Изобретение относится к порошковой металлургии, в частности к способам формования деталей в закрытых пресс-формах.
Одним из основных недостатков процесса прессования в закрытых пресс-формах является необходимость применения высоких давлений. Применение вибрации при прессовании позволяет снизить давление прессования в десятки раз.
Известны два вида вибрационного прессования, которые отличаются характером передачи вибрации на порошок, по схемам: "вибрирующего контейнера" и "вибрирующих пуансонов" (Л. И. Клячко и др. "Оборудование и оснастка для формования порошковых материалов", Москва, "Металлургия", 1986 г., стр.20). Вибрационное прессование значительно облегчает изготовление изделий сложной формы. Доказано, что порошковая масса при вибрировании приобретает свойства вязкой жидкости и в соответствии с законом Паскаля заполняет формы различной сложности вблизи вибрирующей поверхности.
Известен еще более эффективный способ уплотнения порошка путем применения одновременной вибрации матрицы и пуансонов (С.С.Кипарисов, Г.А.Либенсон, "Порошковая металлургия", Москва, "Металлургия", 1991 г., стр.328).
Известные способы хорошо уплотняют прессуемый порошок вблизи стенок матрицы и внутри прессуемой детали. Но при формовании деталей с отверстием, тем более сложной формы, уплотнение вдоль стержня оказывается недостаточным по причине возникновения арочного эффекта в засыпаемом порошке.
Задача изобретения - обеспечить уплотнение металлического порошка прессуемой детали со сложным отверстием.
Для решения поставленной задачи в способе прессования деталей с отверстием из металлических порошков с наложением вибрации в пресс-форме с закрытой матрицей и формообразующим стержнем при заполнении пресс-формы порошком проводят наложение вибрации непосредственно на стержень.
Вследствие этого происходит разрушение арок и мостиков в засыпаемом порожке вблизи стержня сложного профиля, выравнивание насыпной плотности порошка по сечению засыпочного окна пресс-формы, получение детали равномерной плотности.
Преимущество способа особенно эффективно при прессовании деталей с разветвленной поверхностью отверстия.
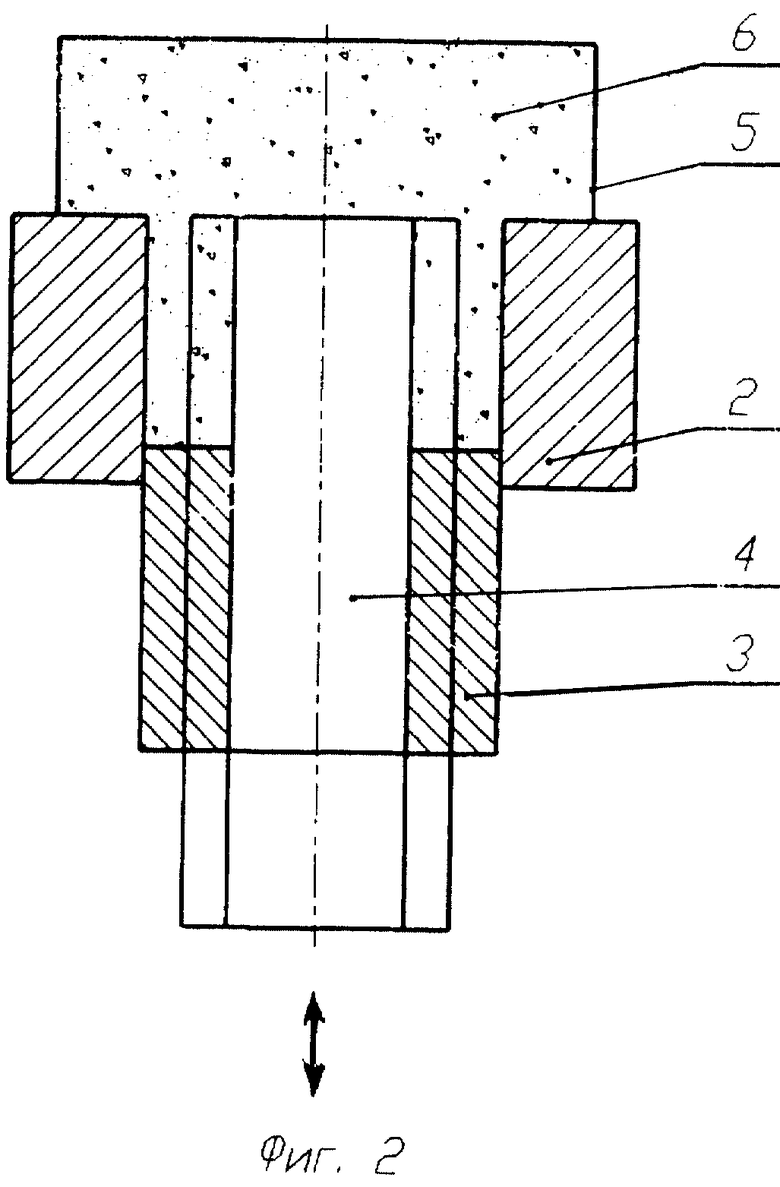
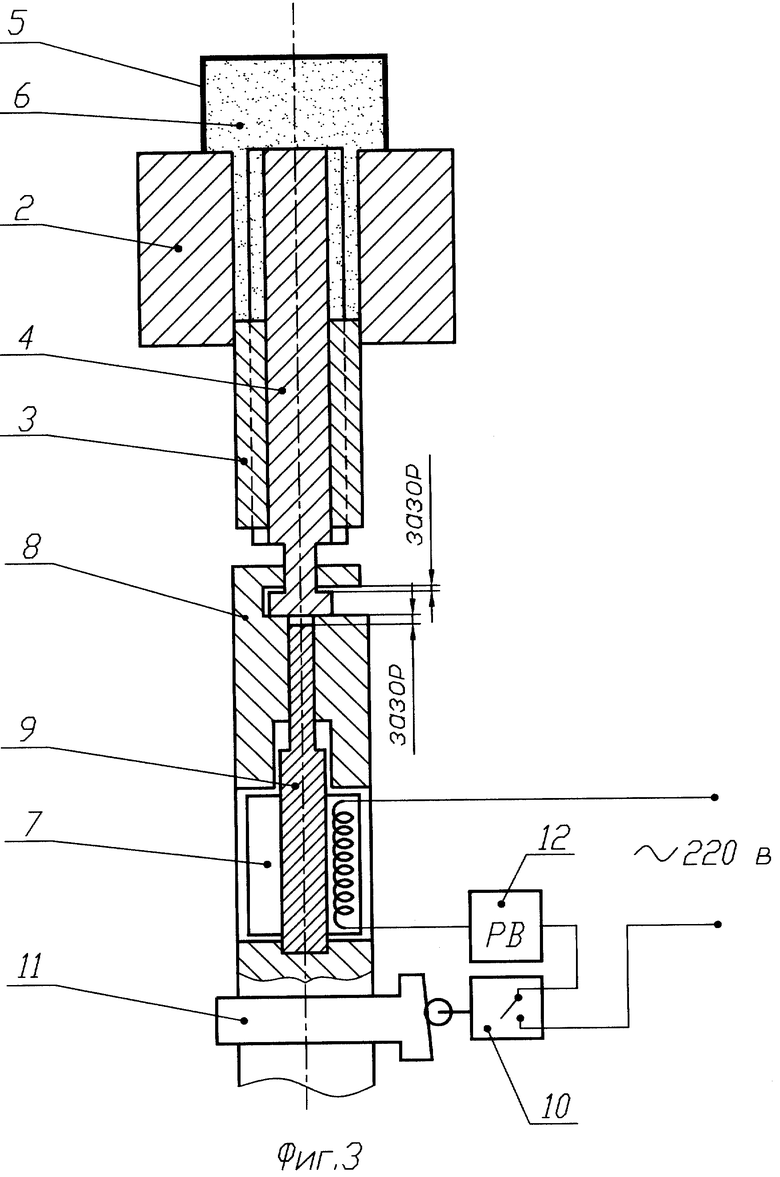
На фиг. 1 изображена типовая деталь со сложной поверхностью отверстия. На фиг. 2 показан процесс заполнения пресс-формы порошком.
Способ прессования детали 1 осуществлен в пресс-форме состоящей из матрицы 2, пуансона нижнего 3, стержня 4, питателя 5 с порошком 6.
Процесс изготовления детали со сложным отверстием осуществлен при прессовании коллектора электродвигателя 1, фиг. 1, в пресс-форме, фиг. 2. В момент заполнения порошком 6 из питателя 5 полости, ограниченной матрицей 2, нижним пуансоном 3 и стержнем 4, на стержень накладывается вибрация (показана стрелками).
Вибрация может накладываться как в осевом, так и в боковом направлении стержня. Частота и амплитуда может меняться от свойств металлического порошка. Вибрация стержня может применяться одновременно с вибрацией матрицы и пуансонов.
По предлагаемому способу с применением объемного дозирования порошка в полость пресс-формы получены медные коллекторы электродвигателя с равномерной плотностью и стабильным весом.
Прессование производилось на пресс-автомате К-8130 в автоматическом режиме. Вибрация на стержень передавалась в осевом направлении от электрического магнита 7 типа МИС усилием 6 кг, встроенного в держатель стержня 8, фиг. 3. Сердечник 9 электрического магнита колебался с частотой 50 Гц при подключении по специальной электрической схеме к сети 220 B, амплитуда колебания регулировалась зазором в креплении стержня 4 в держателе стержня 8. Включение электрического магнита происходило электрическим конечным выключателем 10, срабатывающим от прикосновения со специальным кронштейном 11, расположенным на держателе стержня 8. Срабатывание происходило в момент касания кронштейна 11 с выключателем 10 при движении стержня 4 по циклограмме пресса "на прострел" в матрицу 2 после засыпки порошка 6 из питателя 5. Время вибрации регламентировалось временем подачи электрического напряжения на электрический магнит 7, которое регулировалось через реле времени 12.
В процессе прессования были получены детали как с подключенным вибратором, так и без него. Без вибратора глубина засыпки порошка в матрицу оказалась на 13% больше. Разница в весе деталей достигала 4,35%. При подключении вибратора разница веса деталей составила не более 1,3%. Уменьшение глубины засыпки позволило сократить на такую же величину (13%) размеры пресс-инструмента.
Способ применен при изготовлении нескольких тысяч заготовок электрических коллекторов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКИЙ ПРЕСС-АВТОМАТ ДЛЯ ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ С ОТВЕРСТИЕМ В СЕЧЕНИИ СЛОЖНОЙ ФОРМЫ | 2008 |
|
RU2388577C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| СПОСОБ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 2007 |
|
RU2364468C1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ СПЕЧЕННЫХ ДЕТАЛЕЙ НА ОДНООСНОМ ПРЕССЕ | 1998 |
|
RU2156179C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2025214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2198070C2 |
Изобретение относится к порошковой металлургии, в частности к способам формования деталей из металлических порошков в закрытых пресс-формах с наложением вибрации. Способ заключается в том, что при прессовании деталей с отверстием при заполнении пресс-формы порошком проводят наложение вибрации непосредственно на формообразующий стержень. Порошковая масса при вибрировании приобретает свойства вязкой жидкости и в соответствии с законом Паскаля заполняет формы различной сложности вблизи вибрирующей поверхности. Способ позволяет получить детали со сложным отверстием равномерной плотности. 3 ил.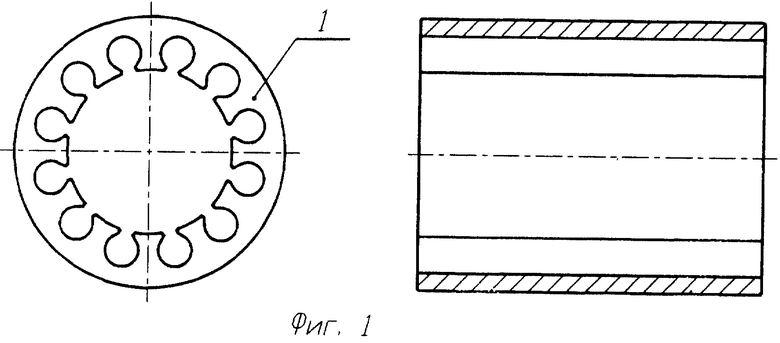
Способ прессования деталей с отверстием из металлических порошков с наложением вибрации в пресс-форме с закрытой матрицей и формообразующим стержнем, отличающийся тем, что при заполнении пресс-формы порошком проводят наложение вибрации непосредственно на стержень.
| Устройство для вибрационного прессования металлокерамических материалов | 1973 |
|
SU461799A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 1990 |
|
RU2007272C1 |
| GB 1236846, 23.06.1971 | |||
| Эмаль | 1973 |
|
SU450784A1 |
