Изобретение относится к наплавке самофлюсующих порошковых материалов на рабочую поверхность деталей с применением высокотемпературных источников тепла.
Известен способ наплавки порошковых материалов, основанный на применении высококонцентрированного электромагнитного излучения, например, сфокусированного излучения лазера (см. кн. У.Дьюли "Лазерная технология и анализ материалов. М. "Мир", 1986 г, с. 113-135; "Промышленное применение лазера" под редакцией Г. Кебнера пер. с английского. М. "Машиностроение", 1988, с. 30-36). Преимущество применения энергии лазерного излучения для оплавления порошковых самофлюсующих сплавов позволяет обеспечить оплавление порошка и образование прочного сцепления покpытия с основой без объемного разогрева напыляемого изделия и, соответственно, без коробления деталей любой конфигурации. Образующийся в результате локального быстрого термического воздействия переходный слой основа покрытие выполняет роль барьера, препятствующему интенсивному переносу химических элементов основы в наплавляемое покрытие, что устраняет вышеуказанный недостаток газотермического напыления. К недостаткам лазерного оплавления относится низкая производительность, высокая стоимость наплавки, необходимость обеспечения весьма прочного предварительного сцепления порошка с основой, ограничения по толщине напыленного слоя вследствие его низкой эффективной теплопроводности. Известен также способ обработки газотермических покрытий из самофлюсующихся сплавов (см. а. с. N 1359337). Однако этот способ весьма сложен в реализации, особенно для изделий сложной формы и больших размеров. Кроме того вышеуказанный способ ухудшает исходные технологические свойства покрытий. Значительный нагрев напыляемых изделий приводит к образованию оксидов металлов, испарению компонентов напыляемого порошка, ускорению диффузионных процессов переноса химических элементов основы в расплавленный порошковый слой, что снижает технологические свойства полученных таким образом покрытий.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа способ напыления порошковых материалов (см. Хасуй А, О.Моригаки. Наплавка и напыление. М. Машиностроение, 1985 г, с. 136), в процессе которых высокая прочность сцепления покрытия с основой достигается или при одновременном нанесении порошка и его оплавлении, или при последующем оплавлении предварительно нанесенного порошкового покрытия.
Основным недостатком указанного способа является то, что для достижения необходимого уровня адгезии покрытия с основным металлом температура подложки должна быть не менее температуры плавления напыляемого порошка ( ≈ 1273К). Практически высокое качество сцепления достигается при температуре контакта на 100-200оС ниже температуры плавления металлической основы. Нагрев восстанавливаемых и упрочняемых изделий сложной формы до таких температур приводит, как правило, к их короблению, особенно этот недостаток проявляется при наплавлке широко применяемых в технике коленчатых, распределительных валов, эксцентриков и др.
Цель изобретения значительное снижение температуры в зоне контакта слоев системы "покрытие-основа" в процессе формирования покрытия, увеличения производительности и снижения стоимости наплавки, сохранения исходных технологических свойств полученных покрытий.
Поставленная цель достигается тем, что процесс формирования покрытия осуществляют комбинированным способом, включая наплавку первого порошкового слоя лазерным излучением, а дальнейшее увеличение толщины направленного слоя производят газопламенным способом.
По имеющимся у авторов сведениям, совокупность существенных признаков, характеризующих сущность заявляемого изобретения не известна из уровня техники, что позволяет сделать вывод о соответствии изобретению критерию "Новизна".
По мнению авторов, сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, т.к. из него не выявляется вышеуказанное влияние на получаемый технический результат новое свойство объекта совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "Изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения в принципе может быть многократно использована в области направки самофлюсующих порошковых материалов на рабочую поверхность деталей с применением высокотемпературных источников тепла с получением технического результата, заключающегося в сохранении исходных технологических свойств полученных покрытий, обуславливающего обеспечение достижения поставленной цели значительное снижение температуры в зоне контакта слоев системы "покрытие основа" в процессе формирования покрытия, что позволяет сделать вывод о соответствии изобретения критерию "Промышленная применимость".
Предлагаемый способ наплавки металлических порошков осуществляется следующим образом.
Переходную зону системы "основа-покрытие" образуют лазерным оплавлением первого порошкового слоя с минимальным подплавлением поверхности основы с целью снижения напряжений и соответственно коробления деталей, а дальнейшее увеличение толщины наплавленного слоя газопламенным способом напыления и оплавления.
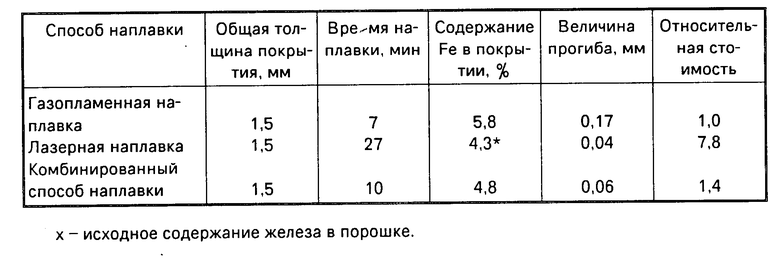
П р и м е р. Образцы, изготавливаемые из стали 45, диаметром 10 мм, длиной 250 мм, рабочая поверхность обработки 25 мм, подвергались комбинированному способу наплавки самофлюсующего порошка ПН70Х17 С4Р4. Степень деформации образцов оценивалось по величине их прогиба. Результаты приведены в таблице.
Как показали результаты опытной проверки, при использовании заявляемого способа обеспечивается достижение следующих показателей:
снижение стоимость работ по сравнению с лазерной наплавкой в 5,6 раза;
снижение деформации направляемого изделия по сравнению с газопламенной наплавкой в 3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВЕРХЗВУКОВОЙ ГАЗОПОРОШКОВОЙ НАПЛАВКИ ЗАЩИТНЫХ ПОКРЫТИЙ | 2007 |
|
RU2346077C2 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1990 |
|
RU2030472C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ИЗ САМОФЛЮСУЮЩИХСЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ИЗДЕЛИЯХ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 1997 |
|
RU2112815C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2299115C1 |
| СПОСОБ НАНЕСЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИДА ЖЕЛЕЗА НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ, РАБОТАЮЩИХ В УСЛОВИЯХ ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОВОЙ КОРРОЗИИ | 2021 |
|
RU2772342C1 |
| СПОСОБ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2312165C2 |
| Способ получения защитного покрытия | 2020 |
|
RU2741040C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2002 |
|
RU2234382C2 |
| Способ плазменного напыления износостойких покрытий толщиной более 2мм | 2017 |
|
RU2665647C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ МЕТОДОМ КОАКСИАЛЬНОЙ ЛАЗЕРНОЙ ОПЛАВКИ | 2011 |
|
RU2503740C2 |
Область применения: изобретение возможно использовать в области наплавки самофлюсующих порошковых материалов на рабочую поверхность деталей с применением высокотемпературных источников тепла для восстановления и упрочнения изношенных деталей технологического оборудования. Сущность изобретения: первый порошковый слой оплавляют излучением, а дальнейшее увеличение толщины покрытия производят газоплазменным способом. 1 табл.
СПОСОБ НАПЛАВКИ САМОФЛЮСУЮЩИХ ПОРОШКОВ, включающий нанесение порошка на изделия и последующее его оплавление, отличающийся тем, что наплавку первого порошкового слоя проводят лазерным излучением, а дальнейшее увеличение толщины наплавленного слоя производят газопламенным методом.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Халуй А., Моригаки О | |||
| Наплавка и напыление | |||
| М.: Машиностроение, 1985, с.136. | |||
