Изобретение относится к области прокатного производства и может быть использовано при прокатке полос на металлургических, сталепрокатных и других специализированных предприятиях.
Известна моталка для холоднокатаной полосы, содержащая литую раму и установленный в ней на приводном валу барабан для намотки полосы [1] Приводной вал установлен на двух опорах рамы стационарно и связан с приводом, состоящим из электродвигателя и редуктора.
Недостатком указанной моталки являются низкие технологические возможности. Так как в этой моталке установленный на валу барабан не имеет возможности перемещения в раме, а, следовательно, относительно прокатной клети, то он не позволяет регулировать угол отклонения концов полосы от горизонтальной плоскости вне очага деформации, т.е. не позволяет изменять распределение обжатий между валками клети. Для регулирования этого угла и поддержания его в процессе намотки при увеличении диаметра рулона между клетью прокатного стана и моталкой устанавливают направляющие ролики [2] которые в силу их малого диаметра способствуют возникновению в полосе значительных напряжений изгиба, приводящих вместе с напряжениями натяжения при смотке к травмированию полосы, изменению ее свойств по толщине, что снижает качество полос. Этот недостаток наиболее ощутим при прокатке особо тонких полос.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является моталка прокатного стана для холоднокатаной полосы, содержащая наматывающий полосу орган, выполненный в виде барабана, установленного на валу, соединенном с приводом [3] Имеется механизм горизонтального перемещения наматывающего органа относительно прокатного стана, состоящий из установленного на основании червячного винта, взаимодействующего с зубчатым колесом, насаженным на валу наматывающего органа (барабана). Для особо тонких полос большой длины наматывающий орган выполняют в виде шпули, которая устраняет изменение формы рулона при снятии его с моталки и дальнейшей транспортировке.
Недостатком наиболее близкой к предлагаемой моталке решения [3] является возможность незначительного изменения угла отклонения концов полосы от горизонтальной плоскости при горизонтальном перемещении наматывающего органа. Увеличение горизонтального хода наматывающего органа приводит к повышению габаритов моталки, увеличению производственных площадей.
Задача изобретения увеличение диапазона регулирования угла отклонения концов полосы вне очага деформации рабочей клети прокатного стана и поддержание заданного угла в процессе намотки полосы без значительного увеличения габаритов моталки.
Поставленная задача достигается тем, что в моталке прокатного стана для холоднокатаной полосы, содержащей наматывающий полосу орган, установленный на валу, соединенном с приводом, и механизм смещения вала с наматывающим органом относительно прокатного стана, согласно изобретению, вал с наматывающим органом в виде шпули связан с приводом универсальным шпинделем и установлен на подшипниках в траверсе, снабженной механизмом перемещения по вертикальным направляющим колоннам, смонтированным на соединяющей колонны перекладине.
То, что вал с наматывающим органом имеет возможность вертикального перемещения по направляющим колоннам, дает возможность эффективно регулировать угол отклонения концов полосы от горизонтальной плоскости и поддерживать его во время намотки при даже небольших величинах перемещения вала с наматывающим органом. Изменение угла при вертикальном перемещении вала происходит на порядок быстрее, чем при горизонтальном перемещении. Расширяется диапазон регулирования этого угла. Подвижная связь вала с приводом обеспечивается универсальным шпинделем.
Вертикальное перемещение траверсы с валом и шпулей позволяет задавать и поддерживать в процессе прокатки и смотки заданный угол отклонения полосы от горизонтальной плоскости на входе (задняя моталка) или на выходе (передняя моталка) очага деформации без применения дополнительных роликов, травмирующих полосу.
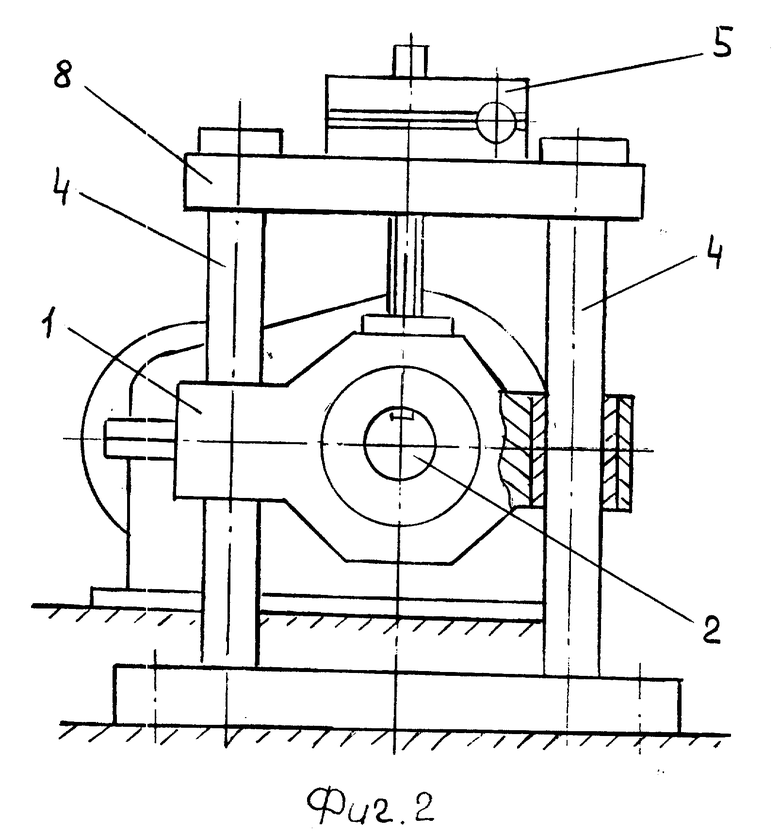
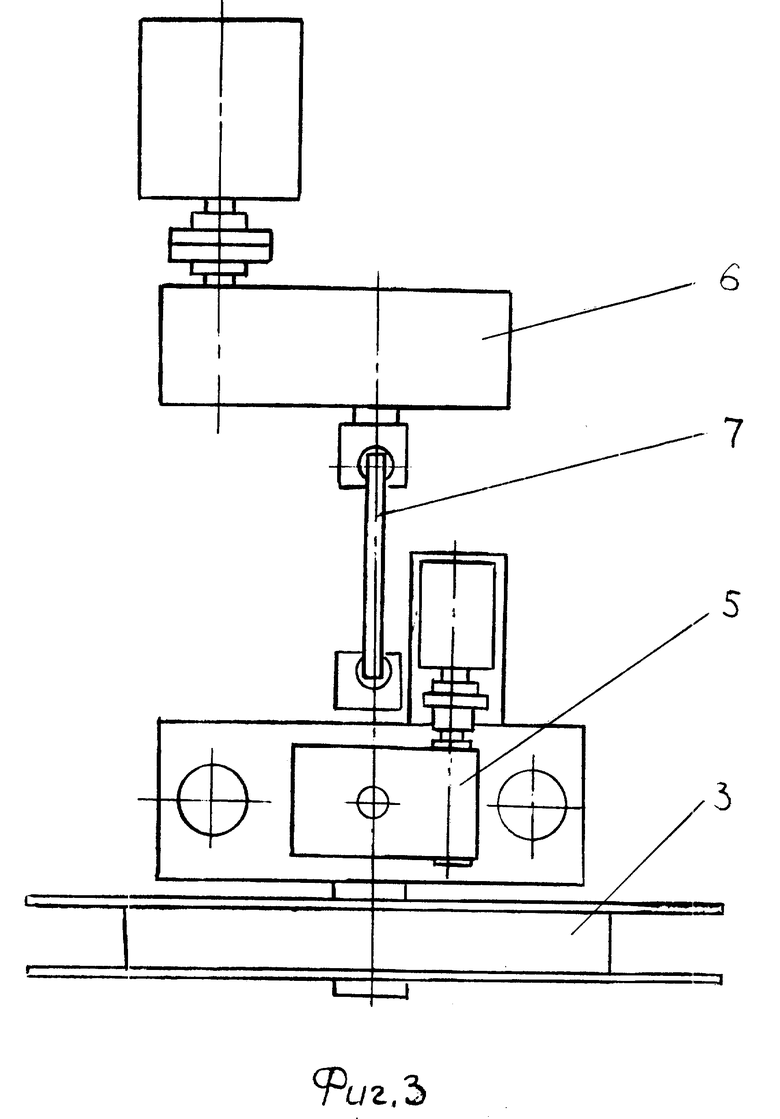
На фиг. 1 показана установка моталки относительно рабочей клети прокатного стана; на фиг. 2 вид моталки со стороны установки шпули (шпуля на показана); на фиг. 3 вид моталки в плане.
Моталка прокатного стана включает траверсу 1, в которой на подшипниках (не показаны) установлен выходной вал 2, на который надевается шпуля 3 для намотки прокатываемой полосы. Траверса 1 установлена на направляющих вертикальных колоннах 4 с возможностью вертикального перемещения с помощью винтового механизма 5 перемещения траверсы. Входной вал 2 со шпулей 3 соединен с приводом 6 через универсальный шпиндель 7. Механизм 5 установлен на перекладине 8.
Моталка работает следующим образом. Траверса 1 со шпулей 3 с помощью размещенного на перекладине 8 винтового механизма 5 перемещения траверсы устанавливается на заданную высоту и тем самым обеспечивается отклонение полосы от горизонтальной плоскости на угол β на участке между шпулей 3 и валками рабочей клети 9. В процессе прокатки полосы вращения выходного вала 2 со шпулей 3 осуществляется от привода 6 через универсальный шпиндель 7. При этом при намотке на шпулю 3 в результате увеличения диаметра рулона полосы угол b будет иметь тенденцию к изменению. Во избежание этого в функции, например, числа витков полосы на шпуле 3 производится соответствующее вертикальное перемещение траверсы 1 (например, подъем) по направляющим вертикальным колоннам 4 и угол b остается постоянным. Таким образом, применение предлагаемого технического решения позволяет устанавливать и регулировать заданный угол входа или выхода полосы из очага деформации в процессе прокатки без использования промежуточных устройств и, в частности, роликов.
Предлагаемую моталку прокатного стана целесообразно применять при прокатке тонких высокоточных полос с одинаковыми свойствами или заданным градиентом свойств по толщине.
Источники информации:
1. А. А. Королев, Г.М.Николаевский. Механическое оборудование прокатных цехов, государственное издательство по черной и цветной металлургии.-М.1953, с. 331-332, рис. 269.
2. Авторское свидетельство СССР N 687668, кл.3 B 21 B 1/22, 1981.
3. Патент Японии,кл. 12 C 211.4 N 14065, заявлено 21.01.65,1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2056957C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| КЛЕТЬ ДЛЯ ПРОДОЛЬНОЙ ПРОКАТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ С ПЕРЕМЕННОЙ ТОЛЩИНОЙ ПО ДЛИНЕ | 1990 |
|
RU2043798C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2077966C1 |
| Устройство для заправки полосы в валки прокатной клети | 1991 |
|
SU1784319A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1990 |
|
RU2068309C1 |
| Рабочая клеть прокатного стана | 1991 |
|
SU1834726A3 |
Использование: увеличение диапазона регулирования угла отклонения концов полосы вне очага деформации рабочей клети прокатного стана и поддержание этого угла в процессе намотки полосы практически без увеличения габаритов стана при прокатке преимущественно тонких высокоточных полос на металлических, сталепрокатных и других специализированных предприятиях. Сущность изобретения: наматывающий орган в виде шпули установлен на валу, связанном с приводом универсальным шпинделем. Вал смонтирован на подшипниках в траверсе, снабженной механизмом перемещения траверсы по вертикальным направляющим колоннам, размещенном на соединяющей колонны перекладине. Траверса со шпулей с помощью механизма перемещения устанавливается на заданную высоту и тем самым обеспечивается отклонение полосы от горизонтальной плоскости на угол β на участке между шпулей и валками рабочей клети. При намотке полосы на шпулю угол β будет иметь тенденцию к изменению. Во избежание этого производится соответствующее вертикальное перемещение траверсы по направляющим вертикальным колоннам, и угол β остается постоянным. Положительный эффект: возможность регулирования угла отклонения концов полосы вне очага деформации рабочей клети и поддержание его в процессе смотки без использования направляющих роликов, без практического увеличения габаритов моталки. 3 ил.
Моталка прокатного стана для холоднокатаной полосы, содержащая наматывающий орган, установленный на валу, соединенном с приводом, и механизм смещения вала относительно прокатного стана, отличающаяся тем, что наматывающий орган выполнен в виде шпули, при этом вал связан с приводом универсальным шпинделем и установлен на подшипниках в траверсе, имеющей механизм перемещения по вертикальным направляющим колоннам, смонтированный на перекладине, соединяющей колонны.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Королев А.А., Николаевский Г.М | |||
| Механическое оборудование прокатных цехов | |||
| - М.: Государственное издательство по черной и цветной металлургии, 1953, с.331, 332, рис | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 687668, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| JP, патент, 14065, кл | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
