Изобретение относится к переработке пластических и вязкоэластичных масс, в частности к вибропрессованию, и может быть использовано на предприятиях химической, электротехнической, приборостроительной и других отраслях промышленности.
При прессовании пластических масс для снижения давления формования, улучшения качества прессованных изделий, повышения,производительности технологического процесса применяют виб- ровоэдействие на формуемый материал Вибрация пресс-массе передается одним из элементов оборудования матрицей или пуансоном после смыкания полуформ
Известен способ прессования пластических и вязкопластичных материалов, выбранный в качестве прототипа, заключающийся в том, что в процессе прессования вибровоздействия на пуансон и
матрицу осуществляют синхронно с одинаковой частотой в противофазе при снятом с пуансона усилии деформирования, причем пуансону за счет силы тяжести, вибрации и изменения проходного отверстия гидроклапана сообщают поступательное перемещение на величину за один период колебания, не превышающую амплитуду его колебания, а после достижения материалом максимальной текучести вибровоздействие прекращают, одновременно нагружая пуансон полным усилием деформирования.
Известное устройство для прессования пластических и вязкоэластичных материалов содержит пресс гидравлический с установленной на нем пресс-формой с электромагнитными вибраторами.
Недостатком известных способов и устройства является недостаточная эффективность вибровоздействия в связи г тем что
ч|
о
ON СЛ
давление на материал (равное весу верхней полуформы и поршня) незначительно и уплотнение материалом происходит за счет вибровоздействия, реализуется только на равных стадиях запрессовки. При повышении давления за счет гидравлики происходит смыкание виброзазора и соответственно прекращается вибровоздействие. Учитывая неоднородность партии прессуемого материала затруднительно подобрать режим гидравлической схемы, при котором подача поршня обеспечивалась бы на расстояние, не превышающее амплитуду колебания за один период колебания.
Цель изобретения - повышение эффективности процесса вибровоздействия за счет изменений усилий прессования в зависимости от уплотнения материала вибровоздействием.
Поставленная цель достигается тем, что в способе прессования пластических и вяз- коэластичных материалов, включающем размещение обрабатываемого материала в матрице и деформирование его пуансоном с приложением вибровоздействия синхронно к матрице и пуансону с одинаковой час- тотой и противофазе при снятом с пуансона усилии деформирования, сообщении пуансону в процессе вибровоздействия поступательного перемещения на величину за один период колебания, не превышающую амплитуду его колебания, а также сообщение пуансону усилия деформирования повышающегося до максимального усилия развиваемого вибратором до и после уплотнения материала за счет вибровоздействия и высвобождения усилий, а при отсутствии даль- нейшего уплотнения материала и высвобождения усилий за счет вибровоздействия, пуансону сообщают полное усилие деформирования.
Поставленная цель достигается также тем, что в устройстве для прессования пластических и вязкоэластичных материалов, содержащем гидравлический пресс со схемой управления и установленной на нем пресс-формой с электромагнитным вибратором, электромагнитный вибратор снабжен контактной системой, состоящей из двух подпружиненных контактных пар, соединенных со схемой управления прессом, одна из которых предназначена для контроля максимального зазора электромагнитного вибратора, а другая - минимального зазора.
Предлагаемый способ отличается тем. что усилие деформирования, сообщаемое пуансону, повышается до максимального усилия развиваемого вибратором, а после уплотнения материала за счет вибровоздействия с высвобождением усилий вновь повышается до максимального усилия/развиваемого вибратором, а полное усилие деформирования передается пуансону, если не происходит уплотнение материала и высвобождение усилий за счет вибровоздействия.
Предлагаемое устройство отличается тем, что оно снабжено контактной системой,
0 установленной на электромагнитном вибраторе, состоящей из двух контактных пар, соединенных со схемой управления прессом, одна из которых контролирует макси- мальный зазор электромагнитного
5 вибратора, а вторая минимальный зазор.
Именно наличие контактной системы, установленной на электромагнитном вибраторе позволяет контролировать возникающие усилия, доводить их до заданных по
0 способу значений.
Сущность изобретений заключается в следующем.
В момент смыкания пресс-формы при возникновении усилий деформирования ма5 териала, превышающих максимальное усилие вибратора, вследствие чего происходит сужение виброзазора, контактная система, контролирующая состояние виброзазора вырабатывает команду на гидросхему прес0 са, прекращающую наращивание усилий, а после восстановления виброзазора, за счет уплотнения материала вибровоздействием, контактная система вырабатывает команду на гидросхему пресса на наращивание уси5 лия до максимального усилия вибратора. Процесс вибропрессования длится до момента, при котором не происходит уплотнение материала и высвобождение усилий за счет вибровоздействия, после чего пуансо0 ну передается полное усилие деформирования.
П р и м е р. На гидравлическом прессе усилием 100 тс в одногнездной пресс- форме компрессионного прессования
5 формируются стандартные бруски
(120 ±а5Х15 ±а5Х10 ±а5) из аминопласта МФВ{ при вибрационном воздействии, осуществляемом электромагнитным вибратором, оснащенным контактной системой, соединенной со схемой пресса. Навеска материала в виде таблетки загружается в пресс-форму, после чего производится ее смыкание, причем с момента соприкосновения пуансона с материалом включается вибратор. При манометрическом давлении 30 кгс/см происходит сужение виброзазора и контактная система дает команды на отключение гидроклапана пресса. Высвобождение усилий и раскрытие виброзазора
0
происходит через 1 с после чего контактная система выдает команду в схему пресса на включение гидроклапана. Пуансону опять сообщается усилие деформирования. После 5-7 циклов (в зависимости от партий мате- риала) уплотнение материала не происходит и вырабатывается команда на подачу полного усилия деформирования. Длительность вибровоздействия составила 5- 7 с. Температура прессования составляет 165 ±5°С, давление 80 кгс/см2. Отформованные образцы имеют хорошую глянцевую поверхность и высокие показатели механической прочности. Значение ударной вязкости составляет 6,5 кДж/м (по ГОСТу ударная вязкость не менее 3,9 кДж/м2).
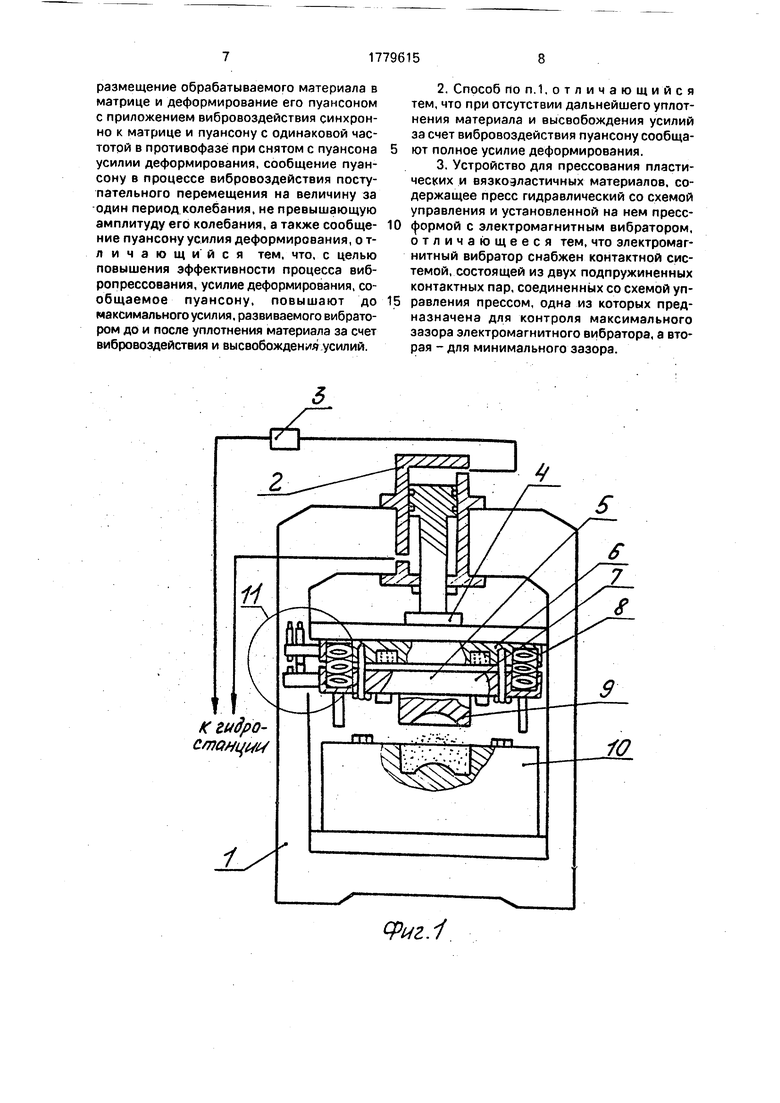
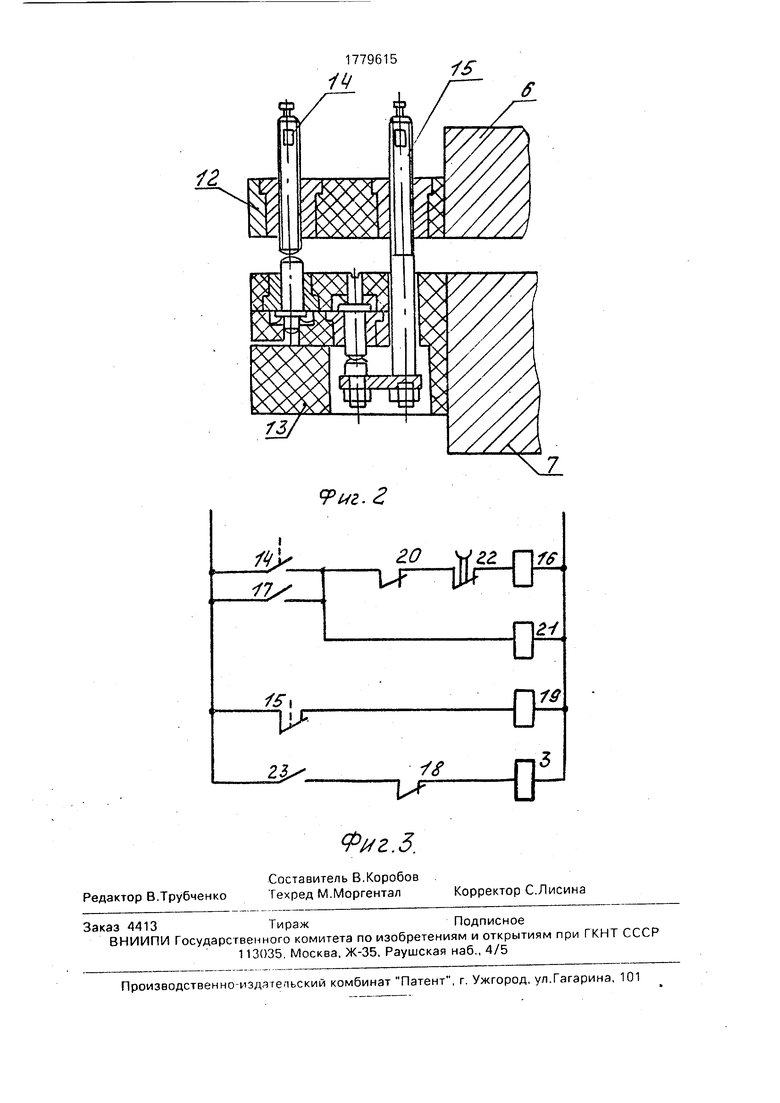
На фиг.1 изображено предлагаемое устройство, вертикальнбе сечение; на фиг.2 - контактная система, вертикальное сечение; на фиг.3 - схема управления,
Предлагаемое устройство (фиг.1) содержит гидравлический пресс 1 с силовым цилиндром 2, в верхнюю полость которого через электромагнитный гидрораспределитель 3 подается масло. К ползуну 4 гидрав- лического пресса 1 крепится электромагнитный вибратор 5, состоящий из неподвижной 6 и подвижной 7 плиты, между которыми установлены пакеты тарельчатых пружин 8. К подвижной плите 7 крепится верхняя полуформа 9. Нижняя полуформа 10 установлена на стол пресса 1. К боковой грани электромагнитного вибратора 5 крепится контактная система 11, состоящая из корпуса 12 (фиг.2), закрепленного на боковой грани неподвижной плиты 6 и несущего два контакта, корпуса 13, закрепленного на боковой грани подвижной плиты 7 и несущего два подпружиненных контакта. Контакты расположены соосно и образуют первую контактную пару 14, замыкающуюся при минимальном виброзазоре, и вторую контактную пару 15, размыкающуюся при сужении виброзазора. Схема управления (фиг.З) содержит реле 16 с контактами 17, реле 19 с контактом 20, реле 21 времени с контактом 22. Электромагнитный гидрораспределитель 3 и контакт 23 являются принадлежностью схемы управления пресса 1. При замыкании кон- такта 23 срабатывает электромагнитный гидрораспределитель 3 и в верхнюю полость силового цилиндра 2 поступает масло.
Предлагаемое устройство работает следующим образом.,
В нижнюю полуформу 10 загружают прессуемый материал и дают команду контактам 23 иа электромагнитный гидрораспределитель 3 и верхнюю полость силового цилиндра 2 поступает масло и ползун 4
пресса 1 опускается вниз. При подходе к прессуемому материалу включается электромагнитный вибратор 5 и под действием вибрации и давления происходит уплотнение материала. При возрастании давления прессования пакеты тарельчатых пружин 8 электромагнитного вибратора 5 сжимаются, а виброзазор между неподвижной 6 и подвижной 7 плитами уменьшается, при этом вторая контактная пара 15 размыкается, обесточивая реле 19, которое своим контактом 20 подготавливает цепь питания реле 16 При дальнейшем возрастании давления виброзазор между неподвижной 6 и подвижной 7 плитами еще более уменьшается и замыкается первая контактная пара 14, которая замыкает цепь питания реле 16, одновременно подается напряжение на реле времени 21. Реле 16 срабатывает и своим контактом 17 блокирует первую контактную пару 14, а контактом 18 разрывает цепь питания электромагнитного гидрораспределителя 3. Ползун 4 останавливается, а за счет продолжающейся вибрации материал уплотняется и виброзазор восстанавливается, при этом замыкается вновь вторая контактная пара 15, срабатывает реле 19 и разрывает контактом 20 цепь реле 16. Своим контактом 17 реле 16 разблокирует первую контактную пару 14, а контактом 18 замыкает цепь электромагнитного гидрораспределителя 3. В верхнюю полость силового цилиндра 2 вновь поступает масло и давление на материал возрастает. В дальнейшем цикл работы повторяется. При достижении момента вибропрессования, когда не происходит уплотнение материала под действием вибрации, т.е. виброзазор не восстанавливается и не происходит замыкание второй контактной пары 15, срабатывает реле 21 времени, которое контактом 22 разрывает цепь реле 16, контакт 18 которого замыкает цепь электромагнита гидрораспределителя 3, и допрессовка материала идет до заданного давления.
Применение предлагаемого способа и устройства для прессования пластических и вязкопластичных материалов, а именно снабжение его системой управления, взаимосвязывающей давление прессования с усилиями, возникающими на электромагнитном вибраторе 5, позволяет повысить эффективность процесса прессования. В результате повышается качество изделия, снижается давление прессования, уменьшается выдержка изделий в пресс-форме под давлением.
Формула изобретения 1. Способ прессования пластических и вязкоэластичных материалов включающий
размещение обрабатываемого материала в матрице и деформирование его пуансоном с приложением вибровоздействия синхронно к матрице и пуансону с одинаковой частотой в противофазе при снятом с пуансона усилии деформирования, сообщение пуансону в процессе вибровоздействия поступательного перемещения на величину за один период колебания, не превышающую амплитуду его колебания, а также сообщение пуансону усилия деформирования, о т- личающийся тем, что, с целью повышения эффективности процесса вибропрессования, усилие деформирования, сообщаемое пуансону, повышают до максимального усилия, развиваемого вибратором до и после уплотнения материала за счет вибровоздействия и высвобождения усилий.
2.Способ по п. 1,отличающийся тем, что при отсутствии дальнейшего уплотнения материала и высвобождения усилий за счет вибровоздействия пуансону сообщают полное усилие деформирования.
3.Устройство для прессования пластических и вязкоэластичных материалов, содержащее пресс гидравлический со схемой управления и установленной на нем прессформой с электромагнитным вибратором, отличающееся тем, что электромагнитный вибратор снабжен контактной системой, состоящей из двух подпружиненных контактных пар, соединенных со схемой управления прессом, одна из которых предназначена для контроля максимального зазора электромагнитного вибратора, а вторая - для минимального зазора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПЛАСТИЧЕСКИХ И ВЯЗКОЭЛАСТИЧНЫХ МАТЕРИАЛОВ В ПРЕСС-ФОРМЕ ГИДРОПРЕССА И ГИДРОПРЕСС ДЛЯ ИХ ПРЕССОВАНИЯ | 1992 |
|
RU2042524C1 |
| Способ прессования пластических и вязкоэластичных материалов | 1986 |
|
SU1404367A1 |
| ВИБРОПРЕСС И СПОСОБ ВИБРОПРЕССОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2007 |
|
RU2353514C1 |
| ВИНТОВОЙ ВИБРОПРЕСС | 1993 |
|
RU2114736C1 |
| СПОСОБ ОБЪЕМНОГО ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2572268C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| ТРАНСФОРМИРУЕМАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2038209C1 |
| УСТРОЙСТВО ДЛЯ ВИБРОПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2016765C1 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2111809C1 |
Сущность изобретения: способ прессования осуществляют путем размещения обрабатываемого материала в матрице и деформирования его пуансоном с приложением вибровоздействия синхронно к матрице и пуансону с одинаковой частотой в про- тивофазе. В процессе вибровоздействия пуансону сообщают поступательное перемещение, а также усилие деформирования, которое повышаютДо максимального усилия, развиваемого вибратором до и после уплотнения материала за счет вибровоздействия. Устройство для прессования содержит гидравлический пресс со схемой управления и пресс-формой с электромагнитным вибратором, который снабжен системой из двух подпружиненных контактных пар, соединенных со схемой управления пресса. Одна из контактных пар контролирует минимальный, а другая - максимальный зазоры электромагнитного вибратора. 2 с.и 1 з.п. ф-лы, 3 ил. fe
к гидроС/7ЮНЦМ
5
epuz.i
иг. г
iS
V7
| Способ прессования пластических и вязкоэластичных материалов | 1986 |
|
SU1404367A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
