Изобретение относится к прокатному (волочильному) производству и может быть использовано при получении длинномерных профилей с переменной клиновидностью по длине.
Цель изобретения упрощение конструкции клети.
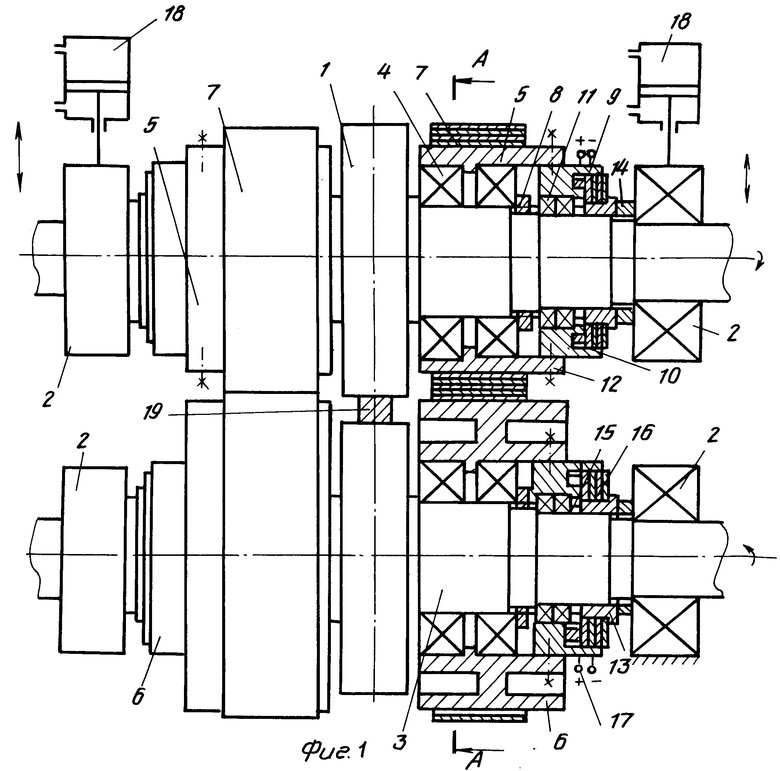
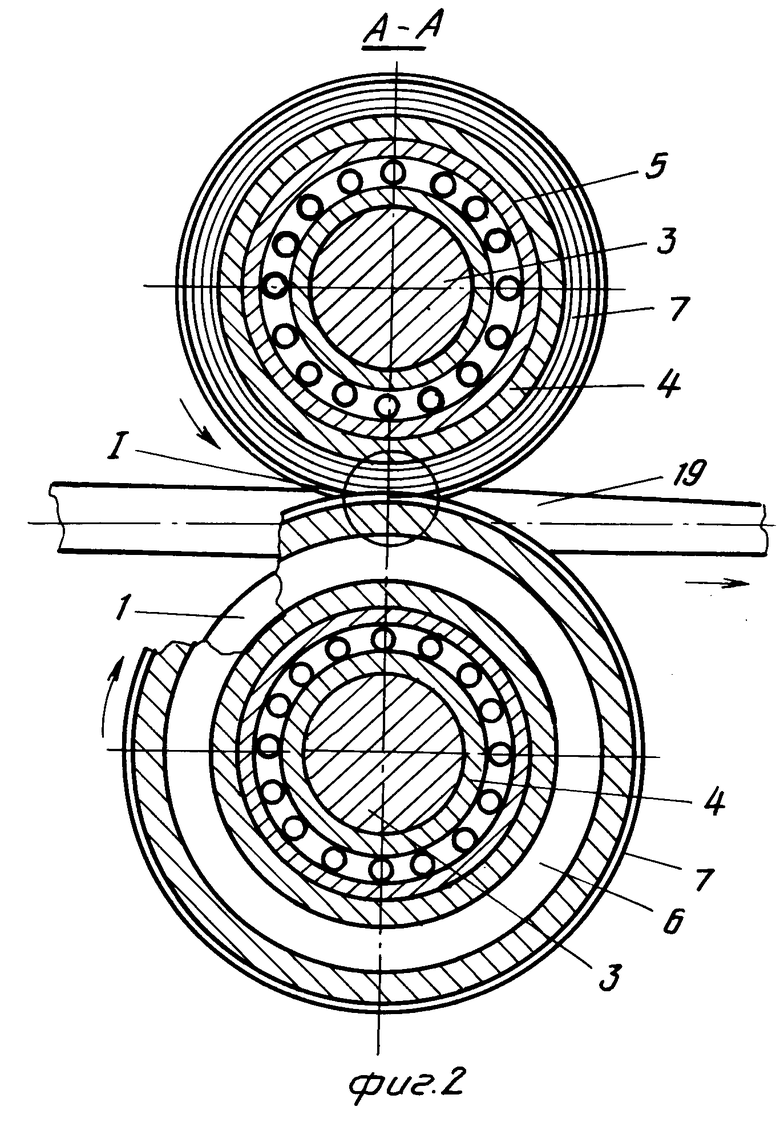
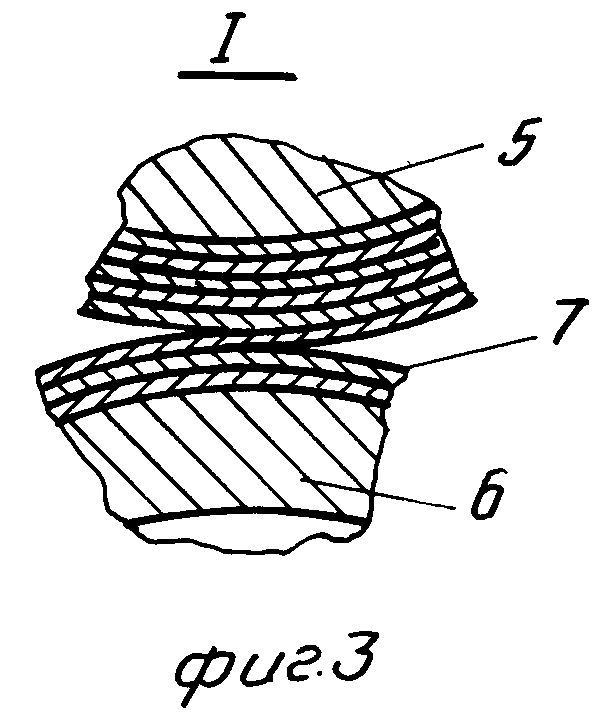
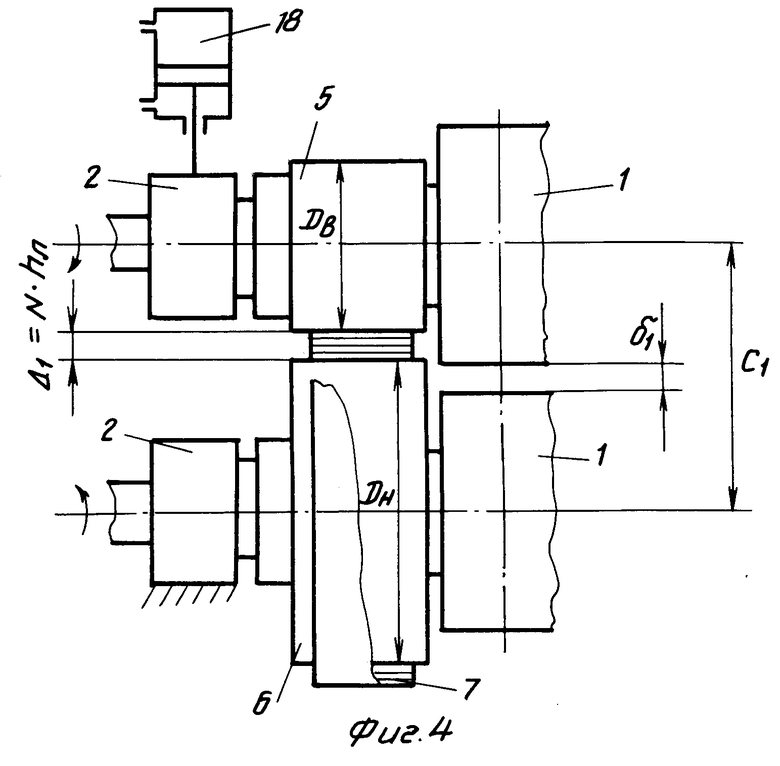
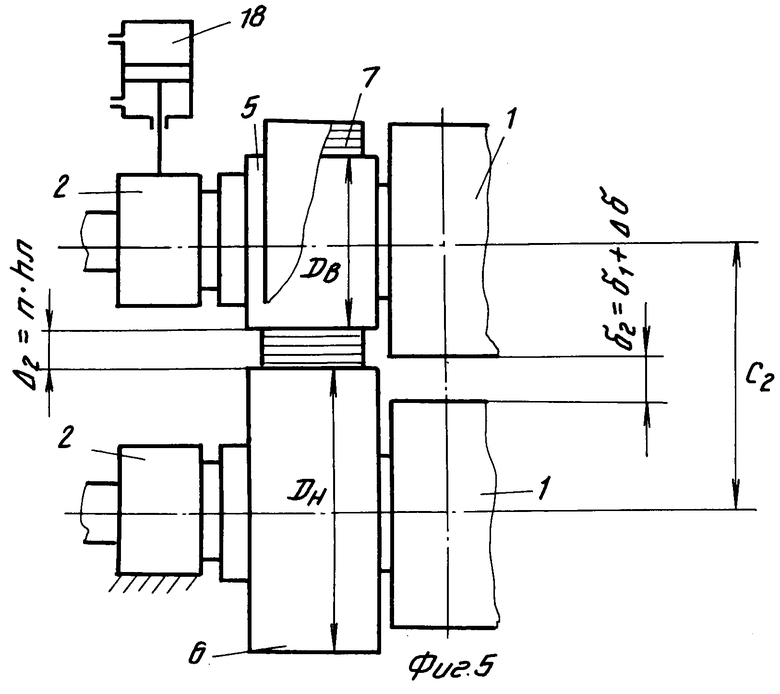
На фиг. 1 изображена клеть, поперечный разрез; на фиг.2 разрез А-А на фиг. 1; на фиг.3 узел I на фиг.2; на фиг.4 исходное (перед прокаткой) положение рабочих валков клети; на фиг.5 конечное (после прокатки заготовки) положение рабочих валков клети; на фиг.6 графики изменения рабочего зазора между валками в зависимости от исходного числа витков ленты при различных соотношениях наружных диаметров барабанов.
В клети для продольной прокатки длинномерных изделий с переменной толщиной по длине, содержащей рабочие валки со свободно вращающимися барабанами, установленными по обеим сторонам клети, механизм радиальной установки валков в виде наматывающихся на барабаны лент, и фиксирующие их устройства, каждая лента смонтирована с S-образным охватом смежных барабанов верхнего и нижнего рабочих валков. Один ее конец закреплен на барабане верхнего валка, другой на барабане нижнего валка. Барабаны выполнены с различными наружными диаметрами. Подобное конструктивное размещение лент механизма радиальной установки валков и исполнение наружных диаметров барабанов позволяет в известной прокатной клети осуществлять перемотку рулона ленты с барабана (например, нижнего) валка на смежный барабан другого (верхнего) валка, плавно изменяя зазор между рабочими валками, что значительно упрощает конструкцию клети за счет исключения дополнительных устройств для наматывания (сматывания) лент, а также средств их автоматизированного управления, и обеспечивает получение в данной клети длинномерных изделий различным продольным сечением.
Клеть для продольной прокатки длинномерных изделий с переменной толщиной по длине включает рабочие валки 1, установленные в подушках 2 станины клети (не показана). На шейках 3 рабочих валков между торцами рабочих валков и подушек по обеим сторонам клети установлены с возможностью вращения на подшипниках 4 барабаны 5 и 6, имеющие разные наружный диаметр (в данном случае барабаны 5 верхнего рабочего валка имеют наружный диаметр Dв меньше наружного диаметра Dн барабанов 6 нижнего рабочего валка, т.е. Dв<Dн). На смежных барабанах 5 и 6 размещены с S-образным охватом последних ленты 7, механизма радиальной установки валков. Каждая лента охватывает оба смежных барабана. Один ее конец закреплен на барабане 5 верхнего валка, другой на барабане 6 нижнего валка. Подшипники 4 фиксируются на шейках 3 рабочих валков с помощью гаек 8. В цилиндрических полостях барабанов 5 и 6 со стороны подушек 2 установлены устройства фиксации барабанов на валках в виде фрикционных электромагнитных муфт, каждая из которых состоит из двух полумуфт, причем одна полумуфта 9 с электромагнитом 10 установлена на шейке 3 рабочего валка 1 с возможностью свободного вращения на подшипниках 11 и жестко, посредством винтов 12, связана с барабаном 5 (или 6), а другая полумуфта 13 зафиксирована на шейке 3 рабочего валка 1 посредством гайки 14 и втулки 15, упирающейся во внутреннюю обойму одного из подшипников 11. Между муфтами расположен комплект фрикционных дисков 16. Управление электромагнитом 10 муфты осуществляется через токосъемники 17, установленные на наружной поверхности полумуфты 9. Нижние подушки рабочих валков установлены неподвижно в станине прокатной клети, а верхние подушки связаны с гидроцилиндрами 18 и могут перемещаться в вертикальном направлении в пазах станины (не показана).
Клеть для продольной прокатки длинномерных изделий с переменной толщиной по длине работает следующим образом. Первоначально рабочие валки 1 находятся в исходном положении, которому соответствует определенное (установочное) значение межвалкового зазора, валкам посpедством привода (не показан) придается вращение. Электромагнитные муфты, установленные на рабочих валках являются нормально разомкнутыми, т.е. при выключенном токе возбуждения фрикционные дики 16 разомкнуты и не передают крутящего момента. В таком положении барабаны 5 и 6 с лентами 7 остаются неподвижными, а посредством привода вращаются только рабочие валки 1, осуществляя при этом обычный процесс продольной прокатки задаваемой в клеть заготовки. Изменения зазора между валками не происходит и верхний валок остается неподвижным. При необходимости получения изделия 19 (или участка изделия) клиновидной (в продольном сечении) формы через токосъемники 17 на электромагнит 10 муфты одного из валков подается ток возбуждения, в результате чего фрикционные диски 16 замыкаются и передают крутящий момент от полумуфты 13, связанной с шейкой 3 рабочего валка, полумуфте 9, связанной с барабаном 5. Таким образом, при включении электромагнитных муфт, установленных, например, на верхнем рабочем валке, начинают вращаться барабаны 5 наматывая ленты 7 на свою наружную поверхность. Электромагнитные муфты нижнего рабочего валка при этом находятся в исходном положении, т.е. нормально разомкнуты. В этом случае барабаны 6 нижнего рабочего валка через ленты 7 начинают вращаться в противоположном по отношению к барабанам 5 верхнего рабочего валка направлении, что обеспечивает сматывание лент 7 с наружной поверхности барабанов 6. Так как барабаны 5 и 6 соответственно верхнего и нижнего рабочих валков имеют разные диаметры, то при неизменной (по длине) толщине лент 7 на этих барабанах размещается различное количество витков ленты, т.е. происходит изменение межвалкового зазора.
В исходном положении (фиг.4, ввиду симметричности конструкции показана часть клети) на барабане 6 нижнего рабочего валка, имеющем наружный диаметр Dн размещалось N витков ленты 7, имеющей толщину hл, а барабан 5 верхнего рабочего валка с наружным диаметром Dв свободен от ленты. В этом случае расстояние С1 между осями рабочих валков, определяющее установочное значение межвалкового зазора δ1, определяется соотношением C1=Dв/2+Dн/2+Δ1, (1) где Δ1=N˙hл
При включении электромагнитных муфтах верхнего рабочего валка и выключенных муфтах нижнего рабочего валка одновременно с вращением обоих рабочих валков происходит перемотка лент 7 с барабана 6 нижнего валка на барабан 5 верхнего валка. В конечном положении на поверхности барабана 5 размещается n витков ленты, а барабан 6 свободен от ленты. В этом случае расстояние С2 между осями рабочих валков, соответствующее конечному межвалковому зазору δ2 составит: C2=Dв/2+Dн/2+Δ2, (2) где Δ2=N˙hл Изменение межвалкового зазора Δδ= δ2-δ1 будет определяться изменением расстояния между осями рабочих валков ΔС=С2-С1, т.е. Δδ=ΔC (3) или с учетом (1) и (2) Δδ=(n-N)hл (4)
Если наружные диаметры барабанов валков равны (Dв=Dн), то n=N и соответственно Δδ0, т.е. изменения зазора не происходит. Если Dв≠Dн, то Δδ≠0 изменение зазора происходит. Очевидно, что при разных соотношениях диаметров барабанов, т.е. при разных коэффициентах К(К=Dв/Dн) величина изменения межвалкового зазора будет различной.
Длина ленты 7, размещенной на барабане 6, в исходном положении определяется соотношением:
L1=πN[Dн+(N-1)hл] (5)
Аналогично в конечном положении длина ленты 7, размещенной на барабане 5, будет равна
L2=πN[Dв+(n-1)hл] (6)
В процессе прокатки изменения длины ленты 7 не происходит, т.e. L1=L2. С учетом выражений (5), (6) будем иметь: DнN+N(N-1)hл=Dв˙n+n(n-1)hл. (7)
Неизвестной величиной в выражении (7) является n количество витков ленты в конечном положении. Представим выражение (7) в виде квадратного уравнения: hлn2+(Dв-hл)n-N[Dн+(N-1)hл]0
Решая уравнение (8), находим неизвестную величину: n 
 -Dв+h
-Dв+h (9)
(9)
Подставляя выражение (9) в выражение (4) можно определить изменение межвалкового зазора Δδ для предложенного комплекта рабочих валков при известных параметрах Dв, Dн, N, hл.
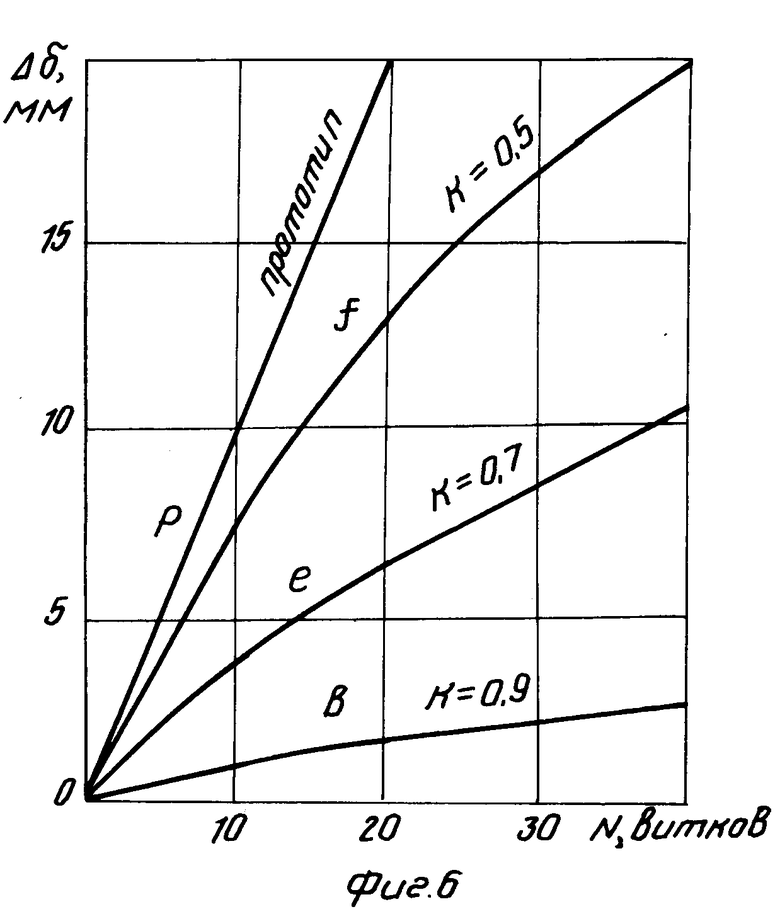
На фиг. 6 представлены полученные расчетным путем графики изменения межвалкового зазора Δδ в зависимости от числа витков N ленты толщиной 1,0 мм в исходном положении для различных соотношений k наружных диаметров барабанов (Dн=200 мм); кривая f-k=0,9, кривая е-k=0,7, кривая b-k=0,5. Для сравнения там же представлена кривая p для изменения зазора между валками в случае намотки лент на один из валков в известной клети. Из приведенных графиков видно, что с увеличением величины коэффициента k (соотношения диаметров барабанов) величина изменения межвалкового зазора уменьшается, т.е. для получения изделий с большим углом продольной клиновидности необходимо уменьшать коэффициент k и, наоборот, для получения длинномерных изделий (например, проволоки для канатов, кабелей) с малыми углами клиновидности необходимо увеличивать коэффициент (т.е. k _→1,0).
Таким образом, в процессе прокатки происходит плавное изменение межвалкового зазора, вызываемое перемещением верхнего рабочего валка в пазах станины прокатной клети (не показана), при этом в связанных с подушками 2 верхнего рабочего валка гидроцилиндрах 18 посредством системы автоматического регулирования постоянно поддерживается определенное давление Рц; величина которого должна быть больше усилия прокатки Рпр, т.е. Рц>Рпр. Заготовка обжимается в валках с плавно изменяющейся высотой очага деформации, в результате чего получается клиновидный по длине прокат 19 с монотонно изменяющейся (в данном случае увеличивающейся) толщиной.
Перед прокаткой следующей заготовки направление вращения рабочих валков меняется на противоположное и пpоизводится переключение электромагнитных муфт, т. е. в данном случае муфта верхнего валка отключается, а муфта нижнего валка включается. Задача каждой последующей заготовки производится со стороны выхода из клети предыдущей заготовки, а направленное изменение зазора (уменьшение или увеличение) при этом меняется на противоположное.
Предложенное устройство клети было опробовано на лабораторном двухвалковом стане с гидравлической системой регулирования толщины полосы. Прокатка велась на валках с гладкой бочкой диаметром 160 мм, для намотки использовали ленту из стали 08 кп толщиной 0,5 мм. Барабаны нижнего рабочего валка имели диаметр 200 мм, верхнего -120 мм (k=0,6). В исходном положении на барабанах нижнего валка размещалось 10 витков ленты. При этом установочный зазор между рабочими поверхностями валков составлял 5 мм. В валки задавали проволоку из меди М1 диаметром 10 мм. Скорость прокатки составляла 0,1 м/с. В конечном положении на барабанах верхнего валка размещалось 16 витков ленты, а зазор между валками составлял 8 мм. Это позволяло получать длинномерные (длиной более 5000 мм) изделия с плавно изменяющейся (по длине) от 5 до 8 мм толщиной.
Предложенное техническое решение позволяет существенно упростить как конструкцию клети, так и ее эксплуатацию. При этом за счет исключения устройств для наматывания (сматывания) лент на 25-30% уменьшается стоимость оборудования прокатной клети, на 10-12% металлоемкость. Исключение устройств для наматывания (сматывания) лент способствует улучшению условий работы обслуживающего стан персонала, т.к. в этом случае исключается возможность травмирования движущимися лентами. Кроме того, предложенная конструкция клети обладает более широкими технологическими возможностями, т.к. позволяет при соотношениях наружных диаметров смежных барабанов (коэффициент k) близких к единице (k_→1), получить значительно меньшие, нежели в известной клети, углы продольной клиновидности прокатываемых изделий, что особенно важно при изготовлении длинномерных изделий большой протяженности (канаты, проволока, кабели и т.д.).
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1996 |
|
RU2112612C1 |
| ВАЛКОВЫЙ УЗЕЛ | 1990 |
|
RU2068309C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| ГИБКИЙ ТЯГОВЫЙ ОРГАН СКВАЖИННОЙ НАСОСНОЙ УСТАНОВКИ | 1996 |
|
RU2109929C1 |
| МОТАЛКА ПРОКАТНОГО СТАНА ДЛЯ ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 1996 |
|
RU2101112C1 |
| СПОСОБ ТЕПЛОВОЙ ПРОКАТКИ ПОЛОСЫ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1990 |
|
RU2009735C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| ЛЕНТОПРОКАТНЫЙ СТАН | 1996 |
|
RU2088352C1 |
Использование: в прокатном (волочильном) производстве при изготовлении длинномерных изделий с переменной толщиной по длине. Сущность изобретения: клеть содержит рабочие валки, каждый из которых снабжен барабанами, установленными по обеим сторонам клети, механизм радиальной регулировки, выполненной в виде наматывающихся на барабаны лент, и устройства фиксации барабанов на валках. Каждая лента смонтирована с S-образным охватом смежных барабанов верхнего и нижнего рабочих валков. Один ее конец закреплен на барабане верхнего валка, другой на барабане нижнего валка. Барабаны выполнены с разными наружными диаметрами. Это позволяет снизить металлоемкость клети на 10-12% 6 ил.
КЛЕТЬ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННОЙ ТОЛЩИНОЙ ПО ДЛИНЕ, содержащая рабочие валки со свободно вращающимися барабанами, установленными по обеим сторонам клети, механизм радиальной установки валков в виде наматывающих на барабаны лент и фиксирующие их устройства, отличающаяся тем, что, с целью упрощения конструкции, каждая лента смонтирована с S-образным охватом смежных барабанов верхнего и нижнего рабочих валков, причем ее концы закреплены один на барабане верхнего валка, другой на барабане нижнего валка, а барабаны выполнены с разными наружными диаметрами.
| Авторское свидетельство СССР N 1649722 кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
