со
05
давление прессования, обеспечивается оптимальный режим, позволяющий повысить производительность процесса.
Пример. На гидравлическом прессе усилием 100 тс в одногнездной пресс-форме компрессионного прессования формируются стандартные бруски (120 5Х ) мм из аминопласта МФВ: при вибра- ЦИ9ННОМ воздействии, осуществляемом электромагнитным вибратором. Навеска материалом.
Изобретение относится к области прессования пластических и вязкоэластичных масс и может быть использовано на предприятиях химической, электротехнической, приборостроительной и других отраслей промыщленности.
Цель изобретения - повышение качества получаемых изделий и производительности.
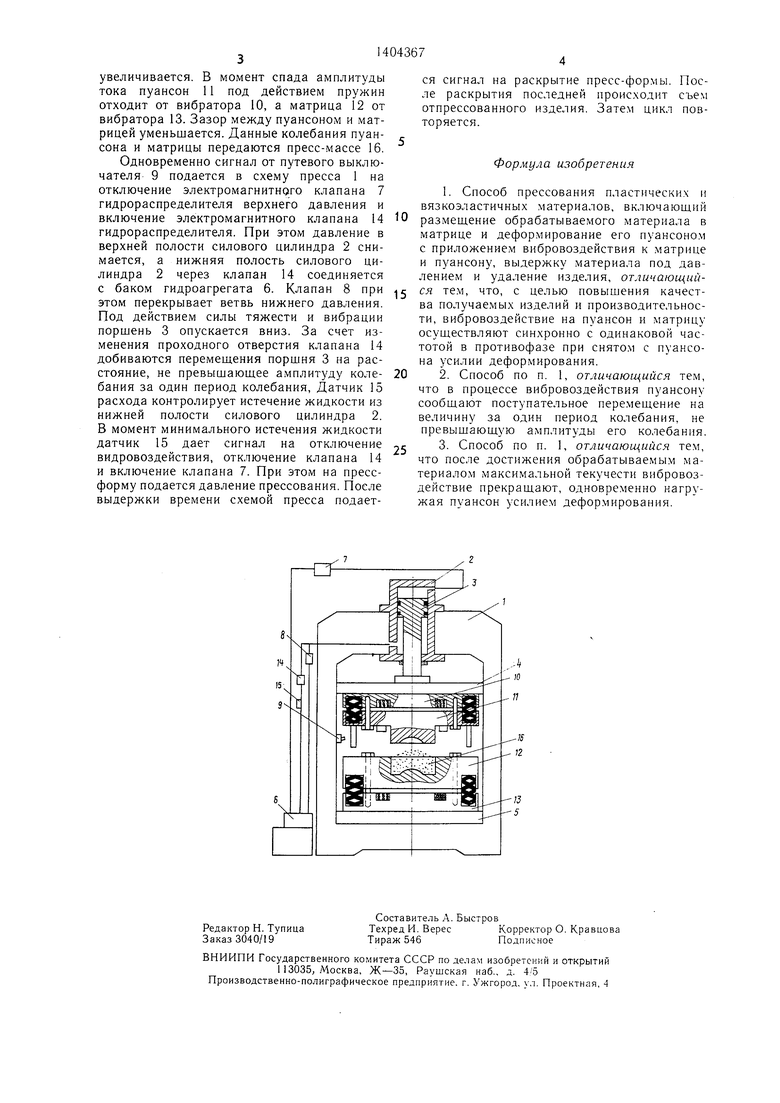
На чертеже схематично показано устройство, реализующее предлагаемый способ. fO Тз в виде таблетки, предварительно нагреСпособ осуществляют следующим обра-тая токами частоты, загружается в прессформу, после чего производится ее смыкание, причем с момента соприкосновения пуансона с материалом одновременно . „ ..вергаются вибровоздействию матрица и пуанфазе с момента соприкосновения пуансона сон при частоте 50 Гц и при снятии дав- с материалом. Давление прессования сни-ления прессования. В процессе вибровозмается. Пуансон под действием силы тя-действия пуансон перемещается вниз, прохожести и вибрации перемещается вниз, дя за один период колебания расстояние, проходя за один период колебания рас- не превыщающее амплитуду колебания, стояние, не превыщающее амплитуду коле- 20 - - Д- 1Ительность вибровоздейст- бания. Момент окончания вибровоздействиявия составляет 1,5-2 с, а момент оконОпределяется по сигналу датчика, контро- чания вибровоздействия определяется по сиг- Лирующего перемещение пуансона с одновре-налу датчика, контролирующего перемещеменной подачей давления на прессование.ние пуансона, после чего производится поВибрация пуансона и матрицы с одина-дача давления на прессование. Температуковой частотой в противофазе способствует 25 ра прессования составляет 165±5°С, а давление 120 кгс/см. Отформованные образПрессуют материал, при этом матрицу :И пуансон подвергают вибровоздействию синхронно с одинаковой частотой в противоинтенсивному удалению летучих и газов при максимальной реализации возможностей вибровоздействия, так как в .момент максимума амплитуды вибрации пуансон и матрица сблил аются и частицы пресс-материа
цы имеют хорощую глянцевую поверхность и высокие показатели механической прочности. Значение ударной вязкости составляет 5,73 кДж/м- (по ГОСТу ударная
jia подвергаются воздействию усилия вибра-- вязкость не менее 3,9 кДж/м).
ции, а в момент минимума амплитуды вибрации пуансон и матрица расходятся, образуя зазор, позволяющий интенсивно отводить газообразные продукты. Снятие давления прессования с момента соприкосновения пуансона с материалом и перемещение пуансона под действием силы тяжести и вибрации на расстояние, не превыщающее амплитуду колебания за один период колебания, позволяет обеспечить кон35
Способ может быть реализован с помощью устройства, которое состоит из пресса 1, в состав которого входит силовой цилиндр 2 с порщнем 3, верхняя плита 4, нижняя плита 5, гидроагрегат б, электромагнитные клапаны 7 и 8 гидрораспределителей верхнего и нижнего давления, путевой выключатель 9 промежуточного положения пуансона. К верхней плите 4 пресса 1 крепится вибратор 10 (например.
тактирование с частотой вибрации пуан- 40 электромагнитный) пуансон П. К нижней сона с материалом, способствует уплот-плите 5 пресса 1 крепится матрица 12 и вибратор 13. В ветвь нижнего давления врезается дополнительный электромагнитный клапан 14 гидрораспределителя с датчиком 15 расхода.
нению материала и интенсивной передаче вибрации через пуансон и матрицу в течение всего цикла вибровоздействия. Одновременно с этим за счет малых усилий, передаваемых во время вибрации пресс- материалу, уменьщается разрущение образующихся химических связей, и образующаяся трехмерная полимерная сетка оказывается менее дефектной, за счет чего
ратор 13. В ветвь нижнего давления врезается дополнительный электромагнитный клапан 14 гидрораспределителя с датчиком 15 расхода.
Устройство работает следующим образом.
В матрицу 12 загружается пресс-масса 16. Путевой выключатель 9 настраивается на срабатывание в момент касания пуансона 11 пресс-массы 16. Вклюне возникают перенапряженные участки,сп чается гидроагрегат 6 и подается команда что в конечном итоге сказывается как на на смыкание пресс-фор.мы. В момент сраба- улучщении внещнего вида изделия, так итывания путевого выключателя 9 подается на улучщении долговременных прочностныхнапряжение переменного тока на вибрато- характеристик. В связи с тем, что мо-ры 10 и 13. Напряжение подается одно- мент окончалия вибровоздействия опреде-вре.менно одинаковой чатоты. При этом в ляется по сигналу датчика, контролирую-55 момент нарастания амплитуды тока пуан- щего пере.мещение пуансона, и соответст-сон II притягивается к вибратору 10, вует достижению минимальной вязкостиа матрица 12 притягивается к вибратору 13. пресс-материала, после чего набирается3)азор между матрицей 12 и пуансоном 11
давление прессования, обеспечивается оптимальный режим, позволяющий повысить производительность процесса.
Пример. На гидравлическом прессе усилием 100 тс в одногнездной пресс-форме компрессионного прессования формируются стандартные бруски (120 5Х ) мм из аминопласта МФВ: при вибра- ЦИ9ННОМ воздействии, осуществляемом электромагнитным вибратором. Навеска материа Тз в виде таблетки, предварительно нагрецы имеют хорощую глянцевую поверхность и высокие показатели механической прочности. Значение ударной вязкости составляет 5,73 кДж/м- (по ГОСТу ударная
вязкость не менее 3,9 кДж/м).
вязкость не менее 3,9 кДж/м).
Способ может быть реализован с помощью устройства, которое состоит из пресса 1, в состав которого входит силовой цилиндр 2 с порщнем 3, верхняя плита 4, нижняя плита 5, гидроагрегат б, электромагнитные клапаны 7 и 8 гидрораспределителей верхнего и нижнего давления, путевой выключатель 9 промежуточного положения пуансона. К верхней плите 4 пресса 1 крепится вибратор 10 (например.
электромагнитный) пуансон П. К нижней плите 5 пресса 1 крепится матрица 12 и вибэлектромагнитный) пуансон П. К нижней плите 5 пресса 1 крепится матрица 12 и вибратор 13. В ветвь нижнего давления врезается дополнительный электромагнитный клапан 14 гидрораспределителя с датчиком 15 расхода.
Устройство работает следующим образом.
В матрицу 12 загружается пресс-масса 16. Путевой выключатель 9 настраивается на срабатывание в момент касаувеличивается. В момент спада амплитуды тока пуансон 11 под действием пружин отходит от вибратора 10, а матрица 12 от вибратора 13. Зазор между пуансоном и матрицей уменьшается. Данные колебания пуансона и матрицы передаются пресс-массе 16. Одновременно сигнал от путевого выключателя 9 подается в схему пресса 1 на отключение электромагнитного клапана 7 гидрораспределителя верхнего давления и
ся сигнал на раскрытие пресс-формы. После раскрытия последней происходит съем отпрессованного изделия. Зате.м цикл повторяется.
Формула изобретения
. Способ прессования пластических и вязкоэластичных материалов, включающий
включение электромагнитного клапана 14 Ю размещение обрабатываемого материала в гидрораспределителя. При этом давление вматрице и деформирование его пуансоном
верхней полости силового цилиндра 2 сни-с приложением вибровоздействия к матрице
мается, а нижняя полость силового ци-и пуансону, выдержку материала под давлиндра 2 через клапан 14 соединяетсялением и удаление изделия, отличшощийс баком гидроагрегата 6. Клапан 8 при ся тем, что, с целью повыщения качест- этом перекрывает ветвь нижнего давления.ва получаемых изделий и производительносПод действием силы тяжести и вибрации
порщень 3 опускается вниз. За счет изменения проходного отверстия клапана 14 добиваются перемещения поршня 3 на расстояние, не превышающее амплитуду коле- 20 бания за один период колебания. Датчик 15 расхода контролирует истечение жидкости из нижней полости силового цилиндра 2. В момент минимального истечения жидкости датчик 15 дает сигнал на отключение видровоздействия, отключение клапана 14 и включение клапана 7. При этом на пресс- форму подается давление прессования. После выдержки времени схемой пресса подает25
ти, вибровоздействие на пуансон и матрицу осуществляют синхронно с одинаковой частотой в противофазе при снятом с пуансона усилии деформирования.
2.Способ по п. 1, отличающийся тем, что в процессе вибровоздействия пуансону сообщают поступательное перемещение на величину за один период колебания, не превышающую амплитуды его колебания.
3.Способ по п. 1, отличающийся тем, что после достижения обрабатываемым материалом максимальной текучести вибровоздействие прекращают, одновременно нагружая пуансон усилием деформирования.
ся сигнал на раскрытие пресс-формы. После раскрытия последней происходит съем отпрессованного изделия. Зате.м цикл повторяется.
Формула изобретения
0
5
ти, вибровоздействие на пуансон и матрицу осуществляют синхронно с одинаковой частотой в противофазе при снятом с пуансона усилии деформирования.
2.Способ по п. 1, отличающийся тем, что в процессе вибровоздействия пуансону сообщают поступательное перемещение на величину за один период колебания, не превышающую амплитуды его колебания.
3.Способ по п. 1, отличающийся тем, что после достижения обрабатываемым материалом максимальной текучести вибровоздействие прекращают, одновременно нагружая пуансон усилием деформирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования пластических и вязкоэластичных материалов и устройство для его осуществления | 1991 |
|
SU1779615A1 |
| СПОСОБ ПРЕССОВАНИЯ ПЛАСТИЧЕСКИХ И ВЯЗКОЭЛАСТИЧНЫХ МАТЕРИАЛОВ В ПРЕСС-ФОРМЕ ГИДРОПРЕССА И ГИДРОПРЕСС ДЛЯ ИХ ПРЕССОВАНИЯ | 1992 |
|
RU2042524C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2007 |
|
RU2356738C2 |
| ВИБРОПРЕСС И СПОСОБ ВИБРОПРЕССОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2007 |
|
RU2353514C1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2040396C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2006 |
|
RU2334619C2 |
| СПОСОБ ПРЕССОВАНИЯ ДЕТАЛЕЙ С ОТВЕРСТИЕМ НАЛОЖЕНИЕМ ВИБРАЦИИ СТЕРЖНЯ | 1998 |
|
RU2173237C2 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Устройство для прессования крупногабаритных заготовок | 1983 |
|
SU1161243A1 |
Изобретение относится к прессованию пластических и вязкоэластичных материалов. Целью изобретения является повышение качества получаемых изделий и производительности процесса. Подвергают вибровоздействию матрицу и пуансон синхронно с одинаковой частотой в противо- фазе с момента соприкосновения его с материалом. Давление прессования снимается. Пуансон под действием силы тяжести и вибрации перемещается вниз, проходя за один период колебания расстояние, не превышающее амплитуду колебания. Момент окончания вибровоздействия определяется по сигналу датчика, контролирующего перемещение пуансона с одновременной подачей давления на прессование. С прекращением вибровоздействия одновременно нагружают пуансон усилием деформирования. В процессе реализации способа обеспечивается интенсификация прессования. 2 з.п. ф-лы, 1 ил.
| Система питания вспомогательных конденсаторных асинхронных двигателей на электровозах однофазно-постоянного тока | 1960 |
|
SU147221A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
