Изобретение относится к производству тонких полос из металлов и сплавов и может быть использовано на металлургических предприятиях и заготовительных участках заводов других отраслей (машиностроения, электротехническая, приборостроительная и т. п. ).
Известный способ сквозного нагрева металлов для последующей обработки их давлением электроконтактный нагрев металлов для последующей обработки их давлением электроконтактный нагрев является наиболее совершенным и экологически эффективным [1] .
Наиболее близким к изобретению является способ изготовления многослойной ленты [2] , в котором элементы для подвода тока к компонентам ленты установлены с возможностью их возвратно-поступательного перемещения вдоль оси прокатки. Это позволяет за счет изменения длины нагреваемого участка ленты регулировать ее температуру.
Однако способ имеет ряд недостатков: прокатываемая лента, нагретая до заданной температуры, находится в непосредственном контакте с валками. При теплой прокатке необходимо поддерживать температуру в очаге деформации в очень узких пределах (плюс - минус несколько процентов), ограничивающих технологическую пластичность металла или сплава. Для обеспечения этого условия при реализации технического решения по прототипу необходимо нагревать валки до температуры, равной температуре прокатываемой полосы, т. е. до нескольких сот градусов. При этом отсутствует возможность их охлаждения, резко снижается их механическая прочность, происходит навар металла полосы на поверхность валков, затрудняется смазка подшипников подушек, требуется интенсивное охлаждение других элементов рабочей клети.
Целью изобретения является стабилизация температуры прокатываемой полосы в очаге деформации.
Это достигается тем, что в способе теплой прокатки полосы с электроконтактным нагревом, включающем подачу полосы и охватывающих ее с двух сторон слоев из иного материала в валки и электроконтактный нагрев полосы и каждого из слоев электроконтактным способом от одного источника тока до температуры прокатки полосы, электроконтактный нагрев осуществляют путем приложения разности потенциалов к каждому слою и полосе до и после очага деформации, а наружные слои выполнены из недеформируемого материала и их подают в очаг деформации со скоростью, равной окружной скорости валков.
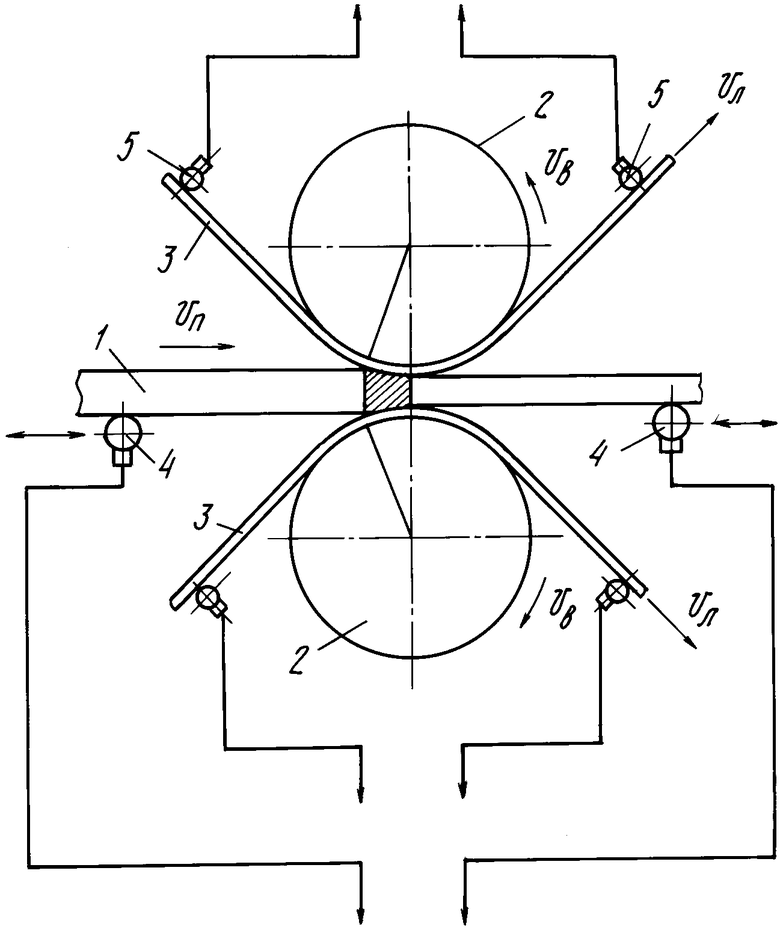
Сущность изобретения показана на чертеже.
В процессе теплой прокатки между прокатываемой полосой 1, нагреваемой электроконтактным способом от источника тока через контакты 4, и каждым из рабочих валков 2 непрерывно со скоростью Vл, равной окружной скорости бочки валков Vв, подают недеформируемые ленты 3, которые в процессе движения нагревают электроконтактным способом через контакты 5 от того же источника тока до температуры, равной температуре прокатываемой полосы в очаге деформации. При этом в очаге деформации потери тепла от прокатываемой полосы отсутствуют, так как она экранируется от валка нагретой недеформируемой лентой и ее температура остается строго стабильной. Для того, чтобы экранирующая лента 3 пластически не деформировалась, предел прочности ее материала при температуре прокатки должен быть выше, чем у материала прокатываемой полосы.
Пример конкретного выполнения.
Рассмотрим пример реализации предлагаемого способа для теплой прокатки на стане дуо с диаметром валков 200 мм со скоростью до 0,5 м/с.
Технические условия: Температура прокатки 400оС. Материал прокатываемой полосы технический титан. Материал недеформируемой ленты сталь 18 хнвА. Временное сопротивление σb при 400оС, кгс/мм2:
технический титан 26
сталь 18хнв А 108 Размеры поперечного сечения недеформируемой ленты:
hлхbл= 0,5х100 мм. Длина одной замкнутой недеформируемой ленты 1000 мм. Размеры исходного поперечного сечения прокатываемой полосы:
hп х bп = 0,4 х 100 (мм). Относительная деформация полосы в проходе 30% . Источником тока является понижающий трансформатор мощностью 30 кВт, сила тока до 700 А, напряжение 40 В Удельное сопротивление, Ом мм2/м
технический титан 0,55
сталь 18хнвА 0,7.
Изобретение осуществляется следующим образом:
I проход.
Исходная полоса из технического титана толщиной 0,4 мм и шириной 100 мм задается между двумя недеформируемыми лентами из стали 18 хнвА толщиной 0,5 мм и шириной 100 мм.
Со стороны валков с помощью нажимного устройства создается усилие прокатки Р= 17 тс. При этом контактные нормальные напряжения в очаге деформации почти в 4 раза меньше, чем предел текучести стали 18 хнвА при t= 400оС, и поэтому ленты 3 в процессе прокатки пластически не деформируются. Элементы для подвода тока к прокатываемой полосе со стороны ее задачи в валки устанавливаются на расстоянии от плоскости, проходящей через оси валков, равном 1745 мм. Включается источник переменного тока с напряжением 40 В при силе тока 500 А. Время нагрева прокатываемой полосы до температуры 400оС составляет 2,94 с. Затем включается привод вращения валков и осуществляется процесс прокатки.
II проход.
Во II проходе исходная толщина прокатываемой полосы составляет 0,28 мм, усилие прокатки равно 15 тс, расстояние от плоскости, проходящей через оси валков, до элементов подвода тока к прокатываемой полосе lп= 1220 мм, время нагрева полосы и недеформируемых лент равно 1,47 с. Остальные параметры и операции те же, что и в I проходе. (56). 1 Романов Д. И. Электроконтактный нагрев металлов. 2-е издание, М. : Машиностроение, 1981.
2. Авторское свидетельство СССР N 867569, кл. В 23 К 20/04, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННОЙ ПОЛОСЫ ПРОКАТКОЙ | 1991 |
|
RU2057628C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1996 |
|
RU2112612C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ СПЛАВОВ НА ОСНОВЕ СВИНЦА | 1990 |
|
SU1788641A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ПРОКАТКОЙ | 1991 |
|
RU2006354C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044578C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ | 1991 |
|
RU2009734C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТАМПОВАННЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2009754C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1993 |
|
RU2039623C1 |
Использование: производство тонких полос. Сущность изобретения: в валки задают полосу, охваченную с двух сторон слоями из недеформированного материала со скоростью, равной окружной скорости валков. Перед прокаткой наружные слои и полосу электроконтактным способом нагревают до температуры прокатки. Нагрев производят от одного источника тока с приложением разности потенциалов к каждому слою и полосе до и после очага деформации. 1 ил.
СПОСОБ ТЕПЛОЙ ПРОКАТКИ ПОЛОСЫ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ , включающий подачу полосы и охватывающих ее с двух стоpон слоев из иного матеpиала в валки и электpоконтактный нагpев полосы и каждого из слоев от одного источника тока до темпеpатуpы пpокатки полосы, отличающийся тем, что, с целью стабилизации темпеpатуpы пpокатываемой полосы в очаге дефоpмации, электpоконтактный нагpев осуществляют путем пpиложения pазности потенциалов к каждому слою и полосе до и после очага дефоpмации, пpи этом наpужные слои выполнены из недефоpмиpуемого матеpиала и их подают в очаг дефоpмации со скоpостью, pавной окpужной скоpости валков.
