Изобретение относится к технологии получения основных углекислых солей и оксидов меди, цинка никеля кобальта и их смесей и может найти применение в качестве сырья и полупродуктов в производстве катализаторов и поглотителей используемых в химической, нефтехимической, лакокрасочной, гидрометаллургической электрохимической отраслях промышленности.
Известен способ получения гидроксокарбонатов никеля и цинка путем растворения указанных металлов в аммиачно-карбонатном растворе при повышенной температуре и последующего осаждения целевого продукта за счет отгонки аммиака, причем растворение металлов ведут в присутствии взятых по отдельности или в сочетании друг с другом азотной кислоты, нитратов аммония, никеля или цинка при содержании нитрат-иона 2-50% по отношению к массе растворенных металлов [1]
Известен способ получения основного углекислого кобальта путем растворения металлического кобальта в аммиачно-карбонатном растворе при 50-65оС, отделения от раствора железосодержащего осадка, разложения аммиачно-карбонатного комплекса кобальта, разделение образовавшейся суспензии с последующей промывкой и сушкой осадка, причем для уменьшения содержания примеси железа в продукте, растворение металлического кобальта ведут в аммиачно-карбонатном растворе с соотношением СO2:NH3, равном 1:3-4 [2]
Известен также периодический способ получения основного карбоната или оксида меди, цинка или никеля, включающий разложение раствора их аммиачно-карбонатного комплекса путем отгонки аммиака парогазовой смесью при повышенной температуре в присутствии сульфоната лигнина в количестве до 0,5% от массы металла в исходном растворе, при этом основной карбонат Cu, Zn или Ni получают разложением соответствующего комплекса при температуре 80-91, 80-95, 80-98оС, а оксид Cu, Zn или Ni при температуре 93-100, 97-100, 100-105оС соответственно, затем готовый продукт отделяют и сушат [3]
Основными недостатками указанных способов являются: низкая производительность процесса, периодичность и низкая эффективность каждой операции, наличие большого количества стоков из-за необходимости проведения периодической промывки аппаратуры [2, 3] и выбросов из-за больших потерь газообразных продуктов, загрязненных примесями [1, 3]
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ получения оксидов меди или цинка, включающий растворение металла в аммиачно-карбонатном растворе при температуре окружающей среды и молярном соотношении NH3 CO24,2 1, окисление кислородом воздуха насыщенного ионами Cu+ и Cu2+ раствора, стабилизации (при необходимости) полученного раствора, т.е. перевод аммиакатов Cu+ в аммиакаты Cu2+ путем доокисления раствора в специальном аппарате (аэраторе), термическое разложение полученных аммиакатов, путем подачи в реактор-испаритель насыщенного раствора аммиакатов, содержащего 120-160 г/л Cu2+ или Zn2+, при температуре не выше 54оС давлении 100 кПа скорости подачи раствора 2-3 м3/ч или 0,06-0,17 об. доли объема реактора в 1 ч, причем насыщенный раствор подают распылением на поверхность находящегося в реакторе основного раствора, температуру которого поддерживают в пределах 101-103оС путем циркуляции через выносной теплообменник. Образовавшиеся в результате реакции оксиды оседают в нижней конусообразной части реактора и выводятся из системы после полной обработки заданного количества насыщенного раствора и прекращения его подачи в реактор, а также прекращения циркуляции основного раствора. Газообразные продукты реакции, находящиеся в верхней части реактора под давлением 35-70 кПа, выводят (дросселируют) в конденсатор, где ПГС конденсируют при температуре 54-60оС, охлаждают до ≈49оС. Конденсат перекачивают в хранилище АКР для повторного использования. Вторичный АКР насыщают аммиаком и углекислотой путем подачи газообразных NH3 и CO2 непосредственно в реактор растворения.
Возможно проведение процесса в непрерывном режиме, но при более низкой скорости подачи насыщенного раствора ≈1,35 м3/ч, которая определяется эмпирически, как и большинство других параметров, а также для установления непрерывного режима сначала накапливают оксиды в конической части реактора, а затем только устанавливают (также методом подбора) необходимую скорость удаления шлама.
Максимальная производительность технологического потока в периодическом режиме 7,5 кг/м3 об.ч, в непрерывном режиме 11 кг/м3 об.ч [4]
Недостатками способа являются не высокая производительность процесса, необходимость в проведении дополнительной стадии доокисления в специальном аппарате для того, чтобы избежать получения продукта переменного состава, регулирование параметров процесса, в основном, методом подбора при установлении непрерывного режима, а также получения неактивной формы оксидов.
Кроме того, общими недостатками всех известных способов является то, что в каждом процессе интенсифицируется какая-то отдельная стадия, а не все стадии процесса в их взаимосвязи, а также неэффективность решения вопроса отвода и утилизации отработанных растворов и газообразных продуктов реакции, использование в качестве сырья только металлов.
Целью изобретения является повышение производительности непрерывного технологического потока за счет интенсификации каждой стадии и всего процесса в целом, обеспечение возможности получения активных оксидов.
Другой целью изобретения является создание безотходной экологически чистой технологии за счет улавливания газовых выбросов, регенерации жидких стоков и повторного их использования в технологическом процессе.
Указанная цель достигается тем, что предложен способ получения основных углекислых солей меди, цинка, никеля и кобальта и их оксидов, включающий растворение металлсодержащего соединения в аммиачно-карбонатном растворе с получением насыщенного раствора аммиакатов соответствующего металла, его предварительный нагрев и подачу в реактор на разложение при повышенной температуре с последующим образованием целевого продукта, его фильтрацию, сушку, конденсацию и возврат газообразных подуктов на стадию растворения, причем в качестве металлсодержащих соединений используют технический металл и/или неактивный оксид и/или гидроксид, и/или их смеси, растворение осуществляют при 55-58оС и молярном соотношении металл:аммиак: диоксид углерода 1: (1,5-3,5): 1 для меди и цика и 1:(3,5-5,0):1 для никеля и кобальта с получением раствора аммиакатов, содержащего 1-3 моля металла на 1 л раствора, предварительный нагрев раствора осуществляют при 100-150оС и давлении 100-600 кПа, подачу нагретого раствора производят со скоростью 0,2-0,4 доли объема реактора 1 ч, а термическое разложение амииакатов проводят при 92-99оС до получения заданного продукта при принудтельном удалении газообразных продуктов реакции, обеспечивая их давление над раствором 0,2-0,7 кПа и непрерывный трех-пятикратной циркуляции раствора в реакторе, причем циркуляцию осуществляют при параллельном одностороннем движении снизу вверх потока жидкости и газов при непрерывном удалении из реактора готового продукта.
Способ согласно изобретению по сравнению с известным позволяет увеличить производительность технологического потока в 3-4 раза (до 14000-27000 кг/сут, против 3675-6750 кг/сут у известного для меди и цинка), главным образом, за счет предварительного нагрева до 100-150оС насыщенного раствора аммиакатов под давлением 100-600 кПа; увеличения скорости подачи насыщенного раствора в реактор термического разложения до 0,2-0,4 доли объема реактора в 1 ч; проведения реакции термического разложения аммиакатов в полном объеме основного раствора, находящегося в реакторе термического разложения, при 92-99оС; трех-пятикратной циркуляции в определенном направлении в реакторе основного раствора вместе с образовавшимися продуктами реакции; принудительного удаления из реактора газообразных продуктов реакции, обеспечивая давление парогазовой смеси над раствором 0,2-0,7 кПа.
Способ согласно изобретению в отличие от известного позволяет обеспечить непрерывность всей технологической линии, в основном, за счет непрерывной циркуляции основного раствора, находящегося в реакторе термического разложения; непрерывного удаления из реактора парогазовой смеси.
В отличие от известного в предлагаемом способе стадии растворения и окисления проводят одновременно при повышенной температуре и иных концентрациях ионов металла и аммиачно-карбонатного раствора, выраженных через соотношения Ме H3 CO2, с образованием ионов Ме(II) и получением насыщенного раствора аммиакатов иной концентрации, что обеспечивает широкие возможности как по используемому сырью, так и по получаемым продуктам.
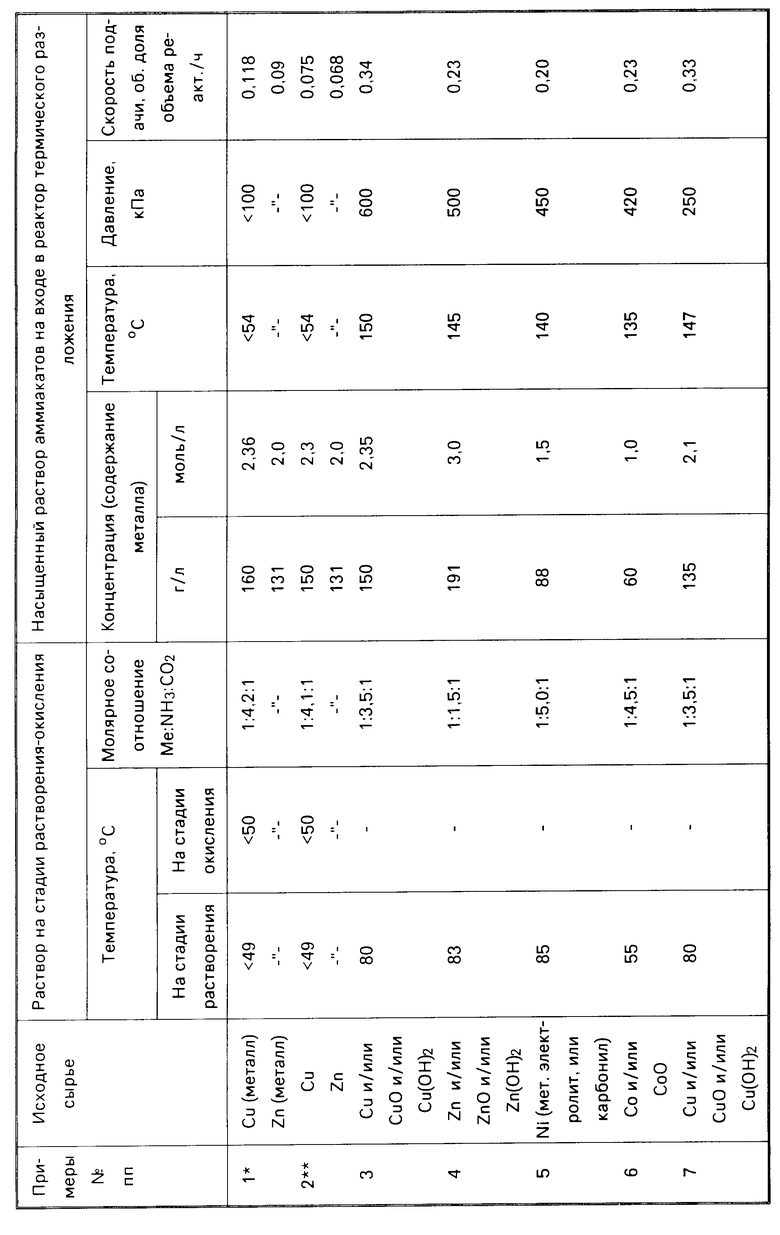
П р и м е р 1. Периодический режим процесса. В реактор-растворитель объемом 20 м3 загружают (на решетку) металлическую медь, реактор заполняют "бедным" медно-аммиачно-карбонатным раствором, имеющим температуру окружающей среды (но не более 49оС) и обычно содержащим, г/л: CuO 6, NH3 160, CO2 100, молярное соотношение NН3:CO2 4,2:1. Раствор при помощи насоса циркулируют в направлении сверху вниз реактора при одновременной продувке распыленного потока воздуха. При этом происходит растворение металлической меди и насыщение раствора ионами Cu(I) и частично Cu(II). Необходимая концентрация раствора достигается путем периодической подпитки NH3 и CO2 и циркуляции раствора, и подачей воздуха.
В случае получения только оксида меди (II) раствор перекачивают в специальную емкость (аэратор) для стабилизации обогащенного раствора, т.е. перевода Сu(I) в Сu(II) путем доокисления кислородом. После чего раствор перекачивают в хранилище насыщенного раствора.
Новую порцию "бедного" медно-аммиачно -карбонатного раствора заливают в реактор с металлической медью и периодический процесс растворения, затем окисления инов меди до получения насыщенного раствора аммиакатов повторяют.
Из хранилища готовый насыщенный раствор, содержащий Cu(II) 150-160 г/л, при температуре менее 54оС и давлении менее 100 кПа подают в испаритель (v 15 м3) со скоростью ≈ 30-40 л/мин (0,07-0,12 доли объема реактора) путем распыления на поверхность основного раствора. Основной раствор, находящийся в реакторе, обычно имеет состав, г/л: CuO 7; NH3 28; CO2 6 и температуру 103оС (но не выше 107оС). Когда насыщенный раствор аммиаката меди попадает на поверхность основного раствора, происходит химическая реакция, приводящая к образованию оксида меди и паров H2O, CO2 и NH3. Реакция идет с поглощением тепла, поэтму температуру раствора в испарителе поддерживают посредством циркуляции части раствора через выносной теплообменник, при этом кратность циркуляции основного раствора составляет 1,5 объема реактора в 1 ч.
Образовавшиеся в результате реакции NH3, CO2 и H2O создают над поверхностью раствора избыточное давление 35-70 кПа, которое контролируют дросселированием через клапан. Парогазовую смесь, выпускаемую из реактора, охлаждают до 54оС в первой ступени и до 49оС во второй ступени и конденсат используют повторно на стадии растворения металла. Несконденсированные H2O, NH3 и CO2 направляют на очистку в концевой скруббер (вместе с газами других стадий).
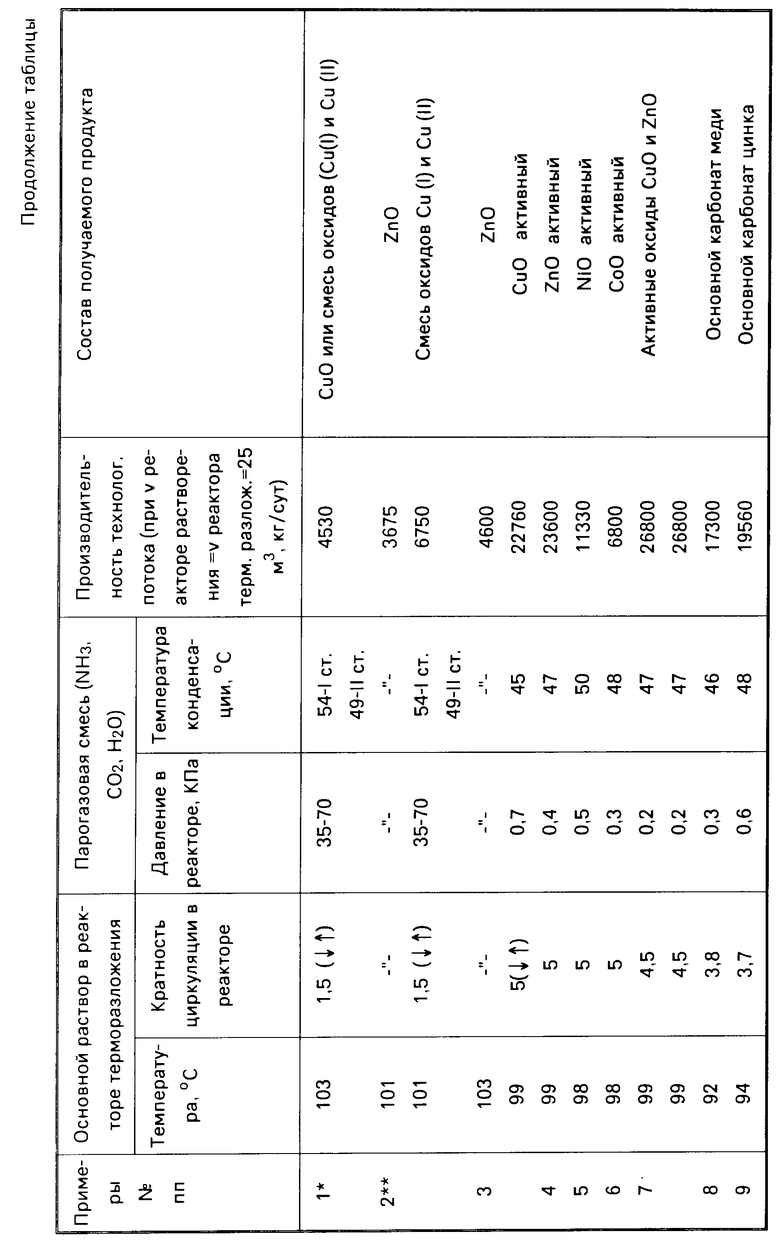
После обработки заданного количества раствора, равного рабочей емкости реактора, завершают работу испарителя. При этом подачу насыщенного раствора в реактор прекращают, но циркуляцию основного раствора через теплообменник продолжают ≈1-1,5 ч для более полного израсходования NH3 и CO2. Затем осажденный оксид меди удадяют из испарителя вместе с основным раствором, а готовый продукт отфильтровывают. Все операции периодического процесса повторяют. Продолжительность процесса 24 ч, производительность ≈4530 кг/сут.
Подобным образом получают и оксид цинка. Только в этом случае концентрация насыщенного раствора аммиакатов цинка составляет 120-135 г/л (лучше 131 г/л) и скорость его подачи 0,09 доли объема реактор в час, температура основного раствора в реакторе 101оС. Продолжительность процесса тоже 24 ч, производительность 3675 кг/сут.
П р и м е р 2 (прототип). Непрерывный режим процесса. В реактор-растворитель на решетку загружают металлическую медь в количестве, обеспечивающем непрерывную работу в течение нескольких суток. Непрерывно в реактор подают воздух и медно- аммиачно-карбонатный раствор со скоростью 1,5 м3/ч (0,075 доли объема реактора в 1 ч). Растворение металлического сырья, насыщение АКР ионами металла, их окисление, получение насыщенного раствора аммикатов проводят, как в примере 1. Насыщенный раствор с концентрацией, температурой и давлением, аналогичными примеру 1, подают на стадию термического разложения только с более низкой скоростью ≈1,35 м3/ч (0,068-0,075 доли объема реактора в 1 ч), остальные условия проведения термического разложения идентичны примеру 1. Непрерывность режима обеспечивают скорость подачи насыщенного раствора и скоростью отвода готового продукта, величина которой определяется опытным путем, т.е. для установления непрерывного проведения процесса сначала накапливают оксиды в конической части реактора и в зависимости от скорости образования готового продукта устанавливают скорость подачи насыщенного раствора, кроме этого регулируют количество расходуемого аммиака и диоксида углерода. Отвод и конденсация ПГС соответствует нормам технологического процесса по примеру 1.
При создании условий проведения непрерывного процесса лимитирующей стадией является стадия растворения металлов (время пребывания раствора в реакторе 10-13 ч), поэтому в данном случае используют дополнительную емкость-хранилище насыщенного раствора. В основном параметры процесса определяют эмпирически. Производительность процесса 4600-6750 кг/сут.
П р и м е р 3. В реактор-растворитель загружают на решетку техническую металлическую медь и/или неактивный оксид и/или гидроксид меди. Загрузку исходного сырья производят непрерывно или периодически. Одновременно в реактор заливают раствор, содержащий, г/л: CuO 6-10; NH3 140-160; CO2 190-240, который циркулирует через твердую фазу в направлении снизу вверх. Кратность циркуляции равна 5 (производительность насоса 100 м3/ч). Часть раствора при циркуляции проходит теплообменник, что позволяет поддерживать температуру 80оС, другая часть раствора проходит полый скруббер, куда подают воздух для проведения окисления Cu(I) в Cu(II). Таким образом, одним насосом осуществляют операции: нагрев раствора, его окисление и транспортировку на стадию разложения.
На стадию растворения непрерывно подают раствор со стадии улавливания аммиака и стадии конденсации, с тем расчетом, чтобы в реакторе мольное соотношение металл: аммиак: диоксид углерода было равно 1;3,5:1. Повышенное содержание углекислоты в растворе позволяет связать весь аммиак в химическое соединение с углекислотой (аммиакаты), что уменьшает его потери и затраты на очистку отходов производства. Увеличение температуры растворения позволяет снизить энергозатраты на дальнейший подогрев раствора и использовать тепло реакции растворения, а также увеличить скорость образования аммиакатов в 2-4 раза.
Насыщенный раствор аммиакатов двухвалентной меди, содержащий Cu(II) 2,35 моль/л (150 г/л) насосом с давлением 600 кПа непрерывно подают в выносной теплообменник, где его нагревают от 80 до 150оС. Нагрев раствора под давлением препятствует неуправляемому разложению аммиакатов в теплообменнике и одновременно увеличивает подвод тепла на стадию термического разложения аммиакатов. Далее насыщенный раствор со скоростью 0,34 доли объема реактора (vр) в 1 ч подают в реактор термического разложения.
Основной раствор, находящийся в реакторе разложения и имеющий температуру 99оС, непрерывно циркулируют в направлении снизу вверх с помощью выносного насоса и теплообменника. При этом кратность циркуляции раствора равна пяти объемам реактора в 1 ч.
При снижении давления из раствора под действием температуры и непрерывной принудительной вентиляции удаляют газообразные продукты реакции NH3, CO2, H2O, обеспечивая давление над раствором 0,7 кПа. Парогазовую смесь (ПГС) направляют на конденсацию и охлаждают до 45оС, в результате образуется аммиачно-карбонатный раствор, содержащий, г/л: NH3 140-160; CO2 190-240, который затем направляют на стадию растворения окисления.
Принудительное удаление ПГС и ее охлаждение позволяет увеличить скорость разложения аммиакатов на 20-40% и вернуть на стадию растворения (минуя стадию улавливания NH3) около 40-60% исходного раствора.
Одновременно на выход ПГС из реактора термического разложения вводят расчетное количество NH3 и CO2 для восполнения их потерь и интенсификации процесса разложения аммиакатов, путем связывания NH3, CO2 и H2O в раствор карбоната и бикарбоната аммония, увеличение разряжения в системе и сокращения потерь на очистку газа, его перекачку и т.п.
Воздух со стадии растворения-окисления и оставшиеся газы после конденсации очищают в абсорбере водой, которую также направляют на стадию растворения. Таким образом осуществляют рециркуляцию в схеме избытка воды, аммиака и углекислоты, которые стабилизируют работу всех стадий процесса.
Готовый продукт (в данном случае активный оксид меди, имеющий удельную поверхность 16-22 м2/г) непрерывно выводят из реактора термического разложения и направляют на фильтрацию и сушку.
Производительность технологического потока составляетт 22760 кг/сут.
Технологическая схема имеет автоматизированный контроль и регулирование параметров процесса и материальных потоков, откорректированных на непрерывность и замкнутость технологического потока.
П р и м е р 4. Все операции и стадии технологического процесса проводят, как в примере 3, с тем отличием, что в реактора загружают технический металлический цинк и/или неактивный оксид и/или гидроксид цинка, раствор на стадии растворения-окисления имеет температуру 83оС и молярное соотношение Zn: NH3:CO21:1,5:1; насыщенный раствор с концентрацией цинка 3,0 моль/л (191 г/л), температурой 145оС и давлением 500 кПа подают со скоростью 0,23 об. доли vp/ч в реактор термического разложения, где основной раствор, имеющий температуру 99оС, циркулируют с кратностью 5, а парогазовую смесь удаляют из реактора, обеспечивая давление над раствором 0,4 кПа, и затем конденсируют, охлаждая до 47оС.
Получают активный оксид цинка, имеющий удельную поверхность 18-28 м2/г; производительность потока 23600 кг/сут.
П р и м е р 5. Все операции и стадии технологического процесса проводят, как в примере 3, с тем отличием, что в реактор загружают технический металлический никель (электрический или карбонильный), раствор на стадии растворения-окисления имеет температуру 85оС и молярное соотношение Ni:NH3:CO2 1: 5,0: 1; насыщенный раствор с концентрацией Ni(II) 1,5 моль/л (88 г/л), температурой 140оС и давлением 450 кПа подают со скоростью 0,20 об доли vp/ч в реактор термического разложения, где основной раствор, имеющий температуру 98оС, циркулируют с кратностью 5, а парогазовую смесь удаляют из реактора, обеспечивая давление над раствором 0,5 кПа, а затем конденсируют, охлаждая до 48оС.
Получают активный оксид никеля, имеющий удельную поверхность 18-22 м2/г, производительность потока составляет 11330 кг/сут.
П р и м е р 6. Все операции и стадии технологического процесса проводят, как в примере 3, с тем отличием, что в реактор загружают технический металлический кобальт и/или неактивный оксид кобальта, раствор на стадии растворения-окисления имеет температуру 55оС и молярное соотношение Co:NH3: CO2 1:4,5:1; насыщенный раствор с концентрацией Сo(II) 1,0 моль/л (60 г/л), температурой 135оС и давлением 420 кПа подают со скоростью 0,23 об. доли vp/ч в реактор термического разложения, где основной раствор, имеющий температуру 98оС, циркулируют с кратностью 5, а парогазовую смесь удаляют из реактора, обеспечивая давление над раствором 0,3 кПа, и затем конденсируют, охлаждая до 48оС.
Получают активный оксид кобальта, имеющий удельную поверхность 17-24 м2/г, производительность технологического потока составляет 6800 кг/сут.
П р и м е р 7. Все операции и стадии технологического процесса проводят, как в примере 3, но с тем отличием, что загрузку исходного сырья в реакторы, стадии растворения и окисления ионов металлов с получением насыщенного раствора аммиакатов меди и насыщенного раствора аммиакатов цинка проводят раздельно по примеру 3 и 4, соответственно. При этом раствор на стадии растворения-окисления имеет молярное соотношение Cu:NH3:CO3 1:3,5:1 и Zn:NH3:CO2 1:2,5:1 соответственно; концентрация насыщенного раствора (как для меди, так и для цинка) составляет 2,1 моль/л (135 г/л).
Затем потоки насыщенных растворов аммиакатов меди и цинка соединяют вместе (в режиме автоматического или, при необходимости, ручного управления) в промежуточном коллекторе и подают на вход теплообменника. Далее подогрев под давлением и подачу в реактор термического разложения смеси насыщенного раствора аммиакатов меди и цинка осуществляют, как в примере 3, только раствор, имеющий температуру 147оС и давление 250 кПа со скоростью 0,33 об. доли vр/ч подают в реактор, где основной раствор с температурой 99оС циркулируют с кратностью 4,5, а парогазовую смесь удаляют из реактора, обеспечивая давление над раствором 0,2 кПа, и затем конденсируют, охлаждая до 47оС.
Получают активные оксиды меди и цинка; производительность технологического потока составляет 26800 кг/сут.
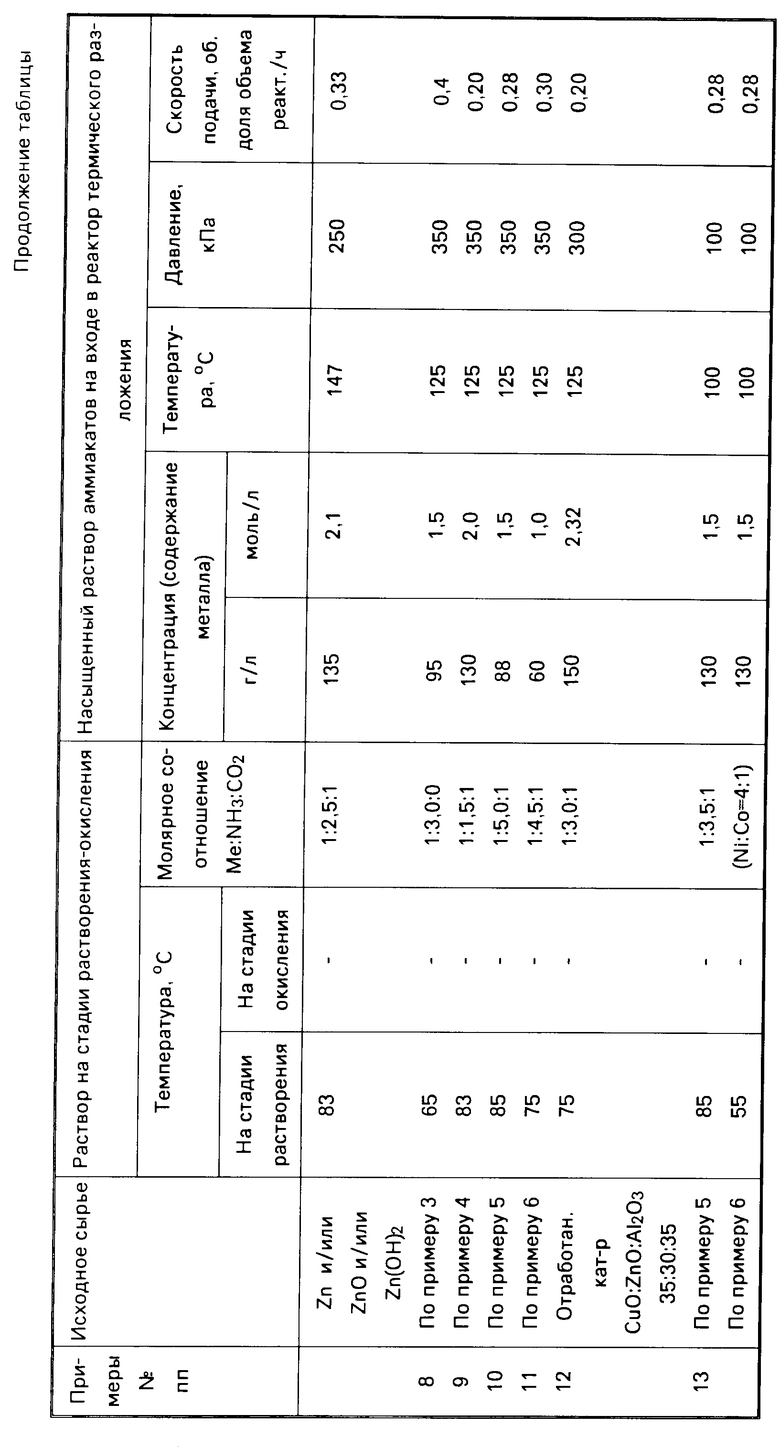
П р и м е р 8. Все операции и стадии технологического процесса проводят, как в примере 3, но с тем отличием, что раствор на стадии растворения-окисления имеет температуру 65оС и молярное соотношение Cu:NH3:CO2 1:3,0:1, насыщенный раствор с концентрацией Cu(II) 1,5 моль/л (95 г/л), температурой 125оС и давлением 350 кПа подают со скоростью 0,40 об. доли vp/ч в реактор термического разложения, где основной раствор, имеющий температуру 92оС, циркулируют с кратностью 3,8, а парогазовую смесь удаляют из реактора, обеспечивая давление над раствором 0,3 кПа, и затем конденсируют, охлаждая до 46оС.
Получают основной карбонат меди; производительность технологического потока составляет 17300 кг/сут.
П р и м е р 9. Все операции и стадии технологического процесса проводят, как в примере 3, с тем отличием, что в реактор загружают исходное сырье и проводят стадию растворения-окисления, поддерживая температуру раствора и молярное соотношение Zn:NH3:CO2 по примеру 4, и полученный насыщенный раствор аммиакатов цинка с концентрацией ионов Zn 2,0 моль/л (130 г/л), температурой 125оС, давлением 350 кПа и скоростью 0,20 об. доли vp/ч подают в реактор термического разложения, где основной раствор, имеющий температуру 94оС, циркулируют с кратностью 3,7, а парогазовую смесь удаляют из реактора при давлении над раствором 0,6 кПа и затем конденсируют, охлаждая до 48оС.
Получают основной карбонат цинка; производительность технологического потока составляет 19560 кг/сут.
П р и м е р 10. Все операции и стадии технологического процесса проводят, как в примере 3, с тем отличием, что в реактор загружают исходное сырье, проводят стадию растворения-окисления и получают насыщенный раствор аммиакатов никеля по примеру 5, который затем с температурой 125оС, давлением 350 кПа и скоростью 0,28 об. доли vр/ч подают в реактор термического разложения, где основной раствор, имеющий температуру 93оС, циркулируют с кратностью 3,6, а парогазовую смесь удаляют из реактора при давлении над раствором 0,5 кПа и затем конденсируют, охлаждая до 49оС.
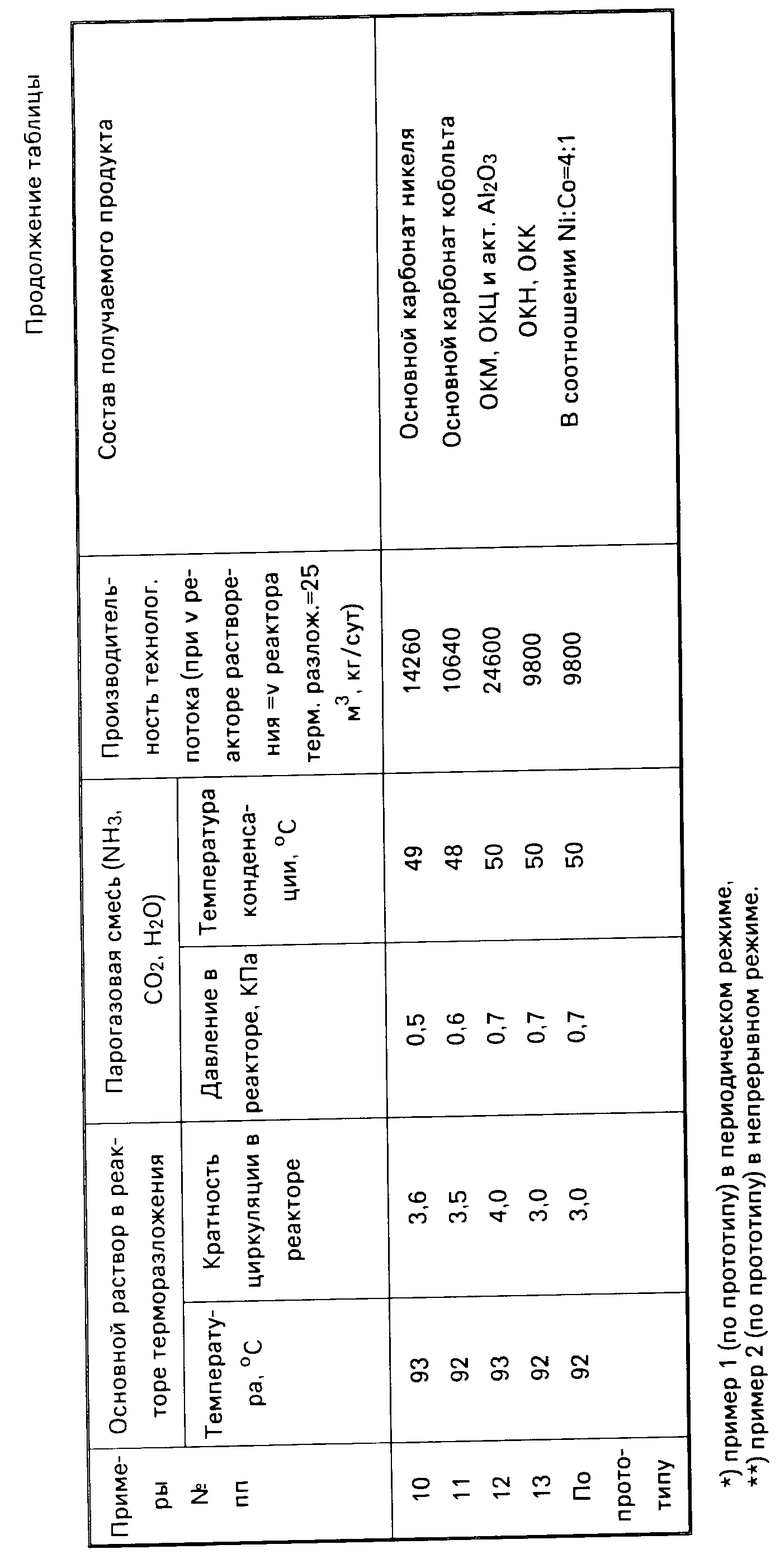
Получают основной карбонат никеля; производительность технологического потока составляет 14260 кг/сут.
П р и м е р 11. Все операции и стадии технологического процесса проводят, как в примере 3, но с тем отличиемт, что в реактор загружают исходное сырье, проводят стадию растворения-окисления при температуре раствора 75оС и получают насыщенный раствор аммиакатов кобальта с концентрацией ионов Co(II) по примеру 6, а затем с температурой 125оС и давлением 350 кПа насыщенный раствор аммиакатов кобальта подают со скоростью 0,30 об. доли vp/ч в реактор термического разложения, где основной раствор, имеющий температуру 92оС, циркулируют с кратностью 3,5; парогазовую смесь удаляют из реактора при давлении над раствором 0,6 кПа и затем конденсируют, охлаждая до 48оС.
Получают основной карбонат кобальта; производительность технологического потока составляет 10640 кг/сут.
П р и м е р 12. Все операции и стадии технологического процесса проводят, как в примере 3, но с тем отличием, что в реактор загружают исходное сырье отработанный катализатор с массовым соотношением CuO:ZnO:Al2O3 35:30: 35, раствор на стадии растворения-окисления имеет температуру 75оС и молярное соотношение Мe:NH3:CO2 1:3,0:1; насыщенный раствор с концентрацией ионов металлов 2,32 моль/л (150 г/л) температурой 125оС и давлением 300 кПа подают со скоростью 0,20 об. доли vp/ч в реактор термического разложения, где основной раствор, имеющий температуру 93оС, циркулируют с кратностью 4,0, а парогазовую смесь удаляют из реактора, обеспечивая давление над раствором 0,7 кПа, и затем конденсируют, охлаждая до 50оС.
Получают смесь основных карбонатов меди и цинка и активного оксида алюминия; производительность технологического потока 24600 кг/сут.
П р и м е р 13. Все операции и стадии технологического процесса проводят, как в примере 3, но с тем отличием, что загрузку исходного сырья в реакторы, стадии растворения и окисления ионов металлов с получением насыщенных растворов аммиакатов никеля и кобальта проводят раздельно по примерам 5 и 6, причем температура раствора на стадии растворения равна 85оС и 55оС соответственно, молярное соотношение Me:NH3:CO2 1:3,5:1 (при соотношении Ni:Co 4: 1; затем потоки насыщенных растворов аммиакатов никеля и кобальта соединяют вместе по примеру 7 и подают в реактор разложения со скоростью 0,28 об. доли vp/ч при 100оС, давлении 100 кПа с концентрацией 1,5 моль/л (130 г/л); при этом температура основного раствора в реакторе составляет 92оС, кратность его циркуляции 4,0; парогазовую смесь удаляют из реактора, обеспечивая давление над раствором 0,7 кПа, а затем ПГС конденсируют, охлаждая до 50оС.
Получают смесь основных карбонатов никеля и кобальта (с соотношением Ni: Co4:1); производительность технологического потока составляет 9800 кг/сут.
Все основные технологические параметры по конкретным примерам осуществления способа сведены в таблицу.
В предложенном способе соотношение металл: аммиак: диоксид углерода с повышенным содержанием СO2, по сравнению с подобным соотношением в известном способе, позволяет связать наибольшее количество аммиака в химическое соединение, тем самым оптимизировать процесс, уменьшить потери аммиака и затраты на очистку отходов производства.
Установленный температурный режим на стадии растворения-окисления регулируют (кроме теплообменника) также введением свежего исходного раствора и выведением насыщенного раствора с тем, чтобы обеспечить непрерывность процесса. Понижение температуры раствора (ниже 55оС) приводит к снижению скорости растворения, а повышение (выше 85о) к разложению образовавшихся аммиаков, т.е. к обратному процессу.
Недостаточная концентрация насыщенного раствора (ниже 1 моля на 1 л раствора) и более низкая скорость его подачи в реактор разложения (ниже 0,2 доли объема реактора в 1 ч) приводит к существенному снижению производительности процесса; однако при концентрации раствора выше 3 моль/л возрастает содержание готового продукта в основном растворе, что затрудняет его вывод из реактора; скорость подачи раствора в реактор выше 0,4 об. доли vp/ч приводит к тому, что "не срабатывает" стадия термического разложения, т.е. нарушается технологичность процесса.
Предельные значения температуры и давления насыщенного раствора на входе в реактор разложения это границы существования насыщенного раствора аммиакатов в заданных концентрациях в оптимальном состоянии и предотвращения его преждевременного разложения.
Трех-пятикратная циркуляция раствора в реакторе разложения в час в заданном температурном режиме 92-99оС интенсифицирует реакцию во всем объеме реактора, что значительно повышает производительность процесса, а также способствует измельчению и повышению дисперсности готового продукта. Циркуляция раствора ниже заданного предела приводит к оседанию и уплотнению готового продукта, а выше предельной неэффективна и нецелесообразность.
Давление парогазовой смеси над раствором в пределах 0,2-0,7 кПа регулирует необходимый и достаточный объем удаляемых газообразных продуктов реакции, тем самым дает возможность сместить термодинамическое равновесие в сторону образования целевых продуктов.
Таким образом, известные способы, как правило, решает одну конкретную задачу, комплексного решения проблемы не дает ни один из существующих в настоящее время способов.
Предлагаемое изобретение позволяет резко повысить производительность технологической линии; организовать непрерывную крупнотоннажную технологию получения широкого ассортимента продукции, при этом (при необходимости) легко переходить к производству от одного вида готового продукта к другому на установках с использованием серийного оборудования; получать соединения регулируемого состава, с заданным соотношением активных компонентов (активные оксиды, основные углекислые соли, их смеси) оптимальной дисперсностью и плотностью, не содержащих вредных примесей, т.е. отвечающих важнейшим требованиям, предъявляемым к сырью для производства катализаторов и поглотителей; использовать для производства продукции не только металлы, но и оксиды, гидроксиды или их смеси, вплоть до использования отходов, например, отработанных катализаторов; создать безотходное экологически чистое производство.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления медно-аммиачно-карбонатного раствора | 2017 |
|
RU2679267C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВНЫХ УГЛЕКИСЛЫХ СОЛЕЙ ЦИНКА | 2012 |
|
RU2490209C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ ОКИСЛИТЕЛЬНО-ВОССТАНОВИТЕЛЬНЫХ ПРОЦЕССОВ | 2000 |
|
RU2172210C1 |
| СПОСОБ ПЕРЕРАБОТКИ КОБАЛЬТСОДЕРЖАЩИХ ОТХОДОВ | 2012 |
|
RU2489509C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ ПОЛУЧЕНИЯ МЕТАНОЛА | 1990 |
|
RU1774556C |
| СПОСОБ ПОЛУЧЕНИЯ МОЧЕВИНЫ ИЗ АММИАКА И ДИОКСИДА УГЛЕРОДА | 1992 |
|
RU2043336C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО КАТАЛИЗАТОРА ДЛЯ ДЕСУЛЬФУРИЗАЦИИ ГАЗОВ | 2010 |
|
RU2452566C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ КОНВЕРСИИ ОКИСИ УГЛЕРОДА С ВОДЯНЫМ ПАРОМ | 1983 |
|
SU1152127A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ДЛЯ ОБЕССЕРИВАНИЯ ПОТОКОВ УГЛЕВОДОРОДОВ | 2006 |
|
RU2361668C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МЕДЬЦИНКАЛЮМИНИЕВОГО КАТАЛИЗАТОРА (ВАРИАНТЫ) | 2004 |
|
RU2282496C1 |
Изобретение относится к технологии получения основных углекислых солей меди, цинка, никеля и кобальта и их оксидов, которые могут быть использованы в качестве сырья и полупродуктов в производстве катализаторов и поглотителей в химической и нефтехимической промышленности. Способ включает растворение и одновременное окисление ионов металлов из различного вида сырья (металло, неактивных оксидов, гидрокисдов) при повышенной температуре и заданном молярном соотношении метал: аммиак: диоксид углерода с получением насыщенного раствора аммиакатов с концентрацией, температурой и далвением, позволяющим оптимально провести их термическое разложение в интенсивном режиме и полном объеме реатора. Для интенсификации процесса создены условия циркуляции раствора и отвода газообразных продуктов реакции, при этом жидкие и газообразные продукты реакции производства рециркулируют и снова используют в процессе. Производительность непрерывного технологического потока в 3-4 раза превышает показатели известного способа и составляет 14000 - 27000 кг/сут для соединений меди и цинка и 7000 14000 кг/сут для соединений никеля и кобальта. Способ позволяет получать продукты регулируемого состава с заданным соотношением активных компонентов с высокой чистотой и дисперсностью. 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ОСНОВНЫХ УГЛЕКИСЛЫХ СОЛЕЙ МЕДИ, ЦИНКА, НИКЕЛЯ И КОБАЛЬТА И ИХ ОКСИДОВ, включающий растворение металлсодержащего соединения в аммиачно-карбонатном растворе с получением насыщенного раствора аммиакатов соответствующего металла, его предварительный нагрев и подачу в реактор на разложение при повышенной температуре с последующим образованием целевого продукта, его фильтрацию, сушку, конденсацию и возврат газообразных продуктов на стадию растворения, отличающийся тем, что, с целью обеспечения возможности получения активных оксидов, повышения производительности непрерывного технологического потока, в качестве металлсодержащих соединений используют технический металл и/или неактивный оксид и/или гидроксид и/или их смеси, растворение осуществляют при 55 85oС и молярном соотношении металл аммиак: диоксид углерода 1 1,5 3,5 1 для меди и цинка и 1 3,5 5,0 1 для никеля и кобальта с получением раствора аммиакатов, содержащего 1 3 моль металла на 1 л раствора, предварительный нагрев раствора осуществляют при 100 150oС и давлении 100 600 ГПа, подачу нагретого раствора производят со скоростью 0,2 0,4 доли объема реактора в 1 ч, а термическое разложение аммиакатов проводят при 92 99oС до получения требуемого продукта при принудительном удалении газообразных продуктов реакции, обеспечивая их давление над раствором 0,2 0,7 кПа, и непрерывной 3 - 5-кратной циркуляции раствора в реакторе, причем циркуляцию осуществляют при параллельном одностороннем движении снизу вверх потока жидкости и газов при непрерывном удалении из реактора продукта.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Патент США N 3652229, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
