Изобретение относится к обработке металлов давлением, в частности к области производства тонкостенных замкнутых профилей с гофрированной стенкой. и предназначено для использования преимущественно при изготовлении на профи- легибочных станах замкнутых сварных профилей с гофрированной стенкой.
Известен способ производства трубчатых профилей с продольными гофрами, в соответствии с которым гладкая цилиндрическая труба-заготовка помещается на длинную оправку, рабочая поверхность которой соответствует контуру готового профиля/и обкатывается роликами, имеющими профильную рабочую поверхность, соответствующую наружному контуру готового профиля.
Недостатком этого способа является низкая производительность, а также сложность изготовления инструмента, который
подвержен повышенному износу вследствие значительных удельных давлений металла на инструмент, возникающих в процессе формообразования продольных гофров методом накатки.
Также к недостаткам данного аналога следует отнести некачественную отформов- ку вершин гофров и потерю устойчивости прямолинейных участков гофров при создании схемы изгиб-сжатие в случае превышения длины внутреннего контура трубной заготовки периметра рабочей поверхности оправки и возникновения значительного утонения металла в криволинейных участках в процессе получения гофров за счет вытяжки в случае равенства величин диаметров окружностей, описывающих наружный контур оправки (по вершинам выступов) и внутреннюю поверхность трубной заготовки.
кэ о
ю
Эти недостатки проявляются при изготовлении трубчатых профилей с продольными гофрами из малопластичных сталей. При этом в первом случае происходит искажение поперечного сечения готового профиля, а во втором - возникновение трещин на криволинейных участках за счет создания схемы изгиб-растяжение.
Известен способ изготовления металлической трубы и сварного полого трубчатого теплообменника, согласно которому из металлической полосы с предварительно нанесенным либо односторонним, либо двусторонним рифлением формообразуют трубчатую заготовку и производят сварку кромок профиля.
Недостатком данного способа является невозможность получения больших соотношений высоты рифления (гофров) к толщине профиля, особенно при использовании малопластичных марок сталей. При этом возникающее упрочнение металла затрудняет процесс сворачивания полосы в трубную заготовку, особенно малых диаметров, из-за возможности появления трещин в местах сопротивления впадин с наклонными участками рифлений.
К недостаткам также следует отнести невозможность корректировки конфигурации поперечного сечения готового профиля, претерпевающего искажение в процессе сворачивания в трубную заготовку и сварки кромок.
. Наиболее близким к изобретению является способ изготовления зубцового слоя магнитопровода электрической машины, сущность которого заключается в предварительном гофрировании ленты, последующем ее сворачивании в цилиндр и сварку, согласно которому первоначально получают гофрированный профиль с углами у вершин, равными углам на готовом профиле, а у впадин - отличающихся от соответствующих углов на готовом профиле, а при последующем формоизменении в цилиндр изменяют углы при впадинах до заданных с получением наружного и внутреннего контура замкнутого профиля, образованного вершинами гофров.
Общим для этих способов является предварительное гофрирование исходной заготовки, последующее ее формоизменение до заданной формы профиля и сварки смыкающихся кромок.
К основным недостаткам прототипа следует отнести то, что в ряде случаев при определенных соотношениях величин наружного и внутреннего диаметров, описывающих соответствующие контуры профиля, в процессе формообразования
трубчатого с гофрированной стенкой возможно искривление прямолинейных участков гофров наружу с образованием внутренней полости у вершин гофров, Кроме того, использование для формовки гофров процесса свободной гибки при помощи магнитов не обеспечивает точное расположение вершины на участке образования гофра, что приводит к разновысотности
смыкающихся прямолинейных участков гофров и необходимости осуществления дополнительных операций по калиброванию, что сопряжено с переформовкой мест изгиба у основания гофра и нарушением шага.
К недостаткам указанного способа относится то, что формообразование гофров на полосе происходит в поперечном ее направлении, поэтому длина профилей ограничена шириной заготовки, что сужает
диапазон длин готовых профилей.
Кроме того, используемый для изготовления способ не обеспечивает качественную отформовку мест изгиба при переходе к малопластичным маркам сталей с относительным удлинением дъ 20...23%.
Целью изобретения является повышение точности геометрических размеров профилей из малопластичных сталей.
Для достижения указанной цели согласно способу изготовления гнутых замкнутых профилей с гофрированной стенкой из малопластичных сталей, включающему гофрирование исходной плоской заготовки, последующее ее формоизменение до заданной формы профиля и сварку смыкающихся кромок, первоначально получают гофрированный профиль с углами при вершинах и впадинах, равными углам при впадинах, заданным на готовом профиле, после чего последовательно от периферии к центру осуществляют формоизменение заготовки в замкнутый профиль путем уменьшения углов при вершинах гофров до заданных. При изготовлении гнутого замкнутого
профиля с гофрированной стенкой по предлагаемому способу первоначально производится формообразование гофрированного профиля с углами вершин и впадин гофров, равными углам при впадинах, заданным на
готовом профиле, что обеспечивает равномерность деформации в поперечном его сечении, качественную отформовку мест сопряжения прямолинейных участков гофров на заданный радиус кривизны и углов у
тех вершин гофров, которые образуют на готовом профиле внутренний контур, за счет свободного доступа формующих элементов валков к местам изгиба и создания дополнительных тангенциальных напряжений ежатия в местах сопряжения, снижающих пру- жинение металла и исключающих появление трещин на наружной поверхности мест сопряжения, что позволяет получить в первых технологических переходах гофрированный профиль без нарушения сплошности металла при минимальном пружинении, повысить его устойчивость к продольному и поперечному прогибу и точность изготовления профиля из малопластичных сталей.
Последующая доформовка гофров осуществляется последовательно по переходам от периферии к центру за счет уменьшения углов у вершин этих гофров до заданных, исключая тем самым возникновение знакопеременных деформаций в местах изгиба упомянутых гофров и нарушение .сплошности в наружных слоях предварительно деформированного металла в процессе формообразования гофрированного профиля. Одновременно в процессе дофор- мовки гофров профиль приобретает необходимую жесткость в поперечном сечении, исключающую продольное скручивание относительно центра тяжести сечения и обеспечивающую заданную точность геометрических размеров и точное схождение кромок профиля в процессе их сварки при заданном качестве готового профиля.
Кроме того, при использовании такого способа изготовления гнутых замкнутых профилей с гофрированной стенкой методом профилирования улучшаются энергосиловые параметры процесса формовки за счет равномерного распределения нагрузки по клетям профилегибочного стана и повышения стабильности процесса, что при применении простой конструкции рабочих элементов формующих валков снижает трудоемкость изготовления профилей в целом.
Таким образом, принятая последовательность операций, заключающаяся в предварительном формообразовании гофрированного профиля с углами при вершинах и впадинах, равными углам при впадинах, заданным на готовом профиле, формоизменение в замкнутый контур осуществляют последовательно от периферии к центру, а доформовку осуществляют уменьшением углов при вершинах гофров до заданных обеспечивает получение гнутого замкнутого профиля с гофрированной стенкой из малопластичных сталей заданного качества и конфигурации поперечного сечения.
В последних клетях стана после формообразования гофрированного профиля с углами при вершинах и впадинах, равными углам при впадинах, заданным на готовом профиле, формоизменение в замкнутый
контур осуществляют последовательно от периферии к центру, а доформовку осуществляют уменьшением углов при вершинах гофров до заданных.
Положительный эффект при осуществлении изобретения получают благодаря тому, что при первоначальном формообразовании гофрированного профиля с углами при вершинах и впадинах, равными углам при впа0 динах, заданным на готовом профиле, обеспечивается точная и качественная от- формовка мест сопряжения прямолинейных участков гофров на заданный радиус и угол подгибки упомянутых вершин гофров, кото5 рые при последующей доформовке профиля остаются неизменными, а также исключается появление трещин на наружной поверхности мест сопряжения, повышается устойчивость к продольному и поперечному
0 прогибу и смещению относительно оси профилирования, повышается стабильность процесса и точность получения заданных геометрических размеров профиля в целом. Дальнейшая последовательная по пере5 ходам доформовка гофров путем уменьшения углов у вершины этих гофров до заданных исключает знакопеременные деформации в местах изгиба, расположенных в вершинах этих гофров, приводящие к воз0 никновению трещин в наружных слоях при формовке профиля из малопластичной стали, а также повышает жесткость поперечного сечения профиля, исключает продольное . скручивание и обеспечивает заданную точ5 ность геометрических размеров и точное схождение кромок профиля в процессе их сварки и получении при этом заданного качества готового профиля.
Таким образом, принятая последова0 тельность операций подгибки элементов профиля позволяет осуществить качественную отформовку мест изгиба, повысить точность геометрических размеров и стабильность процесса формообразования
5 профиля из малопластичных сталей.
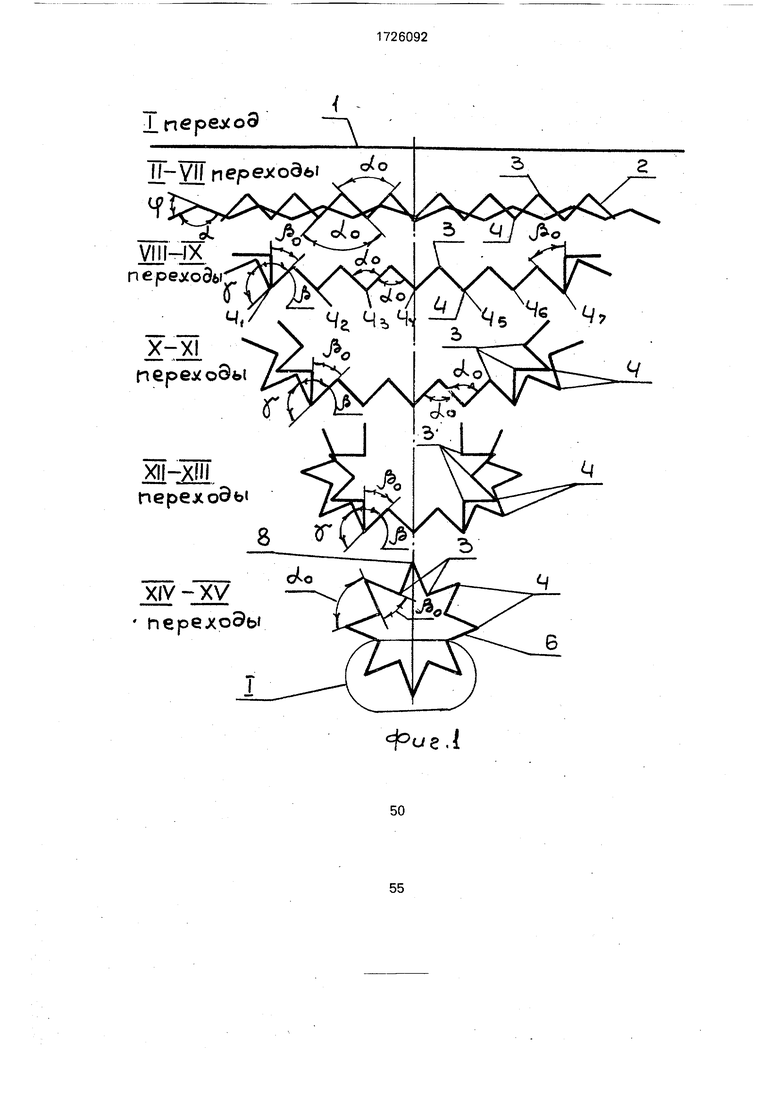
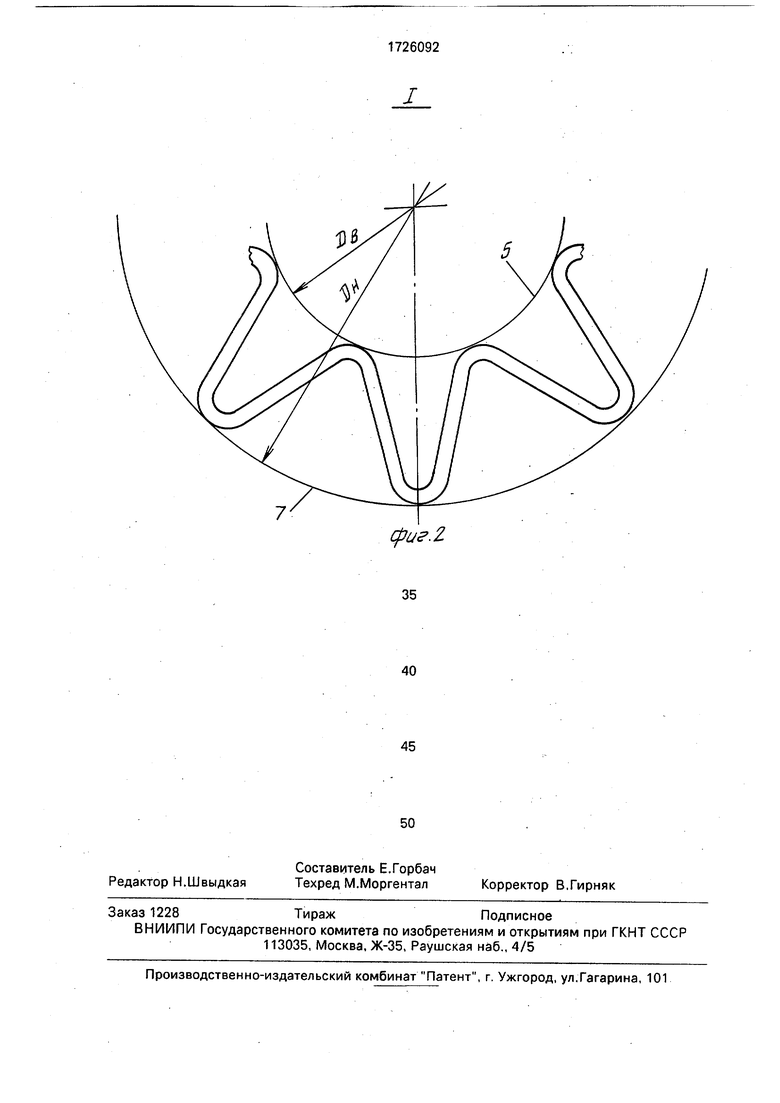
На фиг.1 изображена схема формовки гнутого замкнутого профиля с гофрированной стенкой; на фиг.2 - узел I на фиг. 1, схема к определению наружного и внутреннего
0 контуров готового профиля с гофрированной стенкой.
Предлагаемый способ может быть реализован на профилегибочном стане с использованием двухвалковых калибров на
5 первых переходах и четырех валковых универсальных клетях в чистовой группе.
Так, например, по данному способу в процессе формовки специального замкнутого профиля с гофрированной стенкой ф 38x1 мм для воздухонагревателей трубчатых печей и котельных агрегатов первоначально из заготовки 1 (фиг. 1) во II-VII технологических переходах формообразовывали гофрированный профиль 2 с углами % у вершин гофров 3 и 4, равными заданным углам Оо у вершин гофров 3, которые образовывают внутренний контур 5 готового профиля 6, описанный окружностью диаметра Оь (фиг.2). Затем последовательно по переходам от периферии к центру гофрированного профиля 2 в VIII-XIII технологических переходах осуществляли доформовку гофров, образующих наружный контур 7 готового профиля 6, описанного окружностью диаметра DH путем уменьшения углов а у вершин гофров 4 до заданного, равного конечному углу Д у вершин этих гофров на готовом профиле 6. После этого в XIV-XV технологических переходах одновременно с формовкой профиля производили сварку кромок с образованием продольного сварного шва 8, расположенного в вершине гофра, образующего наружный контур готового профиля.
Такой способ может быть реализован с помощью калибровки валков, разработанной в соответствии с заявляемым способом изготовления гнутых замкнутых профилей с гофрированной стенкой на профилегибоч- ном стане.
Так, по предлагаемому способу осуществлялось изготовление специального замкнутого профиля с гофрированной стенкой мм для воздухонагревателей трубчатых печей и котельных агрегатов,
В качестве материала заготовки использовалась теплостойкая сталь 15ХМ ГОСТ 4543-71.
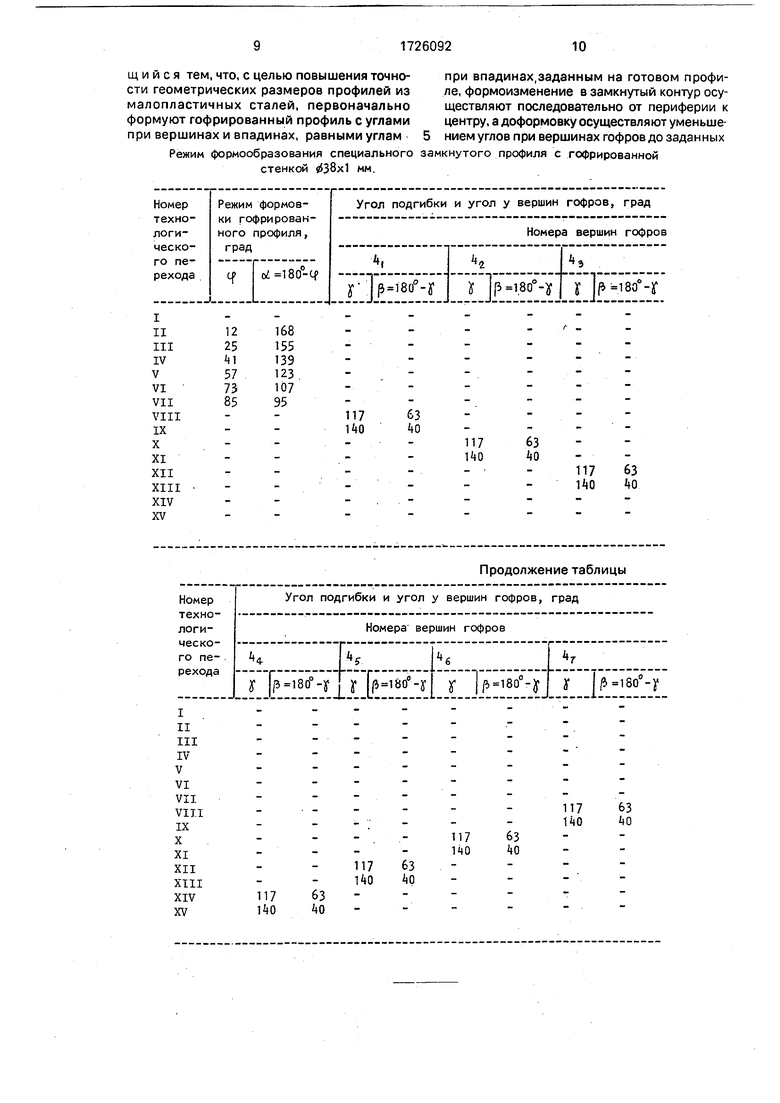
Для изготовления профиля по данному способу потребовалось 15 технологических переходов. Режим формообразования профиля представлен в таблице.
Как показали данные расчетов и опытной проверки в результате использования предлагаемого способа, при изготовлении специального замкнутого профиля с гофрированной стенкой 038x1 мм обеспечиваются точные геометрические размеры тфофиля при значении диаметра внутреннего контура22±0,5ммидиаметра наружного контура 38±0,5 мм; угол при вершинах гофров, образующих наружный диаметр, не превышал 40°± 30 , угол при вершинах гофров, образующих внутренний контур, не превышал 85° ± 30 ; предельное скручивание составило не более 0°45 на 1 м длины профиля; продольный прогиб и трещины на наружной поверхности мест изгиба не наблюдались, что находится в пределах технических требований, предъявляемых к данным профилям.
Согласно данным расчетов и опытного профилирования на стане 0,5...1,5 х 50...300
УкрНИИмета использование изобретения позволяет изготавливать указанные профили требуемого качества и обеспечивает повышение точности изготовления профиля; диаметр внутреннего контура профиля составил 22± 0,5 мм, диаметр наружного контура профиля составил 38± 0,5 мм при заданных значениях 22 и 38 мм соответственно; угол при вершинах гофров, образующих наружный контур, 40°± 30; угол при
вершинах гофров, образующих внутренний контур, 85°± ЗО ; требуемую кривизну мест изгиба, уменьшение продольного скручивания, составившего не более 0°45 на 1 м длины профиля, отсутствие продольного прогиба и трещин на наружной поверхности мест изгиба, в то время как при изготовлении аналогичных профилей по способу-прототипу имеет место отклонение величин диаметров наружного и внутреннего контуров
профиля ± (2...2,5)мм углов у вершин гофров ± 2°30 , продольное скручивание профиля до 1°30 на 1 мм длины, а также наличие трещин на наружных поверхностях мест изгиба, расположенных в вершинах гофров,
образующих наружный контур готового профиля.
Применение данного способа в технологии производства гнутых замкнутых профилей с гофрированной стенкой позволяет
расширить сортамент изготовления такого типа профилей для воздухонагревателей трубчатых печей и котельных агрегатов, повысить стабильность процесса формовки, снизить энергосиловые параметры и трудоемкость изготовления таких профилей.
Способ изготовления гнутых замкнутых профилей с гофрированной стенкой позволяет организовать производство широкого сортамента замкнутых профилей с гофрированной стенкой заданного качества из малопластичных сталей.
Формула изобретения Способ изготовления гнутых замкнутых профилей с гофрированной стенкой, включающий гофрирование исходной плоской заготовки, последующее ее формоизменение до заданной формы профиля и сварку смыкающихся кромок, согласно которому первоначально получают гофрированный профиль с разными углами при вершинах и впадинах, часть из которых равна углам на готовом профиле, а при формоизменении в замкнутый контур соответствующие углы доформовывают до требуемых(о т л и ч а ющ и и с я тем, что, с целью повышения точности геометрических размеров профилей из малопластичных сталей, первоначально формуют гофрированный профиль с углами при вершинах и впадинах, равными углам Режим формообразования специального стенкой #38x1 мм.
при впадинах,заданным на готовом профиле, формоизменение в замкнутый контур осуществляют последовательно от периферии к центру, а доформовку осуществляют уменьше- 5 нием углов при вершинах гофров до заданных замкнутого профиля с гофрированной
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ М.Е.Докторова изготовления гофрированных профилей | 1990 |
|
SU1759501A1 |
| Способ изготовления гнутых профилей с продольными и пересекающими их поперечными гофрами | 1991 |
|
SU1804356A3 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ М.Е.Докторова изготовления листовых гнутых профилей с гофрами | 1991 |
|
SU1813584A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Способ изготовления замкнутых сварных гнутых профилей с гофрами на боковых стенках | 1988 |
|
SU1579603A1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
| Способ производства гофрированных профилей | 1988 |
|
SU1574314A1 |
| Способ производства гофрированных профилей | 1989 |
|
SU1639829A2 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления замкнутых сварных профилей с гофрированной стенкой в валках профиле- гибочного стана. Целью изобретения является повышение точности геометрических размеров профилей из малопластичных сталей. Первоначально формообразуют гофрированный профиль с углами при вершинах и впадинах гофров, равными заданным на готовом профиле углам при впадинах. Затем последовательно по переходам от периферии к центру заготовки осуществляют до- формовку гофров, образующих наружный контур готового профиля путем уменьшения углов при вершинах гофров до заданных. 2 ил., 1 табл.
Продолжение таблицы
Угол подгибки и угол у вершин гофров, град Номера вершин гофров
у / l80°-yjjf р 180°-у
У
117 140
63 40
У |р 180°-у
117 140
63
40
117
140
63 40
117
140
63 40
J nepeyo9
фие.1
сриг.2
| Способ изготовления зубцового слоя магнитопровода электрической машины | 1983 |
|
SU1270840A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
