Изобретение относится к технологии обработки металлов, в частности к устройствам для магнитно-импульсной штамповки трубчатых заготовок, и может использоваться в машиностроении, автомобильной, судостроительной, авиационной и др. промышленностях.
Известно устройство для магнитно-импульсной штамповки трубчатых заготовок, содержащее смонтированный на основании индуктор, полуматрицы с формообразующей поверхностью, охватывающие индуктор и механизм зажима полуматриц.
Недостаток данного устройства в том, что при штамповке трубчатых заготовок заданного размера в устройство должна устанавливаться предварительно обрезанная заготовка. Обрезка трубы выполняется либо абразивным кругом с последующей зачисткой заготовки от абразивной пыли, либо ножовкой, что требует зачистки ее торцов от неровностей, образующихся при такой обрезке.
Эти дополнительные операции снижают производительность труда и ограничивают технологические возможности устройства.
Целью изобретения является расширение технологических возможностей и повышение производительности труда.
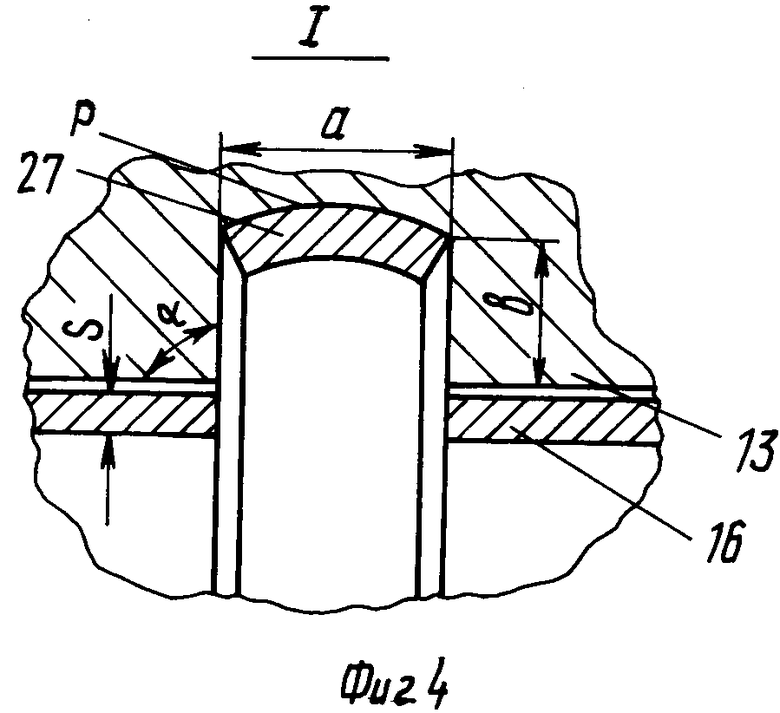
Для этого полуматрицы устройства выполнены в виде полуцилиндров, механизм зажима выполнен в виде двух бандажных конец, одно из которых связано с приводной втулкой, охватывающей концы полуматриц, а на внутренней поверхности полуматриц между их торцами со стороны бандажного кольца, связанного с приводной втулкой и формообразующей поверхностью, выполнена кольцевая проточка с режущими кромками с углом, не превышающим 90о. Ширину проточки выбирают из соотношения a ≥ 6S, глубину В≥ S + 0,5 мм, где S толщина стенки трубчатой заготовки, а дно проточки выполнено вогнутым с длиной образующей
Р ≥ а + 0,3 мм
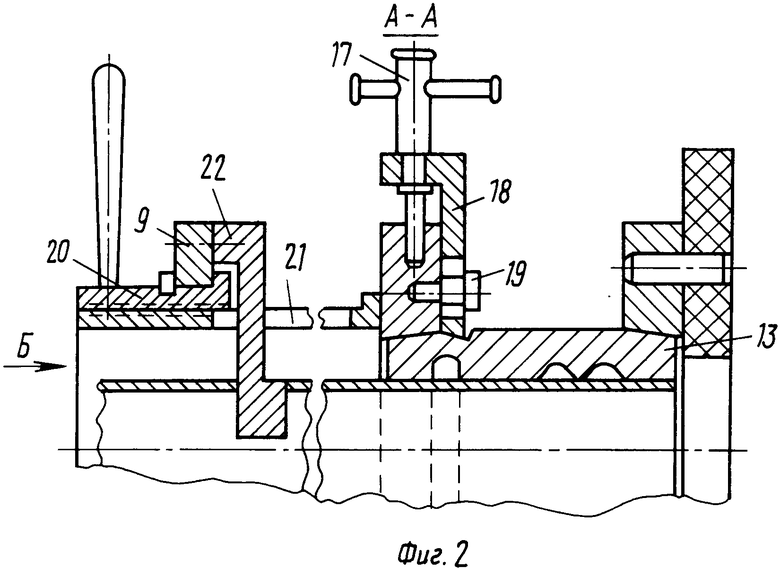
На фиг. 1 показан общий вид устройства; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 вид по стрелке А на фиг. 2; на фиг. 4 узел I на фиг. 1 (после обрезки заготовки).
Устройство для магнитно-импульсной штамповки трубчатых заготовок закреплено на массивном столе 1 и включает подставку 2, к которой через цилиндрическую прокладку 3 крепится плита 4 с закрепленным на ней неподвижным бандажным кольцом 5. В плите 4 выполнено гнездо для фиксации опорной площадки 6 индуктора 7. В бандажном кольце 5 смонтированы направляющие колонки 8, которые другими концами укреплены в плите 9, соединенной с опорой 10. На направляющие колонки 8 надето подвижное бандажное кольцо 11, соединенное с приводной втулкой 12, на наружной поверхности которой выполнена резьба. Между неподвижным и подвижным кольцами 5 и 11 установлена матрица 13, состоящая из двух полуматриц в виде полуцилиндров с коническими поясками на наружных поверхностях торцов 14. Внутренние поверхности 15 бандажных колец 5 и 11 выполнены коническими с углами, соответствующими углам конических поясков полуцилиндров. Жесткое соединение между собой кольца 5 и плиты 4 обеспечивает получение строгой соосности индуктора 7 и матрицы 13, между которыми помещена трубчатая заготовка 16. На подвижном кольце 11 закреплено фиксирующее устройство, состоящее из винта 17 и прижима 18 со стопорным винтом 19. Во внутреннем вырезе плиты 9 на скользящей посадке вмонтирована гайка-штурвал 20, взаимодействующая с резьбой приводной втулки 12. Внутри приводной втулки 12 через прорезь 21 введен упор-выталкиватель 22, закрепленный на плите 9. Контакты 23 индуктора 7 при монтаже его в плите 4 соединяются с питающими контактами 24 установки. Для регулировки узла по высоте и обеспечения качественного соединения контактов 23 и 24 плита 4 снабжена опорным регулировочным винтом 25.
На внутренней поверхности полуматриц между их торцами 14 со стороны бандажного кольца 11, связанного с приводной втулкой 12 и формообразующей поверхностью, выполнена кольцевая проточка 26 с режущими кромками с углом, не превышающим 90о. Ширину "а" кольцевой проточки 26 из практического использования выбирают из соотношения а ≥ 6S, глубину В ≥ S + 0,5 мм, где S толщина стенки трубчатой заготовки, а дно проточки выполнено вогнутым с длиной образующей Р ≥ а + 0,3 мм. Угол режущих кромок не более 90о выбран как максимально эффективный и обеспечивающий длительный ресурс работы без заточки.
Устройство функционирует следующим образом.
Подвижное бандажное кольцо 11 отведено в крайнее левое положение. Индуктор 7 устанавливают в гнездо плиты 4, надевают на него трубу 16. При установке индуктора 7 его контакты 23 соединяются с питающими контактами 24 установки. В центрирующую внутреннюю поверхность 15 подвижного кольца 11 устанавливают полуматрицы. Вращая гайку-штурвал 20, перемещают кольцо 11 вправо для плотной фиксации конических поясков полуцилиндров в конической поверхности 15 кольца 5. Благодаря направляющим колонкам 8 и строгой соосности кольца 5 и индуктора 7 обеспечивается равномерный зазор между рабочими поверхностями индуктора и матрицы. По окончании стяжки узла матрицу 13 фиксируют прижимом 18, воздействуя на винт 17. Узел готов к работе.
Требуемая для изготовления трубчатая заготовка получается из целой трубы, установленной в устройство, при этом расстояние кольцевой проточки 26 от торцов полуматриц и индуктора определяет размер требуемой готовой заготовки. За единую операцию при разряде установки на индуктор 7 происходит обрезка заготовки и формообразование ее. За счет большой скорости, развиваемой в зазоре между заготовкой и матрицей, и заточке краев проточки под углом 90о, обеспечивается качественный разрез трубы с частотой поверхности по 4.5 классу, не требующий дополнительных операций по зачистке или выравниванию торцов полученной заготовки. При торцовке трубчатых заготовок, выполняемых в данном устройстве, при другой операции также достигается высокое качество. После выполнения операции подвижное кольцо 11 отводит в исходное положение и освобождают от прижима 18.
При взаимодействии торцовой поверхности полуцилиндров матрицы 13 с упором-выталкивателем 22 обеспечивается удобный съем их с индуктора и удобный съем трубчатой заготовки. Размеры кольцевой проточки обеспечивают также легкий выход отхода материала из полуматриц.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-импульсной штамповки трубчатых заготовок | 1990 |
|
SU1754284A1 |
| Устройство для магнитно-импульсной штамповки трубчатых заготовок | 1991 |
|
SU1810178A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ОБРАТНОГО КЛАПАНА ТОПЛИВНОЙ СИСТЕМЫ САМОЛЕТА | 1991 |
|
RU2051075C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПАТРОННОЙ ЛЕНТЫ В ОТКИДНОЙ ПАТРОННЫЙ ЯЩИК ЛЕТАТЕЛЬНОГО АППАРАТА | 1994 |
|
RU2094323C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ЗАЗОРА МЕЖДУ КРЫЛОМ ИЗМЕНЯЕМОЙ СТРЕЛОВИДНОСТИ И ФЮЗЕЛЯЖЕМ ЛЕТАТЕЛЬНОГО АППАРАТА | 1992 |
|
RU2036820C1 |
| СИЛОВОЙ ЗАМОК ДЛЯ КРЕПЛЕНИЯ ЛЮКОВ | 1991 |
|
RU2041135C1 |
| СВЕРХЗВУКОВОЙ САМОЛЕТ | 1992 |
|
RU2036822C1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ТРУБЧАТОЙ ФОРМЫ ЭЛАСТИЧНОЙ СРЕДОЙ | 1992 |
|
RU2021054C1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |

Использование: в машиностроении, автомобильной, судостроительной, авиационной и других отраслях промышленности. Сущность изобретения: на основании смонтирован индуктор, охватываемый полуматрицами, выполненными в виде полуцилиндров. Зажим полуматрицы осуществляется двумя бандажными кольцами. Одно из колец закреплено на основании, а другое связано с приводной втулкой. На внутренней поверхности полуматриц между их торцами 14 со стороны бандажного кольца 11, связанного с приводной втулкой 12 и формообразующей поверхностью, выполнена кольцевая проточка 26 с режущими кромками с углом не более 90°. Размеры ширины и глубины проточки зависят от толщины стенки трубчатой заготовки. 1 з.п. ф-лы, 4 ил.
| Ракошиц Т.С | |||
| Электроимпульсная штамповка, М.: Высшая школа, 1984, с.127, рис.5 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
