1 время Т=13 с, τ1,3-2,5 с. Для пластических масс с органическим наполнителем, например, для фенопласта 03-010-02, время Т=10 с, τ2-2,6 с.
Способ реализуется на вертикальном гидропрессе.
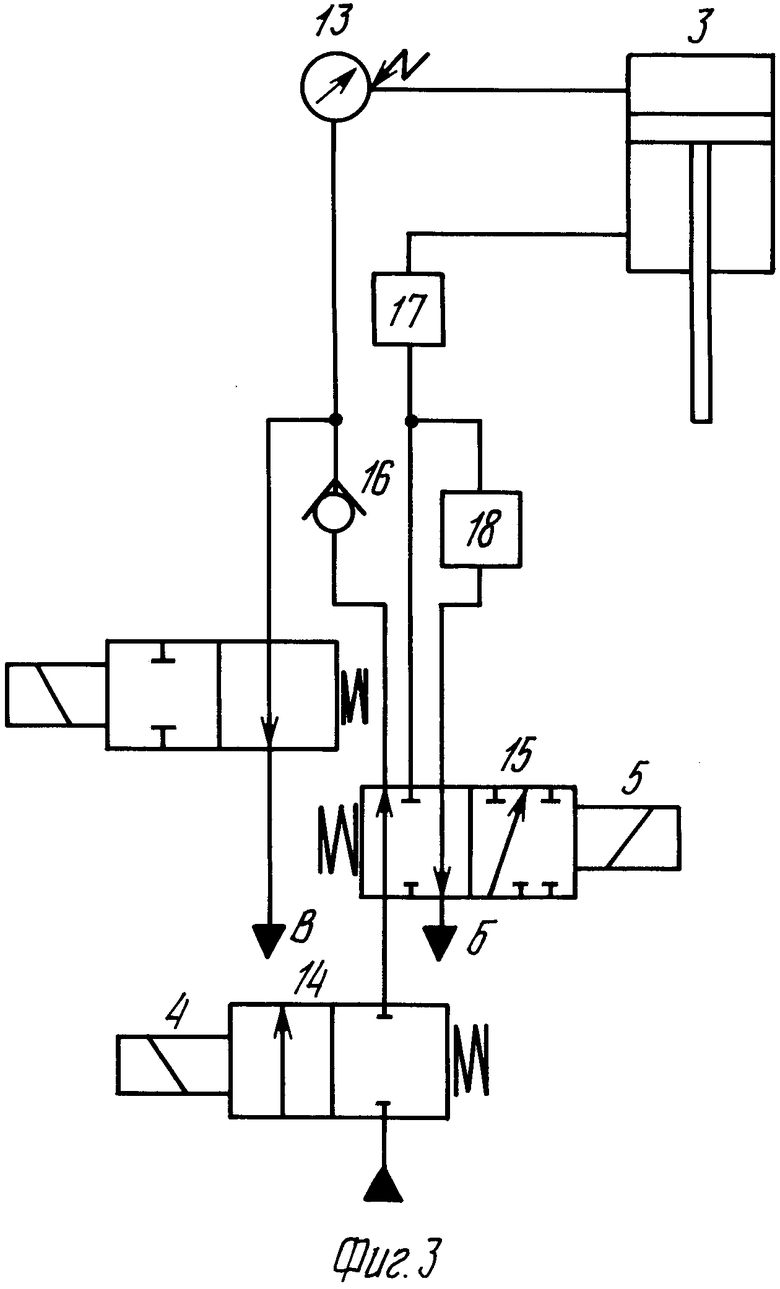
Гидропресс 1 содержит подвижную плиту 2 и гидроцилиндр 3. Гидроцилиндр 3 имеет два гидрораспределителя жидкого рабочего тела масла, управляемые электромагнитами 4 и 5. К подвижной плите прикреплен электромагнитный вибратор с якорем 6 и статором, функцию которого выполняет подвижная плита 2 гидропресса 1. Якорь 6 вибратора укреплен на колонках 7 с пакетами тарельчатых пружин 8. Максимальный зазор между подвижной плитой 2 и якорем 6 в нерабочем положении равен 1,5 мм. К якорю 6 жестко прикреплен пуансон 9, а на неподвижной плите гидропресса 1 (на столе) укреплена матрица 10. На боковой стенке гидропресса 1 установлен концевой выключатель 11, имеющий два контакта без самовозврата: один для коммутирования вибратора (на чертежах не показан), а другой для коммутирования реле времени системы управления работой вибратора. На подвижной плите 2 укреплен микропереключатель 12 для контроля минимального зазора между плитой 2 и якорем вибратора 6. Микропереключатель 12 установлен так, что его срабатывание определяет значение минимального зазора, составляющее 20% максимального, т.е. 0,3 мм. На входе в гидроцилиндр 3 установлен электроконтактный манометр 13 (фиг.3). В гидравлическую схему входят золотники 14 и 15 гидрораспределителей, обратный клапан 16 со своим распределителем и клапаны 17, 18.
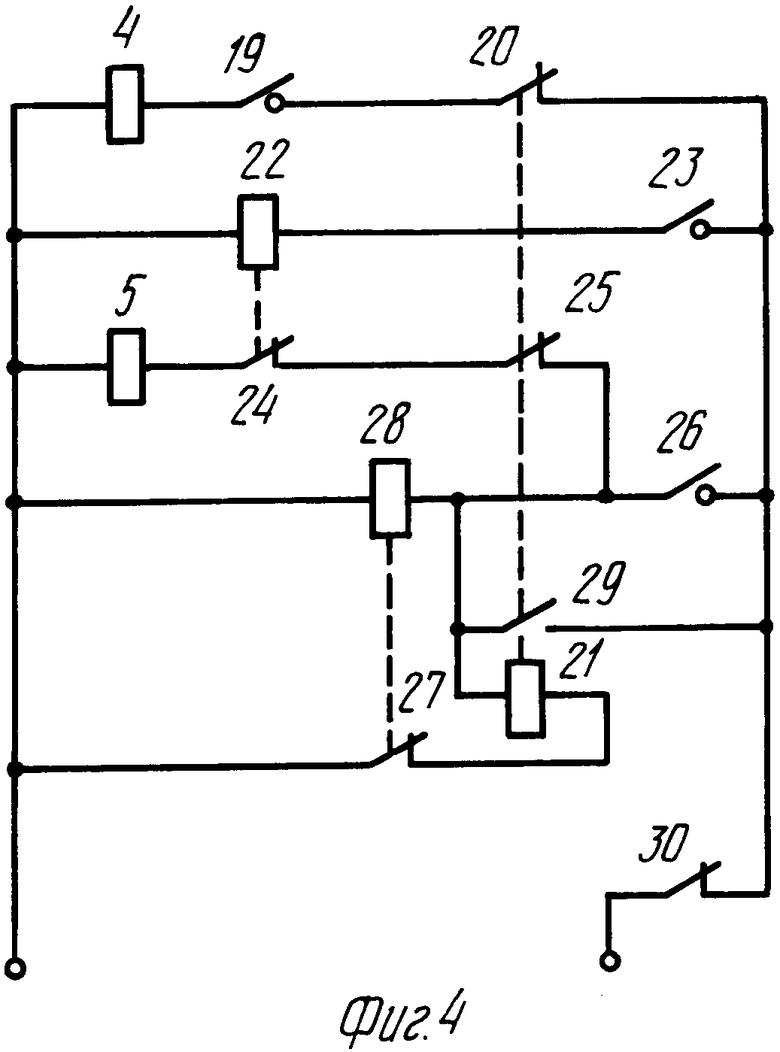
Электрическая схема управления гидропрессом 1 (фиг.4) содержит четыре параллельно соединенные цепи. Первая включает в себя электромагнит 4, контакт пускателя 19 и размыкающий контакт 20 коммутационного реле 21. Вторая цепь реле времени 22, задающее время сохранения пластично-вязкого состояния материала Т и контакт 23 выключателя 11. Третья цепь электромагнит 5, размыкающий контакт 24, принадлежащий реле времени 22, размыкающий контакт 25, принадлежащий коммутационному реле 21, и контакт 26 микропереключателя 12. Четвертая цепь размыкающий контакт 27, принадлежащий реле времени 28, коммутационное реле 21 и замыкающий контакт 29. При этом к точке третьей параллельной цепи, лежащей между контактом 26 и остальными ее элементами, подключен замыкающий контакт 29 четвертой цепи и реле времени 28, задающее отрезки времени межцикловой вибрации. Подключение их осуществлено так, что контакт 29 параллелен контакту 26, а реле времени 28 параллельно остальным элементам третьей цепи. На входе в схему управления включен размыкающий контакт 30 электроконтактного манометра 13.
Устройство работает следующим образом.
В матрицу 10 пресс-формы, установленную на столе гидропресса 1, загружают порцию прессуемого материала, и включают кнопку пускателя 19. При этом включается первая из четырех параллельных цепей (фиг.4) схемы управления и срабатывает электромагнит 4. Благодаря включению электромагнита 4 масло через золотники 14 и 15 и через обратный клапан 16 поступает в поршневую часть гидроцилиндра 3. В это же время масло из штоковой полости гидроцилиндра 3 через клапаны 17, 18 и золотник 15 идет на слив по магистрали Б. Подвижная плита 2 с этого момента начинает двигаться вниз под давлением, осуществляя рабочий ход.
Высота размещения концевого включателя 11 рассчитана так, что его срабатывание совпадает с моментом контакта пуансона 9 с прессуемым материалом. Первый контакт концевого включателя 11 включает обмотки вибратора и якорь 6 начинает совершать вертикальные колебания с частотой 50 Гц, перемещаясь по колонкам 7 и взаимодействия с пакетами тарельчатых пружин 8. Одновременно, второй контакт 23 концевого выключателя 11 включает (фиг.4) вторую параллельную цепь схемы управления, т.е. реле времени 22, задающее общее время Т работы вибратора. Материал под действием усилий пакетов тарельчатых пружин 8 и массы вибрирующего пуансона 9 осаживается и уплотняется. При возрастании давления на материал амплитуда колебаний пуансона и частиц материала снижается от максимального значения А=1,5 мм до минимального а=0,3 мм, как только зазор между подвижной плитой 2 и якорем 6 вибратора (фиг.2) становится менее, чем 0,3 мм, срабатывает микропереключатель 12. Его контакт 26 (фиг.4) включает третью параллельную цепь схемы управления. При этом одновременно с электромагнитом 5 включается реле времени 28, задающее время τ межцикловой работы вибратора без давления, а через контакт 27 включается реле 21. Однако срабатывание реле 21 вызывает размыкание цепей электромагнитов 5 и 4 через размыкающие контакты 25 и 20 и замыкание четвертой параллельной цепи контакт 29-реле 21-контакт 27. Если электромагниты 4 и 5 остаются обесточенными, то гидроцилиндр 3 и плита 2 будут неподвижны до тех пор, пока реле времени 28 не отработает отрезок времени τ.
Если до завершения отрезка времени τ в результате работы 6 прессуемый материал уплотнится, и амплитуда колебаний пуансона превысит минимальное значение а (фиг.1), то контакт 26 (фиг.4) разомкнется, но реле 28 и 21 будут включены благодаря замкнутому контакту 29, который блокирует и будет блокировать контакт 26 до завершения этого отрезка времени τ
После отработки времени контакт 27 размыкает четвертую параллельную цепь, возвращая контакты 29, 25 и 20 в исходное положение.
Если в момент размыкания контакта 27 контакт 26 разомкнут, то включенными остаются только первые две цепи, масло через золотники 14 и 15 и через обратный клапан 16 поступает в поршневую полость цилиндра 3, а подвижная плита 2 с пуансоном 9 начинают двигаться вниз, цикл повторяется.
Если в момент размыкания контакта 27 контакт 26 остался замкнутым, то включенными остаются три первые цепи. При этом электромагнит 5 переключает клапан золотника 15 и масло через золотники 14, 15 и клапан 17 поступает в штоковую полость гидроцилиндра 3, масло из поршневой полости гидроцилиндра 3 поступает на слив по магистрали В (фиг.3), а подвижная плита 2 гидропресса 1 с пуансоном 9 перемещается вверх до тех пор, пока между подвижной плитой 2 и якорем 6 вибратора не восстановится рабочий зазор. При этом контакт 26 и реле 21 размыкаются и вновь из электромагнитов, управляющих приводом гидроцилиндра 3, остается включенным только электромагнит 4 и пуансон 9 начинает следующий цикл уплотнения прессуемого материала.
Количество этих циклов можно рассчитать для каждого конкретного вида пластмасс. Так для стекловолокнита АГ-48 при суммарном времени межцикловой вибрации Στ 0,5 Т=6 с и значении τ1-1,6 с число циклов составляет 4-6. Для аминопласта МВФ 1 (минеральный наполнитель) при суммарном времени межцикловой вибрации 6,5 с и значении τ1,3-2,5 с число циклов составляет 3-5. Для фенопласта 03-010-02 (органический наполнитель) число циклов составляет 2-3 при Στ5 с и значении τ2-2,6 с.
В таблице приведены значения механической прочности образцов.
По истечении времени Т первое реле времени 22 своим контактом 24 размыкает цепь электромагнита 5 и не показанные на чертежах контакты статора вибратора. После последнего срабатывания контакта 27 реле времени 28, отсчитавшего время последнего цикла, срабатывает реле 21. Однако, в данном случае, из всех цепей, коммутируемых контактами реле 21, включается только первая цепь: контакт 20-электромагнит 4, масло через золотники 14, 15 и клапан 16 поступает в поршневую полость цилиндра 3. При этом гидрораспределитель клапана 16 перекрывает магистраль слива В, а пуансон 9 с этого момента движется вниз, до достижения заданного давления, завершающего прессование. При достижении заданного давления электроконтактный манометр 13 своим контактом 30 размыкает цепь питания электромагнитов 4 и 5, которые обесточиваются. Начинается выдержка обрабатываемого материала под давлением прессования. После указанной выдержки времени схемой пресса подается сигнал на раскрытие пресс-формы, после чего производят съем отпрессованного изделия и загрузку новой партии материала с проведением описанного выше процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования пластических и вязкоэластичных материалов и устройство для его осуществления | 1991 |
|
SU1779615A1 |
| ВИНТОВОЙ ВИБРОПРЕСС | 1993 |
|
RU2114736C1 |
| Гидропресс для прессования панелей | 1988 |
|
SU1574309A1 |
| Установка для прессования строительных изделий | 1990 |
|
SU1794022A3 |
| Способ прессования пластических и вязкоэластичных материалов | 1986 |
|
SU1404367A1 |
| Система управления гидропрессом | 1990 |
|
SU1766642A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| СПОСОБ ПРЕССОВАНИЯ ДЕТАЛЕЙ С ОТВЕРСТИЕМ НАЛОЖЕНИЕМ ВИБРАЦИИ СТЕРЖНЯ | 1998 |
|
RU2173237C2 |
| Устройство для прессования крупногабаритных заготовок | 1985 |
|
SU1276436A2 |
| Установка для горячего прессования порошков | 1980 |
|
SU921675A1 |
Сущность изобретения: прессуемый материал уплотняют с одновременным воздействием вибрации, далее циклически воздействуют на него вибрацией периодически уплотняя его, после чего воздействуют деформированием и выдержкой под давлением. Время приложения вибрации при циклическом воздействии выбирается в зависимости от вида прессуемого материала. Гидропресс для прессования включает станину, в которой размещены матрицы, подвижная плита с электромагнитным вибратором, на якоре которого размещен пуансон. Гидропресс содержит системы управления работой пресса, включающие гидросистему и электросхемы. 2 с. и 4 з.п. ф-лы, 4 ил.
| Способ прессования пластических и вязкоэластичных материалов | 1986 |
|
SU1404367A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
