Изобретение относится к способам плазмохимической обработки стальных изделий сложных форм и может быть использовано для защиты металлических материалов и изделий, которые могут подвергаться воздействию твердых частиц в потоках газов или жидкости, а также находящихся в химически агрессивных средах.
Известен способ нанесения наноструктурированных износостойких электропроводящих покрытий из разнородных материалов, включающий подачу порошка в сверхзвуковой поток подогретого рабочего газа (например, воздуха) и нанесение его на металлическую поверхность изделия, для исключения межфазных границ, а также обеспечения изменения химического состава наносимого материала покрытия по линейной или логарифмической зависимости подачу порошков производят одновременно из двух или более автономно работающих дозаторов, причем плотность массового расхода порошка из первого дозатора увеличивают от 0,01 до 2,0 г/см см2, а плотность массового расхода порошка из второго дозатора соответственно уменьшают также по линейной или логарифмической зависимости от 2 до 0.01 г/см см2, обеспечивая тем самым изменение химического состава по толщине наносимого покрытия (патент РФ №2362839, опубл. 27.07.2009 г.).
Недостатком данного способа являются низкие прочностные характеристики покрытия, такие как адгезия, предел усталости.
Известен способ получения композиционных покрытий из порошковых материалов, включающий подготовку обрабатываемой поверхности посредством очистки, промывки и струйно-абразивной обработки, с последующей лазерной наплавкой порошкового материала в среде инертного газа, в качестве порошкового материала используют смесь из частиц титана и карбида кремния с размером 20-100 мкм в массовом соотношении 6:4 или 6:5, а процесс наплавки осуществляют при мощности лазера 4÷5 кВт, скорости сканирования лазерного луча 500÷700 мм/мин и расходе порошка 9,6÷11,9 г/мин (патент РФ №2542199, опубл. 20.02.2015 г.).
Недостатком данного способа является технологическая сложность процесса, требующая нагрева материала, хрупкость покрытий и изменение структурного состояния основы в результате нагрева.
Известен способ высокоскоростного газопламенного напыления многослойного композитного покрытия из порошковых материалов на металлическое изделие, отличающийся тем, что нижний слой покрытия наносят толщиной 100-150 мкм из механически активированного порошка Ni, средний слой - толщиной 500-900 мкм из механически активированного порошка с эффектом памяти формы на основе TiNiZr, а верхний слой толщиной 150-600 мкм из механически активированной смеси порошков из BN, В4С, Со, Ni, С при их соотношении, вес.%: BN 65-70, В4С 10-15, Со 8-10, Ni 4-7, С 1-3, затем проводят отжиг при температуре 850-1000°С в течение 1,5-2 часа, причем после нанесения среднего слоя осуществляют его поверхностное пластическое деформирование при нагревании в интервале температур мартенситного превращения на величину до 2-5% от толщины слоя, а механическую активацию порошков и высокоскоростное газопламенное напыление производят в защитной атмосфере (патент РФ №2625618, опубл. 17.07.2017).
Недостатком данного способа является технологическая сложность и долговременность процесса формирования покрытия. Вследствие чего снижается объем обрабатываемых изделий, что экономически невыгодно.
Известен способ получения защитного покрытия путем плазменного напыления никель - алюминиевого подслоя толщиной 50-100 мкм, нанесения слоя грунта на основе окиси кобальта (5,0-45,0 мас. %), сажи (0,05-2,0 мас. %) и фторопласта (54,95-93,0 мас. %) и затем нанесения верхнего слоя на основе фторопласта толщиной 160-300 мкм, причем грунт и верхний фторопластовый слой наносят при соотношении их толщин соответственно 1-1,5-2,0 (патент РФ №1455441, МПК B05D 1/08, 1/38, опубл. 10.02.1996 - прототип). При этом слой грунта формируют путем напыления в электростатическом поле в несколько приемов: сначала наносят слой толщиной 40-50 мкм, затем деталь помещают в камеру для оплавления нанесенного слоя при 240-250°С 20-25 мин. После этого производят нанесение следующих слоев грунта до получения толщины слоя 80-150 мкм.
Однако предложенная комбинация слоев покрытия не удовлетворяет необходимым требованиям (протекторная защита) при эксплуатации изделий с покрытием в коррозионно-агрессивных средах.
Техническим результатом заявляемого решения является повышение физико-механических и защитных свойств композиционных покрытий, уменьшение дефектности покрытия при сохранении протекторных свойств.
Указанный технический результат достигается тем, что в способе получения защитного покрытия путем формирования многослойного композитного покрытия на металлическое изделие, включающем последовательное нанесение нижнего адгезионного подслоя порошком никель-алюминий плазменным методом, нанесение слоя грунта на основе органической полимерной композиции и верхнего защитного слоя, согласно изобретению нижний адгезионный подслой покрытия толщиной 40-60 мкм наносят из смеси металлических порошков системы никель-алюминий-цинк, содержащей, мас. %: порошок никеля ПТ-НА-0.1, полученный распылением расплава - 40, порошок алюминия - 30, порошок цинка - 30, методом плазменного напыления при дозвуковом режиме, средний грунтовочный слой толщиной 20-40 мкм наносят методом пневматического распыления сжатым воздухом цинкнаполненной композиции на эпоксидной, полиуретановой или этилсиликатной основе, а верхний защитный слой -толщиной 50-70 мкм из самофлюсующегося порошка сплава на основе никеля ПР-Н70Х17С4Р4 методом плазменного напыления при сверхзвуковом режиме.
Сущность изобретения состоит в получении защиты металлической поверхности изделия посредством создания коррозионно-износостойкого покрытия, полученного дозвуковым плазменным напылением, нанесением специального лакокрасочного материала (ЛКМ) и формированием защитного от агрессивной среды и механического воздействия наружного слоя методом сверхзвукового плазменного напыления.
Формирование адгезивного подслоя покрытия, толщиной 40-60 мкм, на металлической поверхности изделия дозвуковым газоплазменным потоком посредством многокомпонентной порошковой смеси (40% ПТ-НА-0.1, 30% Al, 30% Zn) обеспечивает возможность формирования слоя с заданной пористостью 12-14%, которая необходима для проникновения ЛКМ внутрь плазмонапыленного слоя и создания химической связи по Zn обоих слоев. Данная толщина напыленного слоя обеспечивает ему высокую адгезию (40-60 МПа) за счет образования упрочняющих фаз алюминидов никеля и цинка. Качественный и количественный состав смеси металлических порошков системы никель-алюминий-цинк, содержащей, мас. %: порошок никеля ПТ-НА-0.1, полученный распылением расплава - 40, порошок алюминия - 30, порошок цинка - 30, для плазменного напыления определен экспериментально и обеспечивает защиту от коррозии, высокий уровень прочности и адгезии к напыляемой поверхности. Использование порошковой смеси в неоптимальных количествах компонентов приводит к снижению прочности сцепления подслоя с основой.
Используемая для формирования грунтовочного слоя цинкнаполненная композиция на эпоксидной, полиуретановой или этилсиликатной основе обладают хорошей кроющей способностью, устойчива к седиментации и надежно защищают от коррозии. Получаемый слой толщиной 20-40 мкм обеспечивает надежную электрохимическую защиту металлической основы изделия и адгезивного подслоя.
Наружный слой, направленный на защиту антикоррозионного покрытия осуществляется нанесением покрытия с использованием самофлюсующего порошка ПР-Н70Х17С4Р4 методом сверхзвукового плазменного напыления. Самофлюсующийся порошок сплава на основе никеля ПР-Н70Х17С4Р4 (ТУ-14-1-3785-84) металлический порошок, химический состав которого соответствует, мае. Ni основа; Cr 16-18; С 0,8-1,2; Si 3,8-4,5; В 3,1-4,0; Fe 5. Форма частиц сферическая или округлая, размер частиц 40-100 мкм, температура плавления 1050-1200°С, твердость 55-62 НРС обеспечивает дисперсность упрочняющих фаз, равномерность их распределения в слое. Толщина слоя 50-70 мкм обеспечивает надежное перекрытие грунтовочного слоя, предотвращает его вымывание, позволяет получать плотный износостойкий слой без расплавления используемого материала, обеспечивает защиту конструкций от воздействия агрессивной среды и внешних механических воздействий. Пример конкретного выполнения.
Проведено опробование полученных многокомпонентных комбинированных покрытий на деталях трубопроводов и дорожных ограждениях. При практическом нанесении покрытия соблюдается последовательность технологических операций: подготовка поверхности детали (обезжиривание, создание шероховатости), последовательное нанесение каждого слоя покрытия.
В качестве образцов для лабораторных испытаний использовали пластинки из стали марки 08пс (ГОСТ 16523) размером 75×150×1 мм, подготовленные методом струйно-абразивной очистки с предварительным обезжириванием растворителем по ГОСТ 8832.
Защитное покрытие формировалось на металлические пластины по схеме: нанесение адгезивного плазмонапыленного слоя (скорость плазменной струи в дозвуковом режиме 250-300 м/с, рабочий газ: 90% воздух и 10% пропан) на основе (40%) ПТ-НА-0.1, 30% Al, 30% Zn) порошка, грунтовочный слой наносили методом пневматического распыления цинкнаполненной композиции на эпоксидной, полиуретановой или этилсиликатной основе. В качестве грунтовочного слоя использовались лакокрасочные материалы марки ЦИНЭП, ЦВЭС, Политон-УР.
Наружный слой, направленный на защиту антикоррозионного покрытия от механических повреждений осуществляется нанесением покрытия на основе самофлюсующего порошка ПР-Н70Х17С4Р4 методом сверхзвукового плазменного напыления (скорость плазменной струи в сверхзвуковом режиме 1000-1200 м/с, рабочий газ: 90% воздух и 10% пропан).
Предлагаемый способ получения защитного покрытия, содержит слои:
1. Напыление в дозвуковом режиме покрытия (1 слой) из смеси порошка (40% ПТ-НА-0.1, 30%) Al, 30%) Zn), толщиной 40-60 мкм. К порошку сплава ПТ-НА-0.1 добавляют ультрадисперсные серийно выпускаемые порошки алюминия и цинка и смешивают в смесителе в течении 2 часов.
В состав напыляемой композиции входит:
термореагирующий порошок марки ПТ-НА-0.1 (ТУ 14-1-3929-85, фракция 40-60 мкм)
ультрадисперсный порошок Al, марки АСД-0 (ТУ 1791-99-019-98, фракция 10-20 мкм)
ультрадисперсный порошок Zn, марка ПЦР-2 (ТУ 1721-7994922-2000, фракция 10-20 мкм)
Напыление покрытия проведено на установке плазменного напыления МАК-100 (разработка ИМЕТ УрО РАН), ток 150 А, напряжение 300 В, плазмообразующий газ - воздух+8% пропан, рабочее давление 2 атм (дозвуковой режим). Время процесса напыления 40-60 сек.
2. Нанесение ЛКМ (2 слой) на основе высоко дисперсного цинкового порошка и этилсиликатного, полиуретанового или этилсиликатного связующего толщиной 20-40 мкм. Время процесса нанесения 20-30 сек.
3. Напыление в сверхзвуковом режиме (МАК-100, рабочее давление 6 атм.) покрытия (3 слой) на основе металлического порошка ПР-Н70Х17С4Р4 (ТУ 14-13785-84), толщиной 50-70 мкм. Самофлюсующийся порошок имеет химический состав мас. %: Ni основа; Cr 16-18; С 0,8-1,2; Si 3,8-4,5; В 3,1-4,0; Fe 5. Форма частиц сферическая или округлая, размер частиц 40-100 мкм. Время процесса напыления 20-40 сек.
Исследованию подвергалось многослойное защитное покрытие, полученное следующим образом (табл. 1):
1. 1-й слой - подслой, нанесенный методом дозвукового плазменного напыления с использованием порошковой смеси.
2. 2-й слой - перед нанесением грунтовочного слоя образцы с плазменным покрытием нагревали до температуры 50-70°С, после чего наносили ЛКМ методом пневматического распыления в один слой с использованием 5% разбавителя СОЛЬВ-ЭП (ТУ 20.30.22-106-12288779-2018), марки 646, 647, 648. Сушка: 2 суток при температуре (15-25)°С и 1 сутки при температуре 60°С.
3. 3-й слой - покрытие, нанесенное методом сверхзвукового плазменного напыления самофлюсующегося порошка на основе никеля.
Толщину определяли по ГОСТ Р 51694 магнитным толщиномером Mini Test 600 В.

Методика проведения испытаний.
Защитные свойства покрытия определяли по его стойкости к воздействию соляного тумана. Испытания проводили в камере соляного тумана Q-FOG/SSP/600 по стандартному испытательному тесту ASTM В117, который заключается в непрерывном распылении солевого тумана в течение заданного времени. Для создания солевого тумана использован 5% водный раствор NaCl, с рН 6,5-7,2. Температура испытаний составляет 35°С. Продолжительность испытаний - до появления видимых разрушений покрытия. За критерий качества покрытий принят внешний вид покрытий, характеризующий защитные свойства. В ходе испытаний периодически контролировали и оценивали внешний вид покрытий по ГОСТ 9.407-84.
Результаты испытаний защитных свойств покрытия приведены в таблице 2.
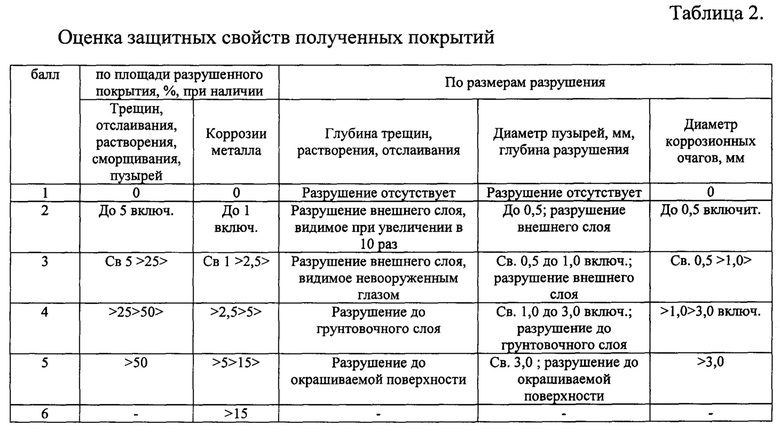
Покрытия, полученные заявляемым способом, образцы 1, 2, 3 сохраняли защитные свойства без изменений в камере соляного тумана в течение 2867 часов, балл оценки защитных свойств - 1.
По результатам испытаний они имеют хорошие протекторные свойства: в царапине - дефекте отсутствует ржавчина, значит они осуществляют защиту стали по катодному механизму.
В заявляемых соотношениях наносимых слоев, способ позволяет получить коррозионно-износостойкое покрытие, характеризующиеся новыми свойствами по сравнению с прототипом, а именно:
- улучшенными физико-механическими свойствами и защитными свойствами в средах с высокой коррозионной активностью;
- высокими протекторными и защитными свойствами при пониженном содержании цинка;
- отсутствием дефектов в виде пористости;
- напыление в сверхзвуковом режиме покрытий на основе порошка ПР-Н70Х17С4Р4, обеспечивает механическую защиту при хранении, транспортировке и эксплуатации изделия;
- возможностью получать бездефектные покрытия толщиной (120-150 мкм). Результаты исследования механических свойств стали 08пс с покрытием, представлены в таблице 3.

Сочетание технологий сверхзвукового плазменного напыления, воздушно -плазменного дозвукового напыления и ЛКМ позволяет получать композитные покрытия нового поколения с улучшенными эксплуатационными характеристиками, максимально увеличить срок службы действующего оборудования и объектов с сохранением надежности их эксплуатации, при минимальных затратах.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИКОРРОЗИОННОЕ ПОКРЫТИЕ И СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2148603C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2022 |
|
RU2803172C1 |
| КОМПОЗИЦИОННЫЙ СОСТАВ ПОРОШКООБРАЗНОГО МАТЕРИАЛА ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2022 |
|
RU2803173C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 1993 |
|
RU2042728C1 |
| КОМПОЗИЦИОННОЕ ФТОРПОЛИМЕРНОЕ ПОКРЫТИЕ НА СТАЛИ С МЕТАЛЛИЧЕСКИМ АДГЕЗИОННЫМ СЛОЕМ | 2023 |
|
RU2812667C1 |
| АНТИКОРРОЗИОННАЯ КОМПОЗИЦИЯ И СПОСОБ ПОЛУЧЕНИЯ ЕЕ ОСНОВЫ (СВЯЗУЮЩЕГО) | 1999 |
|
RU2148604C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 1992 |
|
RU2040570C1 |
| Способ получения функционально-градиентных покрытий на металлических изделиях | 2021 |
|
RU2763698C1 |
| Способ получения керамоматричного покрытия на стали, работающего в высокотемпературных агрессивных средах | 2018 |
|
RU2678045C1 |
| Способ реставрации художественных произведений и их элементов, выполненных из черного металла | 2017 |
|
RU2699691C2 |
Изобретение относится к способам плазмохимической обработки стальных изделий сложных форм и может быть использовано для защиты металлических материалов и изделий, которые могут подвергаться воздействию твердых частиц в потоках газов или жидкости, а также находящихся в химически агрессивных средах. Способ получения защитного покрытия путем формирования многослойного композитного покрытия на металлическом изделии включает последовательное нанесение нижнего адгезионного подслоя из порошка никель-алюминий плазменным методом, нанесение слоя грунта на основе органической полимерной композиции и верхнего защитного слоя, при этом нижний адгезионный подслой покрытия толщиной 40-60 мкм наносят методом плазменного напыления при дозвуковом режиме из смеси металлических порошков системы никель-алюминий-цинк, содержащей, мас. %: полученный распылением расплава порошок никеля ПТ-НА-0.1 - 40, порошок алюминия - 30, порошок цинка - 30, средний грунтовочный слой толщиной 20-40 мкм наносят методом пневматического распыления сжатым воздухом из цинкнаполненной композиции на эпоксидной, полиуретановой или этилсиликатной основе, а верхний защитный слой толщиной 50-70 мкм наносят из самофлюсующегося порошка сплава на основе никеля ПР-Н70Х17С4Р4 методом плазменного напыления при сверхзвуковом режиме. Изобретение направлено на повышение физико-механических и защитных свойств композиционных покрытий. 3 табл.
Способ получения защитного покрытия путем формирования многослойного композитного покрытия на металлическом изделии, включающий последовательное нанесение нижнего адгезионного подслоя из порошка никель-алюминий плазменным методом, нанесение слоя грунта на основе органической полимерной композиции и верхнего защитного слоя, отличающийся тем, что нижний адгезионный подслой покрытия толщиной 40-60 мкм наносят методом плазменного напыления при дозвуковом режиме из смеси металлических порошков системы никель-алюминий-цинк, содержащей, мас. %: полученный распылением расплава порошок никеля ПТ-НА-0.1 - 40, порошок алюминия - 30, порошок цинка - 30, средний грунтовочный слой толщиной 20-40 мкм наносят методом пневматического распыления сжатым воздухом цинкнаполненной композиции на эпоксидной, полиуретановой или этилсиликатной основе, а верхний защитный слой толщиной 50-70 мкм наносят из самофлюсующегося порошка сплава на основе никеля ПР-Н70Х17С4Р4 методом плазменного напыления при сверхзвуковом режиме.
| SU1455441 A1, 10.02.1996 | |||
| Машина для листового алюминия и его сплавов | 1928 |
|
SU12894A1 |
| СПОСОБ НАНЕСЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ИЗНОСОСТОЙКИХ ЭЛЕКТРОПРОВОДЯЩИХ ПОКРЫТИЙ | 2007 |
|
RU2362839C1 |
| JP 2006289364 A, 26.10.2006 | |||
| Способ получения многослойного композитного покрытия | 2016 |
|
RU2625618C1 |

