Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых профилей, и предназначено для изготовления ферм и других строительных конструкций.
Решетка ферм изготавливается из отдельных элементов различного сечения уголков, швеллеров, труб. Изготовление и особенно сборка таких ферм усложнены ввиду большого количества составных частей, их многодельности, необходимости использования кондуктора (плазов) для правильной ориентировки элементов относительно других при сборке и сварке. Все это в конечном счете обуславливает высокую трудоемкость изготовления, ограничивает производительность.
В связи с этим особый интерес представляет конструкция фермы, в которой решетка раскосов предполагается в виде цельной металлической полосы трапециевидного профиля, изогнутой в виде гармошки.
При выполнении решетки в виде такой цельной полосы можно было бы устранить целый ряд трудностей, связанных с производством известных ферм. Однако проблема заключается в возможности механизированного изготовления такой полосы.
Известен способ изготовления гофрированной ленты путем образования в исходной полосе прямых поперечных гибов по всей ее ширине [1] В качестве решетки формы такая изогнутая полоса не может быть использована ввиду ее незначительной жесткости (в плоскости).
Известен способ изготовления корытообразных профилей из металлической полосы, включающий формообразующее воздействие на края полосы в одном направлении с помощью пары валков [2] Получаемый таким образом профиль может иметь требуемую жесткость и быть использован в качестве элементов решетки, однако для этого его необходимо разрезать на отрезки мерной длины.
Наиболее близким по решаемой задаче и технической сущности к изобретению является способ изготовления гнутых профилей из металлической полосы, включающий деформирование краев полосы в одном направлении с помощью пары валков, и деформирование крайних по ширине участков полосы в противоположных направлениях, и устройство для осуществления этого способа, содержащее пару валков, установленную с возможностью вращения вокруг параллельных осей и формообразующая поверхность которых содержит участки в виде круговых цилиндров с осями, совпадающими с осями вращения валков, и участки с осями, не совпадающие с осями вращения валков [3]
Недостатками известного технического решения является невозможность изготовления цельной полосы, которая могла бы быть использована в качестве решетки строительной фермы.
Техническая задача изобретения получение полосы гнутого профиля, согнутой в виде гармошки и обладающей жесткостью в двух направлениях.
Для решения этой задачи в способе изготовления гнутых профилей из металлической полосы в валках, при котором полосу изгибают с образованием чередующихся по длине криволинейных элементов, а крайние по ширине участки полосы деформируют в противоположных направлениях, криволинейные элементы выполняют в виде уголков, трапеций, дуг, а крайние по ширине участки деформируют в смежных промежутках между криволинейными элементами и придают им такую же форму, как и упомянутых элементов.
В устройстве, содержащем пару валков, установленных с возможностью вращения вокруг параллельных осей, и формообразующая поверхность которых содержит участки в виде круговых цилиндров с осями, совпадающими с осями вращения валков, и участки с осями, не совпадающими с осями вращения валков, формообразующая поверхность каждого из валков выполнена из трех участков, один из которых, центральный, представляет собой круговой цилиндр с осью, совпадающей с осью вращения валка, а на двух боковых участках сечения перпендикулярные оси вращения выполнены в виде сопряженных окружностей, центры которых расположены с эксцентриситетом относительно осей вращения валков, равным для окружностей обоих валков в каждом сечении и переменным в сечениях, расположенных вдоль оси вращения валков, при этом по ширине формообразующих поверхностей обоих валков выполнены соответствующие друг другу криволинейные выступы и впадины переменной высоты и глубины, расположенные для каждого сечения в плоскости, проходящей через центр формообразующей поверхности перпендикулярно отрезку прямой, соединяющей этот центр с центром вращения валка.
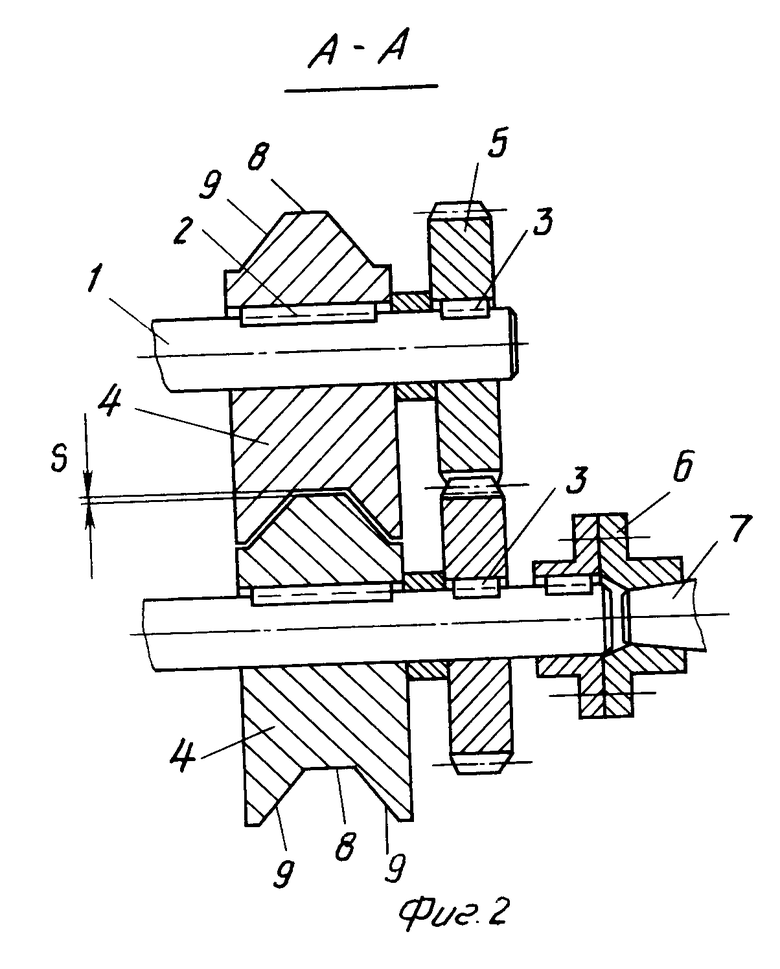
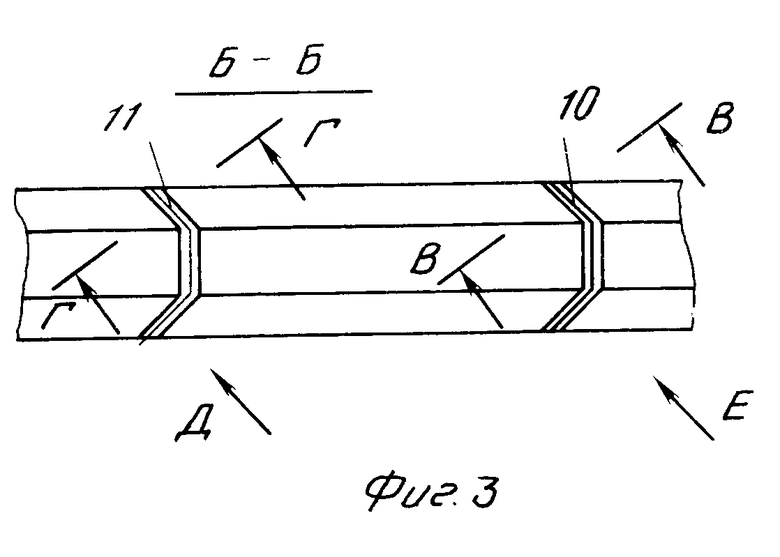
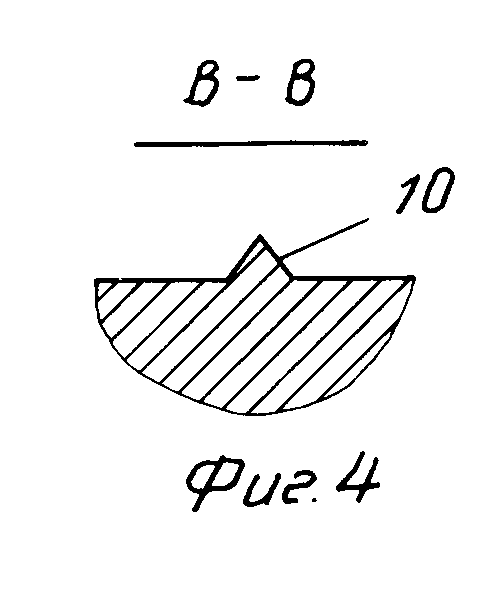
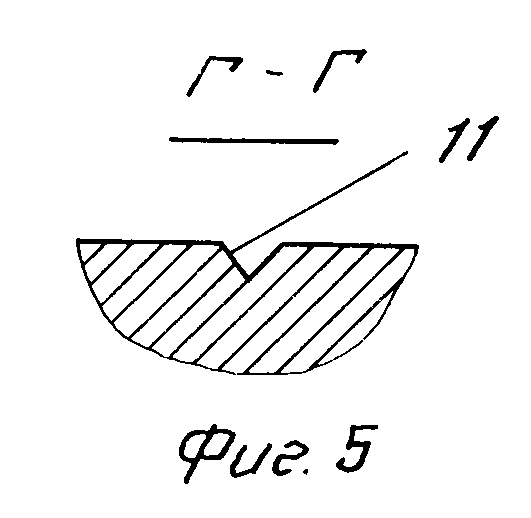
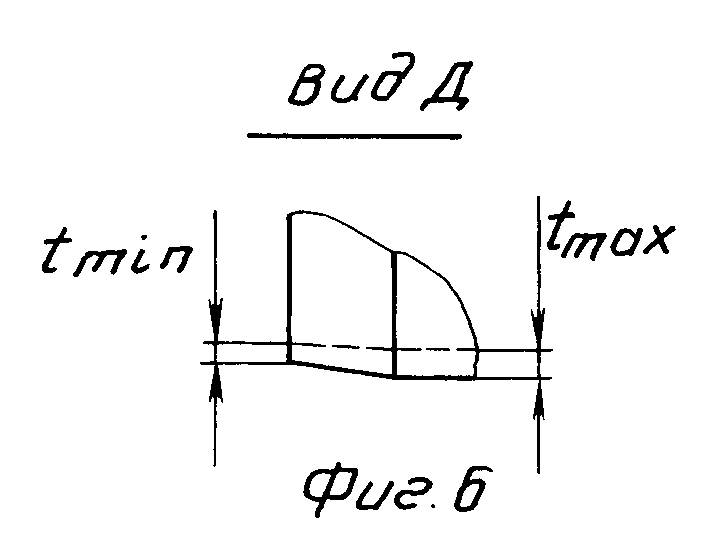
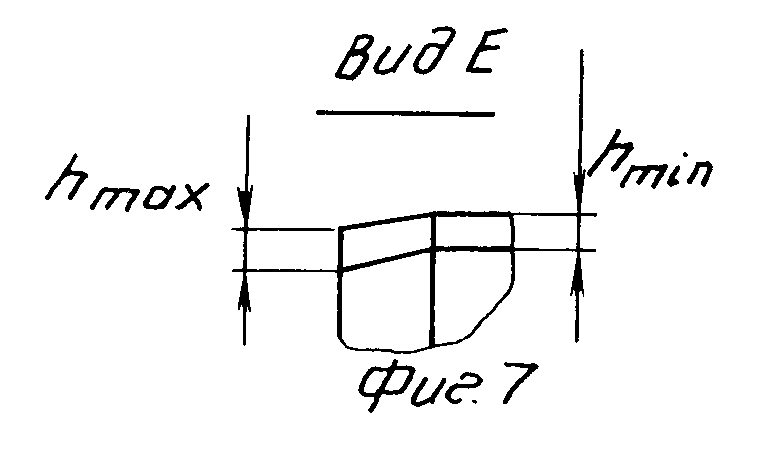
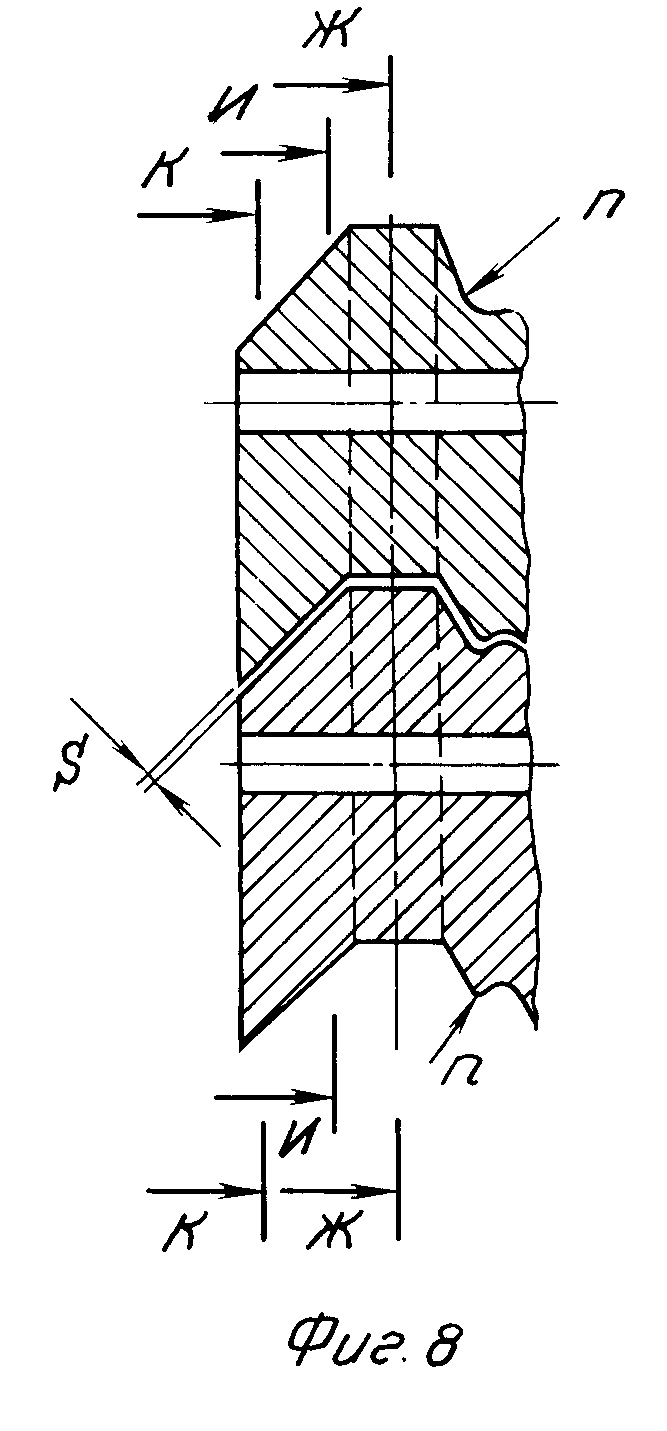
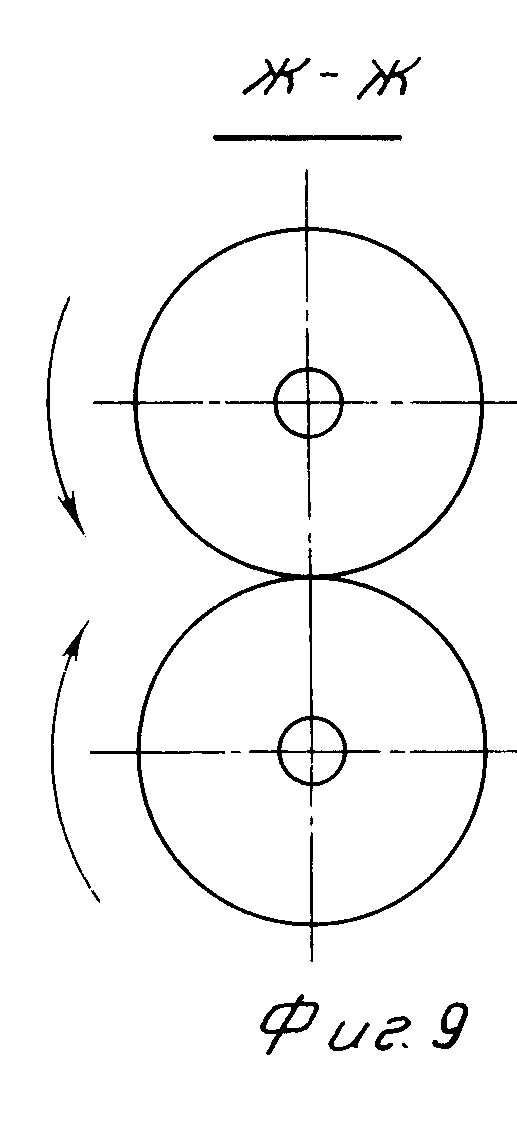
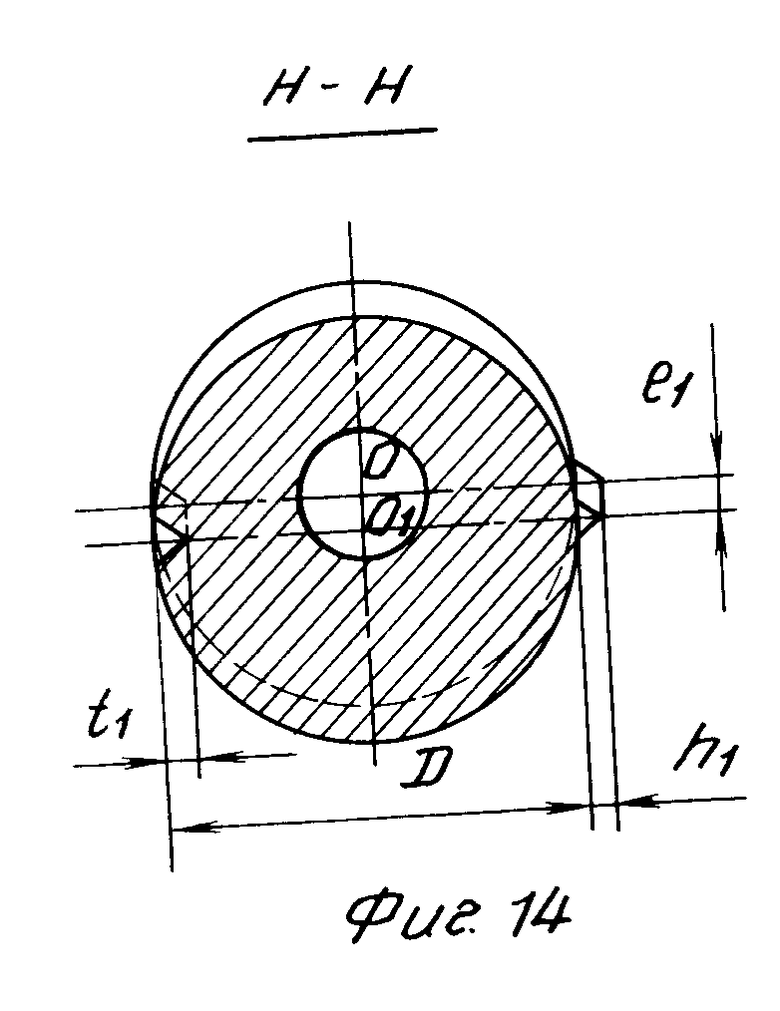
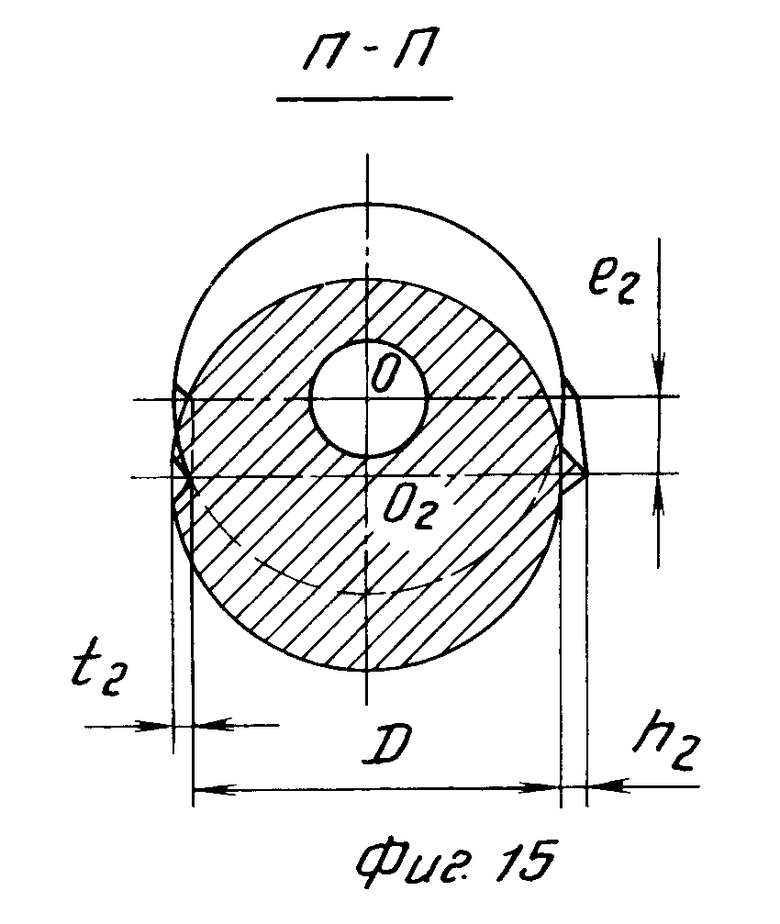
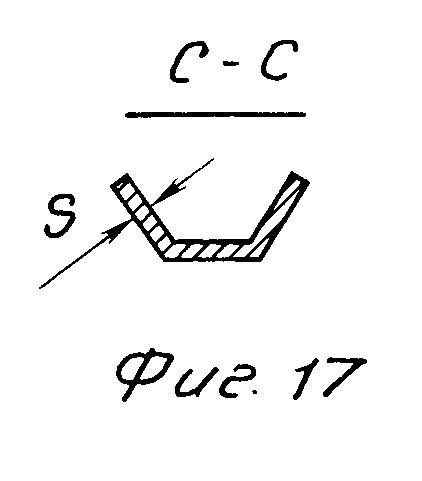
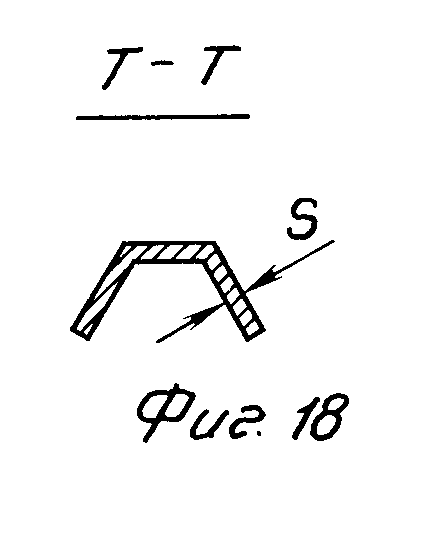
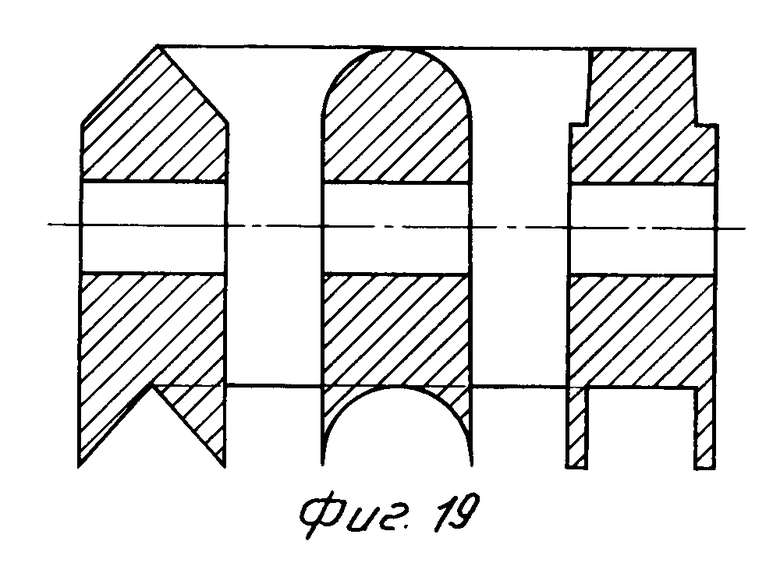
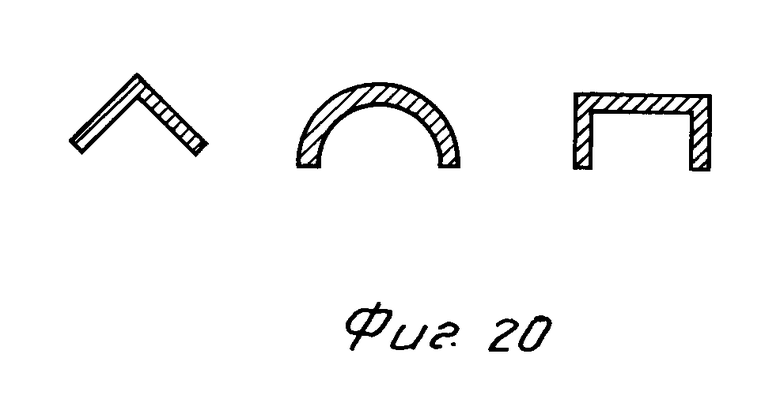
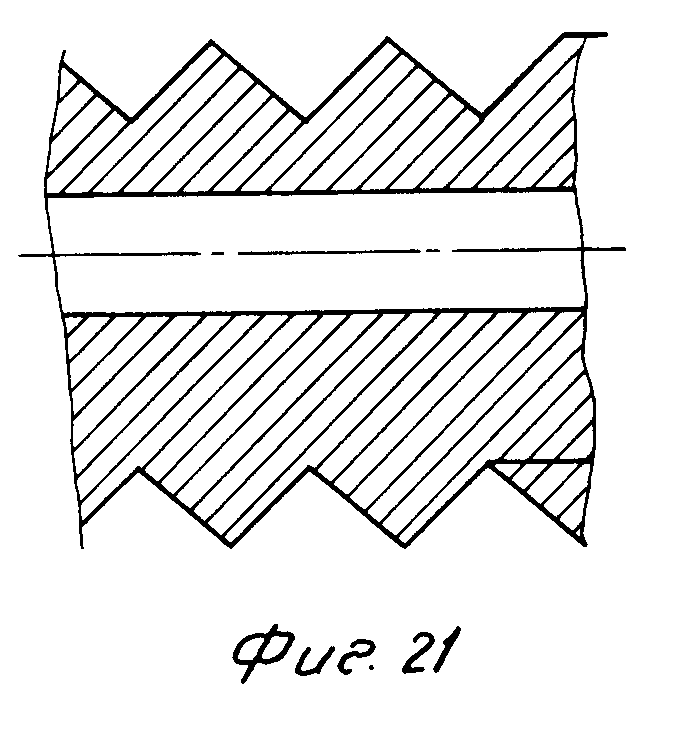
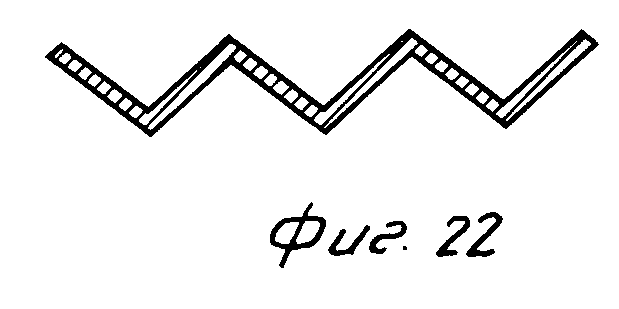
На фиг. 1 изображена предлагаемая конструкция пары валков, вид сборку (стрелками показаны направления вращения валков); на фиг.2 разрез А-А на фиг.1 (S межвалковый зазор, равный толщине исходной металлической полосы; на фиг.3 развернутый на плоскость круговой разрез Б-Б на фиг.1; на фиг.4 разрез В-В на фиг. 3; на фиг.5 разрез Г-Г на фиг.3; на фиг.6 вид по стрелке Д на фиг. 3 (tmax и tmin максимальная и минимальная глубина впадины, соответственно); на фиг.7 вид по стрелке Е на фиг.3 (hmax и hmin максимальная и минимальная высота выступа соответственно); на фиг.8 поперечное сечение возможной пары валков (n участок криволинейного профиля сечения валка); на фиг. 9 разрез Ж-Ж на фиг.8; на фиг.10 разрез И-И на фиг.8 (сплошными, штриховыми, штрихпунктирными и пунктирными линиями показаны взаимные положения сечений формообразующей поверхности валков при их согласованном вращении, I-IV взаимные положения сечений через каждые 90о их угла поворота, еI величина эксцентриситета между осью вращения валков и центром окружности сечения валка в данном разрезе); на фиг.11 разрез К-К на фиг.8 (е2 величина эксцентриситета между осью вращения валков и центром окружности сечения валка в данном разрезе); на фиг.12 вид по стрелке Л на фиг.1; на фиг.13 разрез М-М на фиг.12 (D диаметр окружности сечения валка; to и ho глубина впадины и высота выступа валка в сечении М-М. ео=0 нулевой эксцентриситет между осью вращения валка и центром окружности сечения в разрезе М-М); на фиг.14 разрез Н-Н на фиг. 12 (О1 центр окружности сечения валка; t1 и h1 глубина впадины и высота выступа валка в сечении Н-Н); на фиг.15 разрез П-П на фиг.12 (t2 и h2 глубина впадины и высота выступа валка в сечении П-П, e21 величина эксцентриситета между осью вращения валка и центром О2 окружности сечения валка в разрезе П-П); на фиг.16 разрез Р-Р на фиг.1; на фиг.17 разрез С-С на фиг.1; на фиг.18 разрез Т-Т на фиг.1; на фиг.19 формы рабочих поверхностей валков; на фиг. 20 соответствующие им формы поперечных сечений готовых изделий; на фиг.21 форма рабочей поверхности валка; на фиг.22 соответствующая форма поперечного сечения готового изделия; на фиг.23-25 примеры изделий, изготавливаемых предлагаемым способом и устройством, их размеры и формы. Буквами α,H, α1,α2,R1,R2 обозначены некоторые параметры, характеризующие готовые изделия.
Устройство для изготовления гнутых профилей содержит два параллельных вала шпинделя 1, вращающихся в подшипниках, на которых при помощи шпонок 2 и 3 жестко установлены валки 4 и находящиеся в зацеплении шестерни 5 соответственно. Один из валов шпинделя 1 при помощи муфты 6 соединен с валом 7 привода. Формообразующие поверхности валков содержат цилиндрические поверхности 8, сечение которых плоскостью, перпендикулярной осям вращения, представляет собой окружности, центры которых совпадают с осями вращения валков, и участки формообразующей поверхности 9, сечения которых плоскостью, перпендикулярной осям вращения, представляют собой сопряженные окружности, центры которых расположены с эксцентриситетом относительно осей вращения валков. Валки 4 содержат соответствующие друг другу поперечные криволинейные выступы 10 и впадины 11. Исходная полоса 12 поступает в валки 4, и готовое изделие 13 выходит из них.
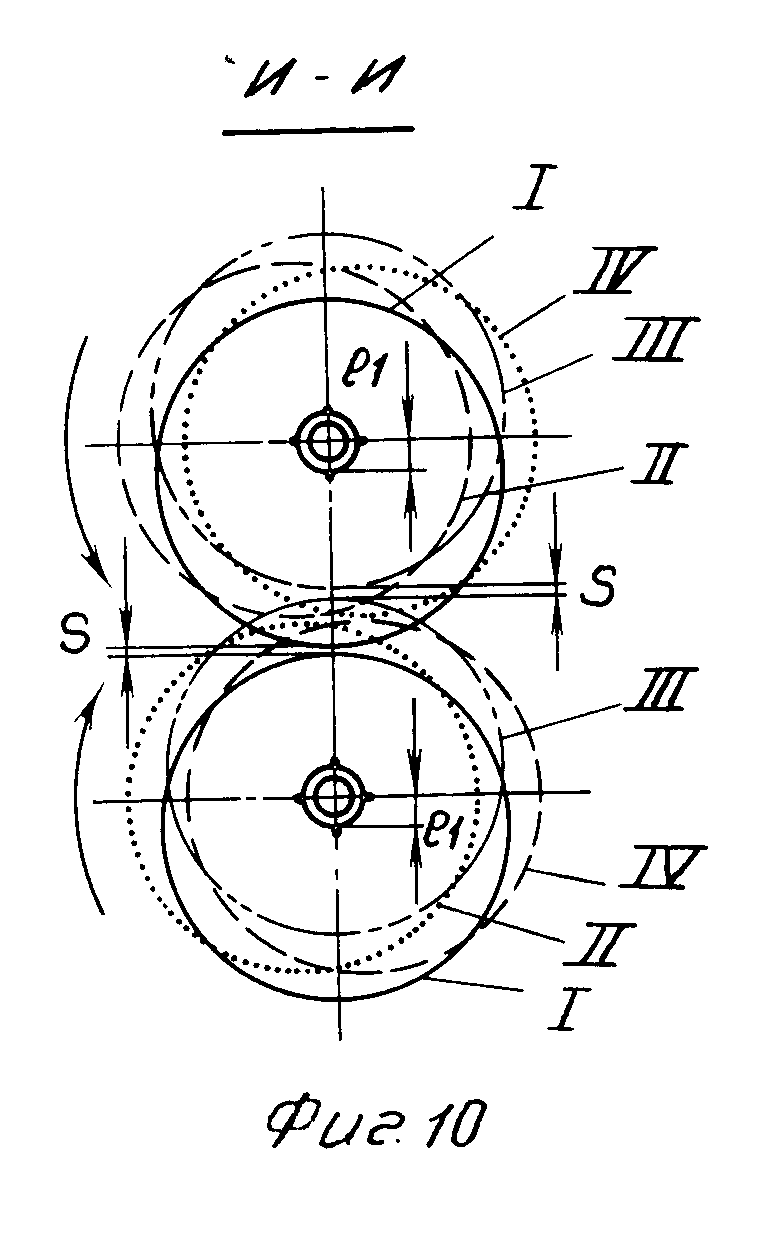
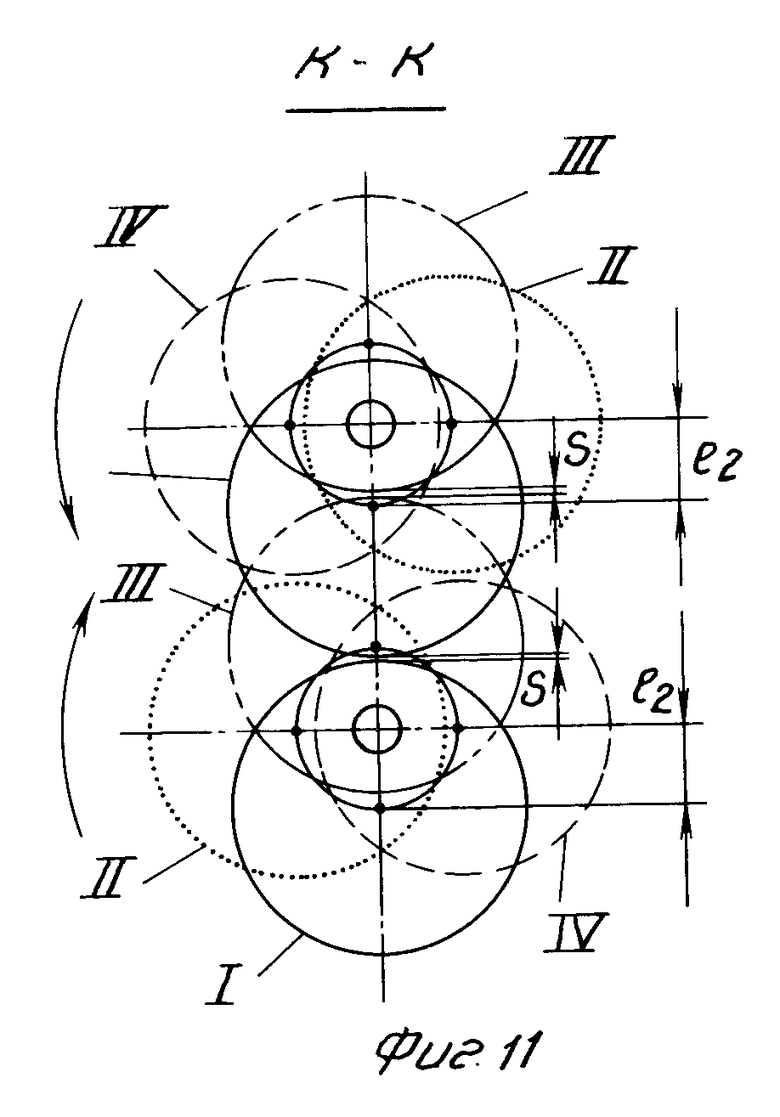
Формообразующая поверхность валков включает участки (фиг. 9), на которых она представляет собой окружности, центры которых совпадают с осями вращения валков, и участки (фиг.10 и 11), на которых она представляет собой сопряженные окружности, центры которых расположены с эксцентриситетом относительно осей вращения валков. При этом в каждом сечении центры окружностей смещены относительно оси вращения на одинаковую величину эксцентриситета. На фиг.10 эта величина для обеих окружностей равна е1, на фиг.11 е2.
На фиг. 10 и 11 различными линиями (сплошными, штриховыми, штрих-пунктирными и пунктирными) показаны также взаимными положения сечений формообразующих поверхностей, соответствующие различным взаимосогласованным углам поворота валков через каждые 90о, в направлении, указанном стрелкой.
Как видно из рассмотрения этих положений, за один оборот окружности сечений формообразующей поверхности дважды сближаются до минимального расстояния, равного S (толщине исходной полосы), это сближение соответствует положениям I и III. В остальные моменты взаимного вращения валков окружности сечения удаляются друг от друга на величину большую S, причем это удаление увеличивается в сечениях с большим эксцентриситетом.
Из фиг. 10 и 11 видно, что валки 4 должны быть сопряжены один с другим, т.е. выступающие части одного должны соответствовать впадинам другого при их взаимном вращении (проворот валков относительно друг друга невозможен). В общем случае участки формообразующей поверхности валков могут иметь любую требуемую форму при соблюдении указанных требований (участки, обозначенные стрелкой h на фиг.8).
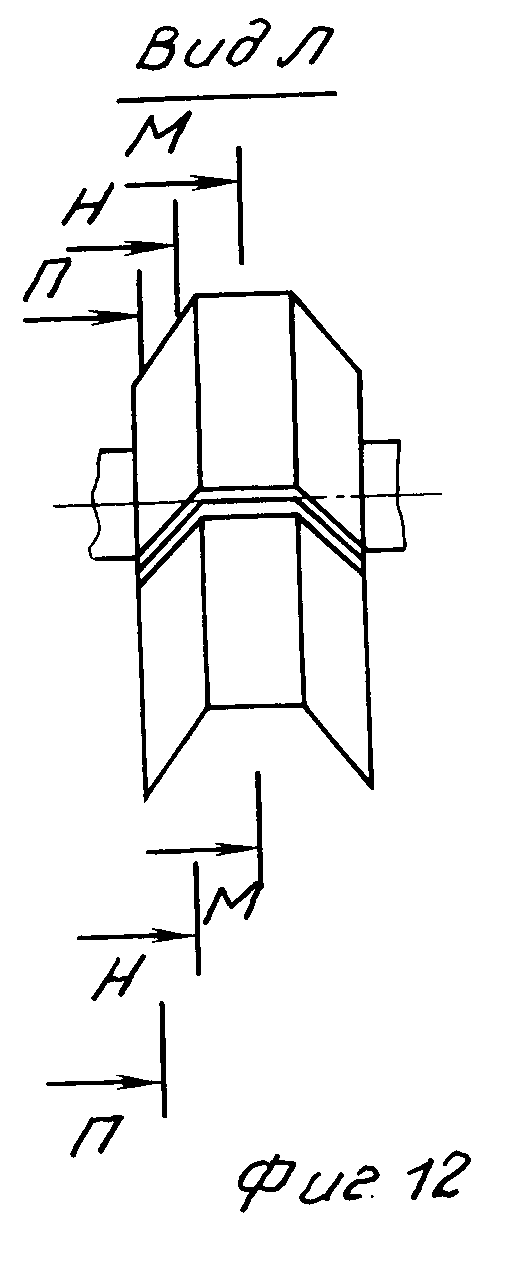
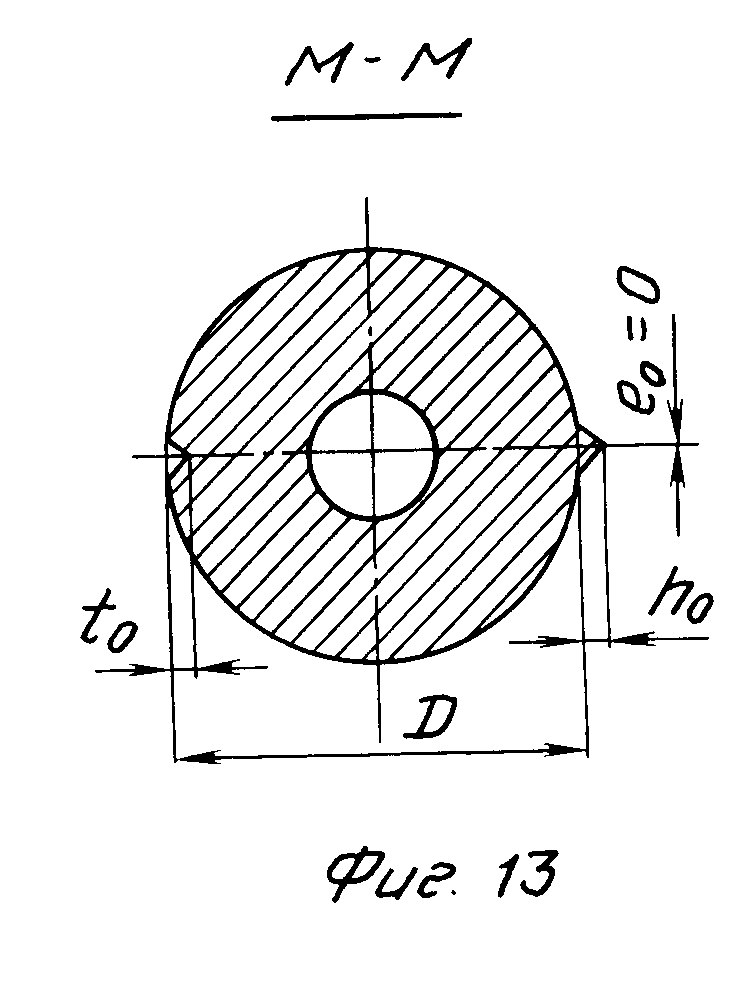
На фиг.3-7, 12-15 показаны конструктивные особенности поперечных криволинейных выступов 10 и впадин 11. Они расположены по ширине формообразующих поверхностей валков, соответствующими друг другу на обоих валках при взаимном вращении последних. Расположены они в окрестностях концов диаметра D, проходящего через центры окружностей формообразующих поверхностей (О1 на фиг. 14, О2 на фиг. 15) перпендикулярно отрезкам прямых, соединяющих эти центры с центром вращения О-О1, О-О2. Это условие расположения впадин и выступов в окрестностях определенных точек в зависимости от характера формообразующей поверхности обуславливает получение одинаковой геометрической формы криволинейных поперечных гибов и профиля полосы.
В сечении М-М цилиндрической части валка (см. фиг.13) центр окружности сечения совпадает с осью вращения валка и эксцентриситет ео=0. Выступы и впадины выполнены таким образом, чтобы при взаимном повороте валков ширина зазора между ними во всех точках была одинаковой и равной толщине исходной металлической полосы S. Это условие обуславливает взаимозависимость размеров t и h.
На участках формообразующей поверхности 9, где окружности сечений формообразующей поверхности расположены с эксцентриситетом относительно осей вращения валков, эти окружности удаляются друг от друга на величину, большую S, причем это удаление увеличивается в сечениях с большим эксцентриситетом. Поэтому высоты выступов и глубины впадин, обуславливающие требование неизменности зазора между ними, являются переменными величинами h1≠h2≠h0, t1≠t2≠t0, изменяясь от tmin, hmin до tmax, hmax.
Работа устройства происходит следующим образом (см. фиг.1, 2). Исходная металлическая полоса 12 поступает между вращающимися валками 4 и захватывается ими. При взаимном согласованном повороте валков участки формообразующей поверхности 8 обоих валков находятся в постоянном контакте со средней частью исходной полосы, осуществляя ее обжим с двух сторон, удержание правильного положения и принудительное перемещение. Выступы 10 и впадины 11 этого цилиндрического участка деформирует этот участок полосы в поперечном направлении, образуя соответствующие гибы.
Участки формообразующей поверхности 9 за один оборот валка дважды сближаются до минимального расстояния между собой. При максимальном сближении валков, соответствующем положению I на фиг.10, 11, исходная полоса 12 по всей своей ширине с двух сторон обжимается валками. При этом происходит продольный изгиб участка полосы первого направления (знака), в результате чего получается профиль, изображенный на фиг.18.
При дальнейшем повороте валков в направлении, указанном стрелками, участки формообразующей поверхности 9 начинают удаляться друг от друга, причем периферийные участки в большей степени. Происходит ослабление силового воздействия формообразующих поверхностей 9 на полосу.
Затем при дальнейшем повороте валков примерно на 90о от положения I исходная полоса попадает в зону поперечного выступа и впадины обоих валков. В результате полоса постепенно по мере включения в зацепление участков выступа и впадины деформируется в поперечном направлении, образуя поперечный гиб требуемой формы и направления (знака).
При дальнейшем повороте валков сила воздействия участков формообразующих поверхностей 9 начинает увеличиваться, изменив при этом направление (знак) продольной деформации. Это увеличение силы воздействия происходит до положения III, соответствующего второму максимальному сближению участков формообразующей поверхности 9. В результате получается профиль, изображенный на фиг.17.
При дальнейшем повороте валков воздействие участков формообразующей поверхности 9 на полосу начинает уменьшаться и т.д. Цикл повторяется.
При помощи валков данной конструкции согласно предложенному способу может быть решена задача получения цельной металлической полосы в виде гармошки с противоположно направленными криволинейными гнутыми профилями на участках между поперечными криволинейными гибами, обладающей определенной жесткостью.
Путем изменения конструкции формообразующей поверхности валков (см. фиг. 19) можно получать профили различного сечения, изображенные на фиг.20.
Конструкция валка, изображенная на фиг.21, позволяет получать гофрированные листовые поверхности с переменным поперечным сечением, изображенным на фиг.22.
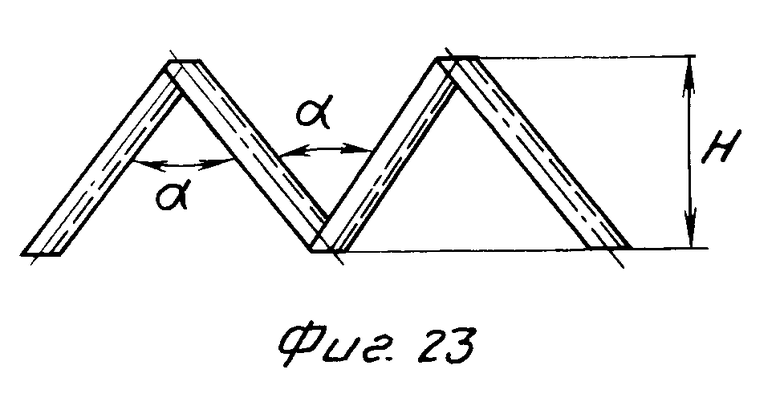
При наличии на валках данной конструкции одинаковых поперечных корытообразных выступов и впадин и при условии, что каждый из валков снабжен одним выступом и одной впадиной, можно получать конструкции, форма которых изображена на фиг.23.
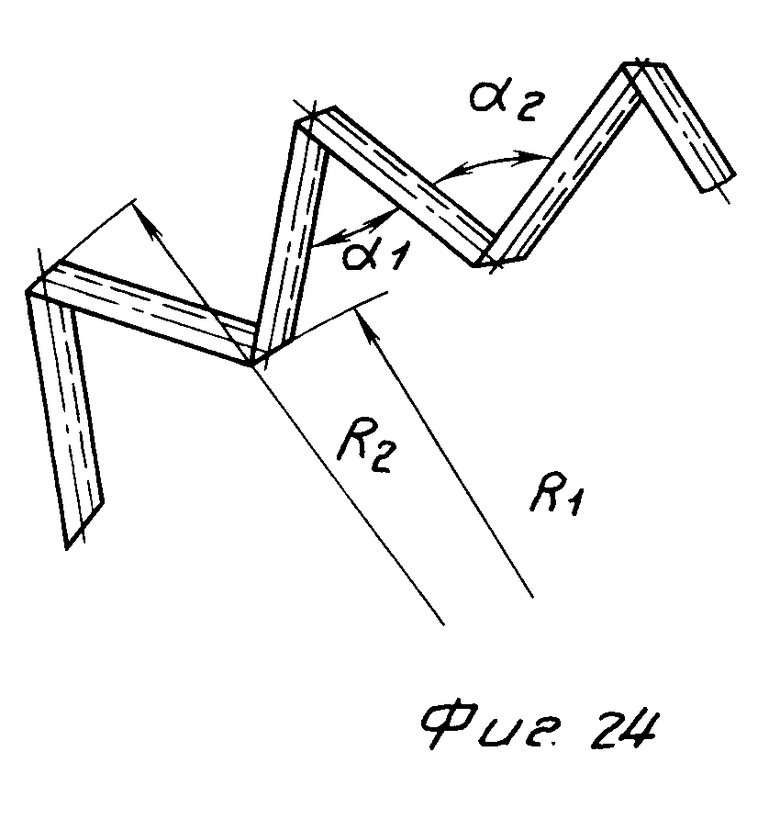
Регулируя форму и протяженность криволинейных участков выступов и впадин, можно варьировать форму, размеры готовых конструкций. Это позволяет получать таким способом и устройством изделий (фиг. 23) с различными значениями угла α и, кроме этого при условии неодинаковости соответствующих выступов и впадин на каждом валке получать криволинейные арочные конструкции, изображенные на фиг.24 и обладающие требуемыми параметрами α1,α2,R1,R2
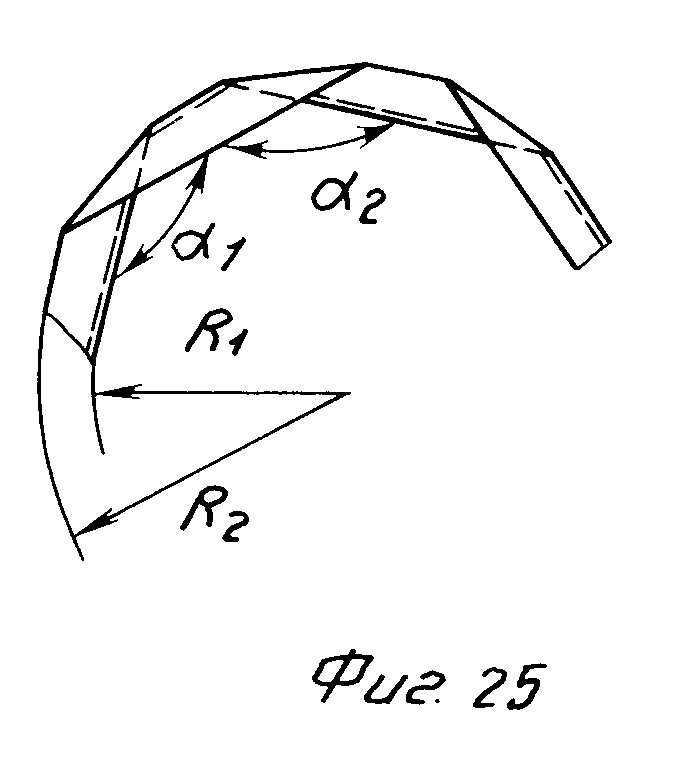
Если один из валков снабжен лишь выступами, а другой впадинами соответствующей формы, можно получать изделия, изображенные на фиг.25 и обладающие требуемыми параметрами α1,α2,R1,R2
Совершенно очевидно, что путем изменения соответствующих диаметров пар валков, можно варьировать и линейные размеры всех возможных готовых изделий.
При изготовлении таких конструкций предлагаемым способом и устройством продольное деформирование крайних участков полосы между поперечными криволинейными гибами происходит с переменным силовым воздействием из-за того, что имеет место периодическое удаление некоторых участков формообразующих поверхностей валков друг от друга. Следствием этого является недоформирование продольного изгиба участков полосы, примыкающих к поперечному криволинейному изгибу. Этот недостаток может быть компенсирован формой и глубиной поперечного криволинейного гиба, в результате чего окончательное напряженно-деформированное состояние участков полосы готового изделия будет правильным.
Путем соответствующего аппарата проектирования валков для каждого конкретного изделия при помощи таких способа и устройства можно изготавливать конструкции широкой номенклатуры. Профилегибочные станки при этом в своей основе сохраняются и задача получения новых конструкций сводится к изготовлению (замене) лишь новых пар валков.
Применение таких профилегибочных станков для изготовления решеток ферм и других строительных конструкций в сочетании с известными профилегибочными станками для изготовления поясов традиционной формы позволит автоматизировать процесс изготовления приведенных конструкций.
Предварительные расчеты экономической эффективности по изготовлению аналогичных форм предлагаемым способом по сравнению с их производством традиционным способом (из отдельных частей) показывают возможность увеличения производительности труда в несколько раз даже при мелкосерийном производстве. При создании же автоматизированных линий их крупносерийного производства с гибким процессом изготовления и использования оборудования с ЧПУ производительность труда увеличится в десятки раз.
Предлагаемые способ и устройство позволяют механизированным образом изготавливать цельную металлическую полосу криволинейного гнутого профиля, согнутую в виде гармошки таким образом, чтобы места перегиба полосы были удобны для приварки к поясам фермы или другой строительной конструкции и обладающую достаточной жесткостью в двух направлениях.
Охарактеризованные выше операции способа в комплексе, реализуемые в устройстве, позволяют получить требуемую форму профиля. При этом указанные отличительные особенности устройства дают возможность в течение каждого цикла (т. е. на протяжении шага изготавливаемого профиля) изменять как по знаку, так и абсолютному значению деформирующие усилия таким образом, чтобы предотвратить смятие металла полосы, образование складок и других дефектов и обеспечить оптимальное напряженно-деформированное состояние металла в готовом изделии. При этом особое значение для достижения такого оптимального напряженно-деформированного состояния металла в готовом изделии имеет одинаковость геометрических элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых замкнутых профилей с гофрированной стенкой | 1990 |
|
SU1726092A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
| Профилегибочный стан | 1981 |
|
SU988407A1 |
| Профилегибочный стан | 1979 |
|
SU804075A1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1269878A1 |
| Способ изготовления строительных длинномерных конструкций | 1987 |
|
SU1458526A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| СПОСОБ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2006 |
|
RU2334579C2 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых профилей, и предназначено для изготовления ферм и других строительных конструкций. Технический результат: способ и устройство позволяют механизированным образом изготавливать цельную металлическую полосу гнутого профиля, согнутую в виде гармошки таким образом, чтобы места перегиба были удобны для приварки смежных элементов, и обладающую достаточной жесткостью в двух направлениях. Сущность изобретения: металлическую полосу дефорируют чередующимися поперечными криволинейными гибами в виде гармошки, а крайние по ширине участки полосы между ними деформируют в противоположных направлениях. Устройство для осуществления способа представляет собой пару валков 4 профилегибочного станка, установленных с возможностью вращения вокруг параллельных осей. Формообразующие поверхности валков содержат участки 8 в виде круговых цилиндрических поверхностей, оси которых совпадают с осями валков, и участки 9, сечения которых плоскостью, перпендикулярной оси вращения, представляют собой сопряженные окружности. Центры этих окружностей смещены относительно осей вращения на величину эксцентриситета, одинакового для обеих окружностей данного сечения и переменного на аналогичных сечениях этих участков 9 вдоль осей вращения. Кроме того, валки снабжены соответствующими друг другу поперечными криволинейными выступами и впадинами переменной высоты и глубины. Они расположены в окрестностях концов диаметра, проведенного через центр сечения окружности формообразующей поверхности перпендикулярно отрезку прямой, соединяющей этот центр с центром вращения валка. Применение устройства для изготовления ферм и других строительных конструкций повысит производительность труда при их изготовлении. 2 с.п. ф-лы, 25 ил.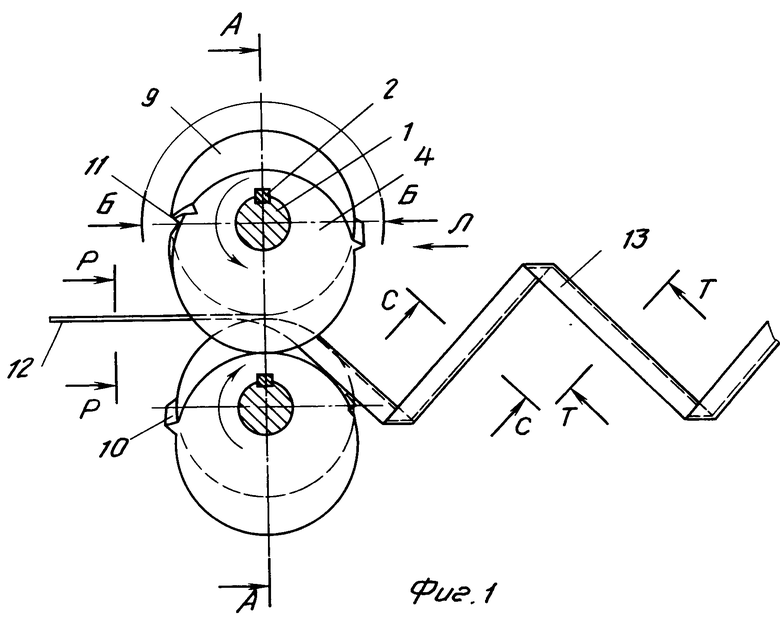
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления тангенциальных расширителей и устройство для его осуществления | 1984 |
|
SU1253045A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
