(Sl) СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ
1
Изобретение относится к литейному производству, а именно для производст ва точных отливок из сплавов черных и цветных металлов.
Известны способы, согласно которым керамические формы и стержни при использовании связующих на основе этилсиликата и органических растворителей получают путем заливки в технологическую оснастку керамической суспензии, которую после частичного затвердевания извлекают из оснастки и подвергают мягкому удалению летучих составляющих продуктов гидролиза этилсиликата путем сушки на воздухе или в печи, нагретой до 50200 С, в течение 5 60 мин или применяют для сушки инфракрасное излучение.
Характерным для способов является то, что в процессе сушки формы, насышенной органическим растворителем, сетка мелких трещин появляетФОРМ
ся в первые же моменты после гелеобразования в результате испарения летучих, что является основой получения качественных керамических форм т и 2J.
Однако получение качественных форм сложной конфигурации мягким удалением летучих не всегда возможно, так как замедленное удаление испаряющегося растворителя вызывает образование крупных трещин, нарушающих сплошность керамики.
Известен также способ, в котором для интенсификации сушки керамических форм используют теплоту сгорания паров растворителя при его сжигании над поверхностью формы, покрытой сетчатым материалом ГЗ.
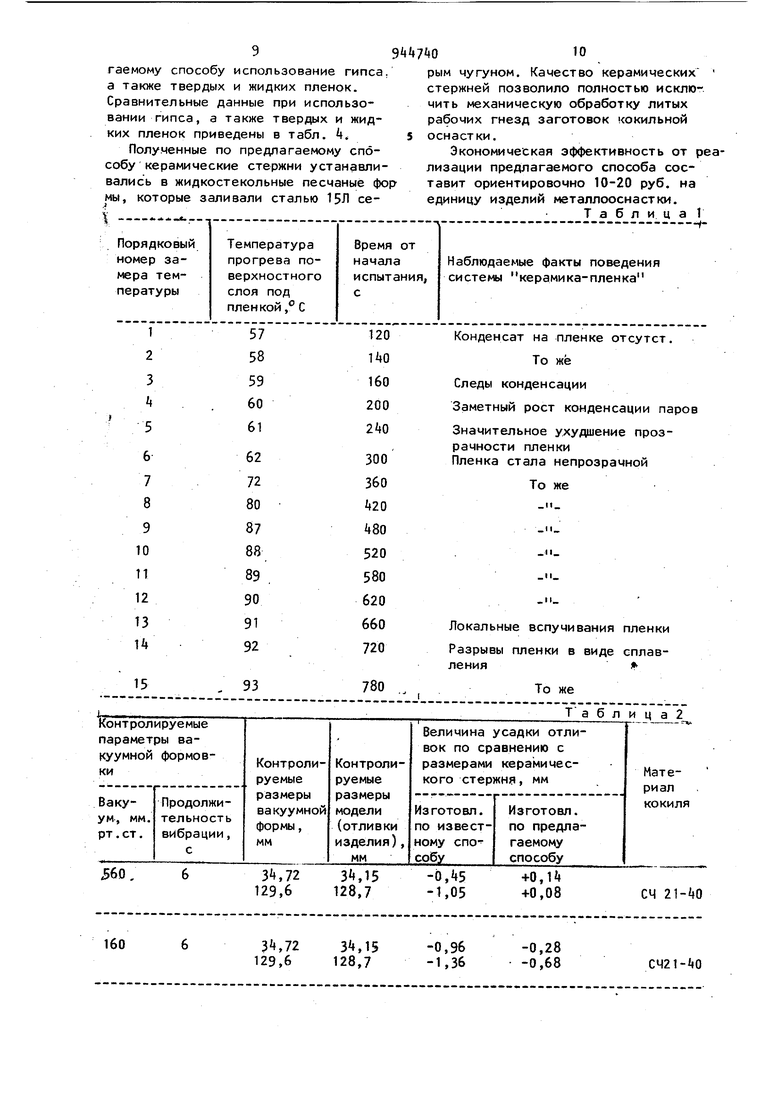
Однако удаление растворителя из керамической формы при его сжигании над сетчатым покрытием происходит неравномерно, так как его невозможно наложить с необходимым зазором на поверхность керамической формы сложной конфи гурации. Из-за этого форма нагрева-ется неравномерно, что приводит к неравномерности расширения .зоны испарения и объемной усадке геля, в результате чего возникают термические напряжения, которые способствуют образованию крупных трещин, короблению формы и снижению размерной точности отливок. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ изготов ления керамических литейных форм по постоянным моделям, включающий нанесение на модель газонепроницаемой пленки, заполнение оснастки керамической смесью и отверждение, выдержку смеси до упругого состояния и отделение формы вместе с газонепро ницаемой пленкой от модели, снятие пленочного покрытия и выжигание летучих веществ из керамической формы Cl. Однако при реализации известного способа процесс трещинообразования начинает протекать в упруго-пластичном состоянии только после снятия по лиэтиленовой пленки за счет испарения из пор и капилляров растворителя затвердевающей керамической смеси через открытую поверхность за промежуток времени от момента снятия пленки до поджигания паров растворителя и их горения, При этом трещины формируются в зависимости от направления теплового потока, а величина и направление их а значительной степен зависят от соотношения нормальных и касательных напряжений. Но так как трещины, формирующиеся в керамике, в первоначальный момент развиваются только нормально к направлению тепло вого потока, то.возникает резкое увеличение скорости продвижения фронта парообразования во внутренние слои керамики, что приводит к появле нию значительных напряжений в поверх ностном слое и, следовательно, грубо сетки трещин, которые в процессе уда ления летучих, развиваются до величин нарушающих целостность керамической формы особенно на стыках торцовых и боковых поверхностей. Целью изобретения является улумшение качества литейных форм за счет формирования равномерно распределенной тонкой сетки микротрещин. Поставленная цель достигается тем, что согласно способу изготовления керамических литейных форм, включающему нанесение на модель газонепроницаемой пленки, заполнение оснастки керамической смесью, ее отверждение, выдержку смеси до упругого состояния, отделение формы вместе с газонепроницаемой пленкой от модели, снятие пленочного покрытия и выжигание летучих веществ из керамической Формы, после отделения формы вместе с газонепроницаемой пленкой от модели форму нагревают инфракрасными лучами до бО-ЭО С. Сущность способа заключается в следующем. Остающаяся за счет адгезии на поверхности керамической формы газонепронйцаемая полиэтиленовая пленка образует прозрачный, диатермичный по отношению к световым лучам слой, препятствующий испарению летучих составляющих. В таком состоянии керамическую форму со стороны, локрытой газонепроницаемой пленкой, нагревают до бО-ЭО С инфракрасными лучами . При нагреве керамической формы через газонепроницаемое диатермичное покрытие (прозрачную полиэтиленовую пленку или любую другую прозрачную для инфракрасных лучей) поверхностный слой стабилизируется (липкий коилоидальный раствор гидролизованного этилсиликата, полимеризуясь, превращается в твердый стекловидный материал), что приводит к минимальным знамениям адгезии между пленкой и затвердевшим поверхностным слоем керамики. Благодаря незначительным значениям адгезии, объемной усадке керамики и необратимой деформации полиэтиленовой пленки при .нагревании образуется зазор между поверхностным слоем керамической формы.,и полиэтиленовой пленкой. В процессе образования зазора и нагрева поверхностного слоя керамики из пор и капилляров последнего происходит испарение летучих составляющих , при этом поток газовой среды при свободном перемещении в ограниченном пространстве типа.щели при нагретой нижней поверхности (поверхностный слой керамической формы) приобретает конвективное движение и приводит к образованию отдельных циркуляционных зон, на основании че го образуется равномерный зазор как на горизонтальных, так и на вертикальных .поверхностях керамической формы. При этом пары летучих составляющи благодаря такому характеру движения конденсируются на внутренней поверхности полиэтиленовой пленки, поскол ку она не поглощает инфракрасные лучи, а следовательно, не нагревается, а конвективный теплообмен за счет теплопроводности среды обеспечивает достаточную разницу температур между поверхностным слоем кера мики и полиэтиленовой пленки для кон денсации паров летучих составляющих на ее внутренней поверхности. Так как поры и капилляры затвердевшей керамической смеси в период ее нахождения в эластичном состоянии имеют разнообразную форму и за|полнены жидкостью (продукты гидролиза этилсиликата), то после нагрева поверхностного слоя керамической формы до 60-90°С в результате испарения летучих из пор и капилляров в зазор и их конденсации на полиэтиленовой пленке образуется мелкая сетка трещин, размеры которых менее 0,010,05 мм, при этом возникающие в этот период напряжения очень малы. Поэтому при снятии пленки с конденсированной жидкостью и незамедлительном поджигании наличие мелкой сетки трещин в поверхностном слое керамической формы, образованной по предла гаемому способу, изменяет направлени дальнейшего образования трещин,они искривляются и взаимно переплетаются, при этом направленность теплового потока искажается, чем и объясняется падение скорости продвижения зоны парообразования, а следовательн снижаются термические напряжения в процессе удаления летучих выжиганием При нагреве поверхностного слоя керамической формы ниже указанного предела, т.е. менее 60°С, не обеспечивается градиент температур, так как температуры окружающей среды и жидкости внутри керамики отличаются незначительно, поэтому равномерно го зазора и конденсации летучих сое тавляющих не наблюдается. При нагреве выше 90®С полиэтиленовая пленка перегревается за счет конвективного теплообмена до значений, при которых теряет свою упругость, размягчается и не образует равномерного зазора. В табл. 1 приведены результаты исследований по выбору оптимального интервала температуры нагрева инфракрасными лучами поверхностного слоя керамики через полиэтиленовую пленку. Температура нагрева поверхностного слоя измерялась вмонтированными в керамический стержень на -глубину 1-2 мм ртутными термометрами с пределами измерения 50-100 С и ценой деления 0,. / Предлагаемый способ осуществляется следующим образом. Изготовление керамических стержней, по которым получают стальные и чугунные заготовки кокильной оснастки с литой рабочей поверхностью, осуществляют по модели, которой служит само изделие. Модель устанавливают на перфорированную плиту, соединенную с вакуумной системой, покрывают ее поверхность полиэтиленовой пленкой толщиной 0,05-0,1 мм известным способом с применением вакуума, пленка под действием нагрева и разрежения плот(но облегает модель и точно воспроизводит ее конфигурацию. Затем устанавливают опоку вакуумную, которую заполняют сыпучим песком и герметизируют газонепроницаемым покрытием после чего, применяя разрежение, песчаную форму уплотняют до прочности, достаточной, чтобы противостоять воздействию жидкоподвижной керамической смеси, и извлекают модель. При этом размеры полости формы при вакуумной формовке регулируют своебразной усадкой тела формы в герметизированном объеме за счет дополнительного уплотнения формовочного материала путем увеличения давления от 160 мм рт. ст. до 7бО мм рт. ст., длительности дополнительной вибрации О - 10 с, зернистости и текучести формовочных матерйа лов для компенсации отклонений размеров керамических стержней в процессе их объемной усадки при отверждении и тепловой обработки в зависимости от состава керамической смеси и применяемого расплава литой заготовки кокиля. После этого размещают на вакуумной форме, фиксируют и жестко крепят к опоке рамку, оформляющую знак керамического стержня, после мего рабочую полость вакуумной формы и рамки заполняют керамической смесью Для приготовления керамической смеси на 1 л гидролизованного этилсиликата берут 3 кг наполнителя (60 молотого кварца КП-1 и 0% кварцевого песка 1К02А) и вводят отвердитель (Зб-38 мл 5 -ного водно го раствора аммиака). Керамическая смесь в рабочей полости вакуумной формы утверждаетс до студнеобразного состояния, и через 2-3 мин опоку с вакуумной фор мой кантуют на 180 , отключают ее от вакуумной системы, извлекают керамический стержень после разрушени вакуумной формы и освобождают рамку которая оформляет знак стержня. Поскольку сыпучий материал, например кварцевый песок, после отключен вакуума высыпается сам, а керамичес кая смесь стабилизировалась частично, то адгезия между пленкой и мате риалом керамики плотно удерживает е на поверхности. Облицованный пленкой керамический стержень помещают в камеру под ИСТОЧНИКИ инфракрасных лучей, котор ми являются лампы накаливания, и на гревают поверхностный слой керамики до 60-90 С с образованием на внутренней поверхности пленки мельчайших капелек сконденсировавшихся на аэрозолях летучих составляющих. После потери прозрачности полиэтиленовой пленки ее удаляют и незамедлительно поджигают пары раство рителя. После выгорания и удаления летучих в течение 15-20 мин стержень подвергают прокалке в камерной электропечи сопротивления при температу ре не ниже и охлаждают вместе с печью до 0-50С; Благодаря нагреву керамического стержня под пленкой и конденсации паров летучих составляющих на послед ней ускоряется образование конечной стабильной структуры керамики за счет старения геля и образуется мелкая сетка треи1ин в поверхностном слое керамическрго стержня до выжигания, предотвращающая разрушения керамики при последующем их выжигании. При этом были получены высококачественные керамические стержни с се 0 мелких трещин и высокой размерной точностью, что подтвержает полученные результаты проведенных исследований зависимости качества от условий формования стержней, стабилизационной выдержки и удаления летучих с поверхности керамики, сравнительные данные которых приведены в табл. 2. Из приведенных данных следует, что отклонения на размеры отливок укладывают в пределы 5-7-го классов точности. В лабораторных условиях были получены крупные образцы из стали 15Л квадратного сечения со стороной 150 мм по предлагаемому и известному способам. Для определения качества литой поверхности в зависимости от трещиноватости поверхности керамииеских стержней выбран метод секущей прямой с подсчетом количества гре-, бешков на единицу поверхности размером 100tOO мм, пролитых в зависимости от развитости трещин. Срав- . нительные результаты проведенных исследований представлены в табл. 3. Как видно из табл. 3, предлагаемый способ изготовления керамических форм позволяет предупредить разрушение керамики и сократить время изготовленияформ путем образования сетки мелких трещин при стабилизирующей выдержке керамики под газопроницаемой диатермичной пленкой, через которую осуществляется нагрев поверхностного слоя инфракрасными лучами. Осуществление предлагаемого при использовании гипса и жидкостекольной смеси.осуществляется согласно изложенному. При этом на модель, покрытую пленкой, устанавливают не вакуумную опоку, а обычную. В опоку заливается раствор гипса (алебастра), наливной .самоотвердевакзщей смеси на сульфидной барде, жидком стекле или другом связующем, и после затвердевания опока снимается. В опоку загружается любая из известных смесей, и после ее отверждения опока снимается. Далее способ осуществляется в соответствии с изложенным. При использовании жидких пленок заполнение опоки производится после высыхания пленки, как описано.Бьшо проведено влияние на отливку по предлагаемому способу использование гипса а также твердых и жидких пленок. Сравнительные данные при использовании гипса, а также твердых и жидких пленок приведены в табл. А. Полученные по предлагаемому способу керамические стержни устанавли вались в жидкостекольные песчаные ф мы, которые заливали сталью 15Л сеЦО10рым чугуном. Качество керамических стержней позволило полностью исключить механическую обработку литых рабочих гнезд заготовок кокильной оснастки. Экономическая эффективность от реализации предлагаемого способа составит ориентировочно 10-20 руб. на единицу изделий металлооснастки. Таблица 1
11
12 Продолжение табл. 2


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических литейных форм по постоянным моделям | 1977 |
|
SU710750A1 |
| Способ изготовления литейных форм | 1986 |
|
SU1359054A1 |
| Способ изготовления керамических форм и стержней по постоянным моделям | 2021 |
|
RU2760029C1 |
| Способ изготовления неразъемных литейных керамических форм по удаляемым моделям | 1979 |
|
SU865489A1 |
| Способ изготовления отливок в литейных формах по постоянным моделям | 1982 |
|
SU1066723A1 |
| Способ изготовления керамических форм и стержней по постоянным моделям | 2020 |
|
RU2748251C1 |
| Способ изготовления двухслойных керамических литейных форм | 1981 |
|
SU996058A1 |
| КОМПОЗИЦИОННАЯ КЕРАМИЧЕСКАЯ ФОРМА, СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ КЕРАМИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2024343C1 |
| Способ изготовления керамических форм по постоянным моделям и суспензия для изготовления керамических форм по постоянным моделям | 1982 |
|
SU1097433A1 |
| Смесь для получения керамических форм и стержней | 1983 |
|
SU1192899A1 |
Примечание:
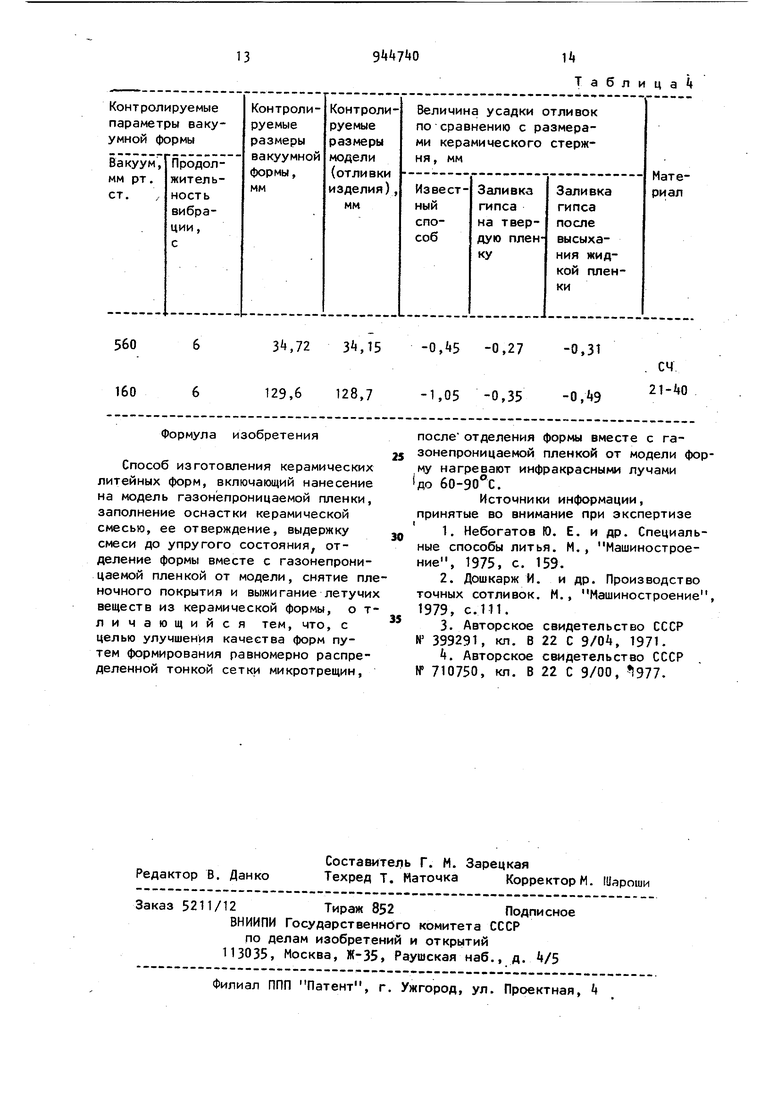
Т а б л и ц а 3 Отрицательные величины означают, что размеры отливки меньше, чем размеры в стержне, положительные величины означают, что размеры отливки превышают размеры стержня, т. е. отливка расширяется..
Формула изобретения
Способ изготовления керамических литейных форм, включающий нанесение на модель газонепроницаемой пленки, заполнение оснастки керамической смесью, ее отверждение, выдержку смеси до упругого состояния отделение формы вместе с газонепроницаемой пленкой от модели, снятие пленочного покрытия и выжигание летучих веществ из керамической формы, о тличающийся тем, что, с целью улучшения качества форм путем формирования равномерно распределенной тонкой сетки микротрещин.
Таблица
после отделения формы вместе с газонепроницаемой пленкой от модели форму нагревают инфракрасными лучами 1до бО-ЭО С.
Источники информации, принятые во внимание при экспертизе
t. Авторское свидетельство СССР № 710750, кл. В 22 С 9/00, 977.
