Изобретение относится к обработке металлов давлением, в частности, к изготовлению тангенциальных расширителей маслосъемных поршневых колец из плоской ленты.
Цель изобретения - повьш1ение качества и срока службы тангенциальных расширителей.
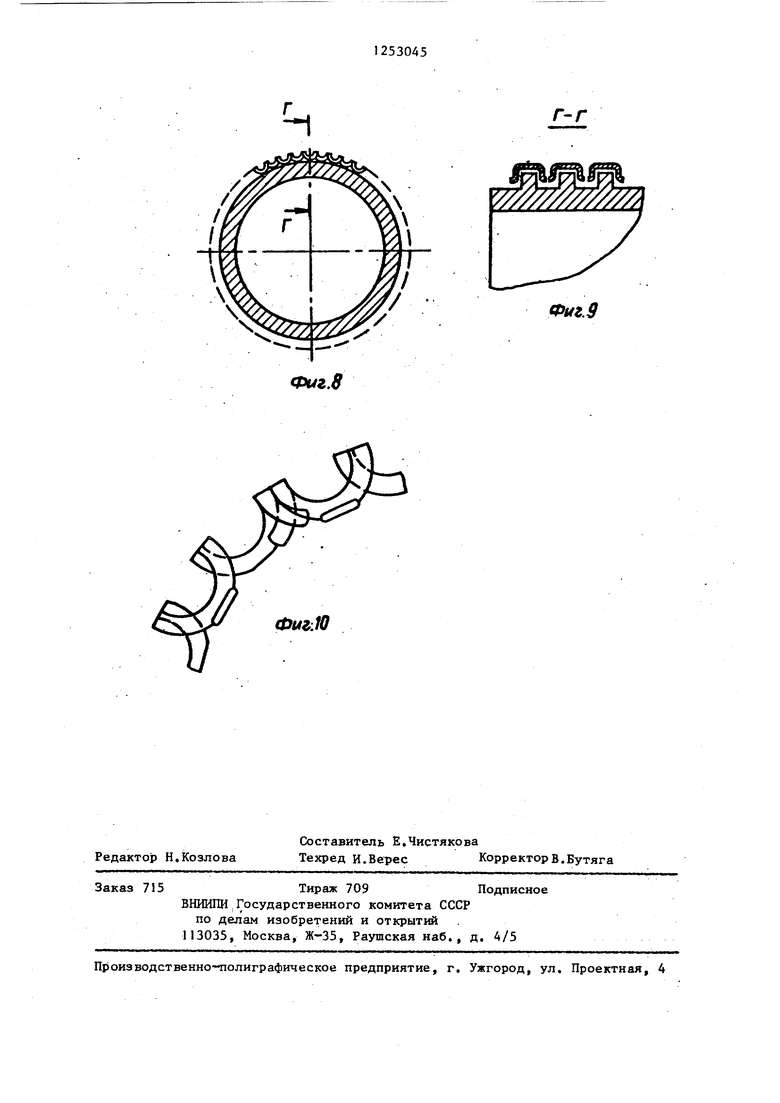
На фиг.1 показано устройство для изготовления профилей, общий вид; на фиг.2 - навивка змеевидной пружины; на фиг.З - разрез А-А на фиг.2;- на фиг.4 - уменьшение величины шага змеевидной пружины с одно- временным формированием упорных бург тов; на фиг.З - разрез Б-Б на фиг,4; на фиг.6 - формирование V-образного профиля из змеевидной пружины-; на фиг.7 - разрез В-В фиг.6; на фиг.8 - навивка V-образного профиля в спираль; на фиг.9 - разрез Г-Г на фиг,8; на фиг.10 - рубка спирали на отдельные расширители.
Способ осуществляют следующим
образом.
Из плоской плющеной ленты навивают змеевидную пружину с фиксацией по шагу t; постепенно.уменьшают величину шага змеевидной пружины с фикса цией ее на подвижных штырях профилировочного ролика путем уменьшения окружного шага подвижных штырей; окончательное уменьшение величины шага змеевидной пружины до t осу- ществляют одновременно с формированием упорных буртов (фиг,4, 5); формируют V-образный профиль с фиксацией по шагу t (фиг.6, 7); навивают спираль из змеевидной пружины У-образно го профиля, термообрабатывают ее и ;.рубят на отдельные мерные расширители (фиг, 8, 9, 10).
Устройство для изготовления профилей тангенциальных расширителей содержит корпус 1 с приводными шпинделями 2 и 3, на которых закреплены профилировочные ролики 4,и 5, на нижнем из которых 4 расположены штыри 6 а на верхнем 5 - ответные отверстия. Внутри нижнего профилировочного ролика 4 установлен кулачок-эксцентрик 7. Справа от нижнего профилировочного ролика 4 расположен направляющий ролик 7, по обе стороны которого за- креплены механизмы 9 и 10 ограничения движения штырей.
Штыри 6 выполнены подвижными в радиальном направлении и установлены
с возможностью взаимодействия с ку- лачком-зксцентриком 7 и механизмами 9 и 10.
Устройство работает следукицим образом.
Змеевидная пружина с шагом t пропускается под направляющий ролик 8 и насаживается на подвижные штьфи 6. При этом окружной шаг между осями выдвинутых штырей 6 по наружной поверхности их должен быть равен шагу t змеевидной пружины (заготовки), что достигается установкой неподвижного кулачка 7 и соответствует мак-г симальному выдвижению штырей 6 относительно поверхности наружного диаметра профилировочного ролика 4. Непрерывно вращающийся профилировочный ролик 4 подает змеевидную пружину, насаженную на штыри 6 в механизм 9 ограничения движения штырей, рабочие поверхности которого выполнены эквидистантно кулачку-эксцентрику 7, Механизм 9 ограничения движения штырей постепенно перемещает штыри 6 с насаженной на них змеевидной пружиной, в радиальном направлении, постоянно прижимая их к поверхности кулачка- эксцентрика 7.
При этом окружной шаг между осями штырей 6 по наружной поверхности их уменьшается, тем самым уменьшается шаг змеевидной пружины.
Из механизма 9 ограничения движения штырей змеевидная пружина поступает в зазор между вращающимися навстречу друг другу профилировочными роликами 4 и 5, где окончательное уменьшение шага происходит одновре менно с формированием упорных буртов Змеевидная пружина с уменьшенным шагом и отогнутыми упорами буртами сходит со штырей 6 профилировочного ролика 4, а штьфи 6 прижимаются к поверхности неподвижного кулачка- эксцентрика 7 механизмом 10 ограничения движения штырей.
Пример . Навивают змеевидную пружину из стальной плющеной ленты с шагом 12,89 мм со скоростью 660 шагов в минуту. При прохождении змеевидной пружиной роликов формирования упорных буртов с механизмами ограничения движения штьфей шаг змеевидной пружины постепенно уменьшается и полное уменьшение его до размера 12,0мм происходит с одновременным формированием упорных буртов в размер 0,65 мм
Формирование V-обраэного профиля производят с фиксацией по шагу 12,0 мм, затем V-образный профиль навивают в спираль, ее термообрабатывают и разрубают на отдельные кольца.
Для колец 0 130 мм в связи с уменьшением шага змеевидной пружины
число упорных буртов в кольце увеличивается на 30%, по сравнению с кольцами, изготавливаемыми на ОЗПК, что ведет к улучшению маслосъемных ; свойств кольца (снижению расхода масла на угар на 25%) и увеличению срока службы в 1,5 раза.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАНГЕНЦИАЛЬНЫХ РАСШИРИТЕЛЕЙ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2185268C2 |
| Способ изготовления тангенциальных расширителей цельноизогнутой конструкции с замком | 1972 |
|
SU507981A1 |
| Способ изготовления тангенциальных расширителей для маслосъемных поршневых колец | 1975 |
|
SU691231A1 |
| Способ формирования W-образного профиля | 1985 |
|
SU1350910A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ СПИРАЛЕЙ | 1998 |
|
RU2146178C1 |
| Устройство для изготовления профилей из змеевидной заготовки | 1983 |
|
SU1140329A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Способ полунепрерывной термообработки длинномерных спиралевидных профилей и устройство для его осуществления | 1984 |
|
SU1243360A1 |
| Устройство для разматывания ленты | 1977 |
|
SU733765A1 |

1.Способ изготовления тангенциальных расширителей для маслосъем- ных поршневых колец из плоской ленты, включающий операции формирования витков змеевидной пружины, упорных буртов и V-образного профиля, навивки в спираль , термообработки спирали с последующей рубкой ее на отдельные расширители, отличающийся тем, что , с целью повьш1ения качества и срока службы тангенциальных расширителей после формирования витков змеевидной пружины производят постепенное уменьшение величины ее шага с постоянной фиксацией мест изгиба, а формирование упорных буртов осуществляют с уменьшением величины этого шага. 2.Устройство для изготовления тангенциальных расширителей масло- съемных поршневых колец, содержащее корпус с установленными в нем на шпинделях профилирующими роликами, один из которых снабжен расположенными в.радиальном направлений штырями, и направляющий ролик, отличающее ся тем, что оно снабжено неподвижным кулачком-эксцентриком, размещенным внутри ролика со штьфями, и механизмами ограничения движения штырей, выполненными в виде расположенных по обе стороны от на- правлякнцего ролика по ходу подачи ленты копирных направляющих, поверхности которых эквидистантны поверх- ности кулачка-эксцентрика, при этом штыри выполнены подвижными в радиальном направлении и установлены с возможностью взaи юдeйcтвия с кулачком- эксцентриком и механизмами ограничения их движения. (Л ю ел со о 4 сл
Фиг.1
Фиг.З
Фиг. 2
-1
5-5
Фиг.5
Фиг.
В-В
Фиг. б
г
Фиг.7
г-г
/.
Фиг.
Фиг.В
Фиг:10
Редактор Н.Козлова
Составитель Е.Чистякова
Техред И.ВересКорректор В.Бутяга
Заказ 715Тираж 709Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для изготовления профилей | 1983 |
|
SU1118449A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
