Изобретение относится к литейному производству, в частности к технологии вакуумной формовки.
Известен способ наложения полос пленки на груз при его пакетировании с помощью ручного ролика (Аллегри Т. Транспортно-складские работы. М. Машиностроение, 1989, с. 41). Однако при наложении полос пленки на сложную поверхность модели фасонной отливки затруднительно закреплять концы пленки, покрывать вогнутые поверхности, т.к. большое количество отверстий для вакуумирования на обширной поверхности модели приводит к падению разрежения и полосы пленки не удерживаются на поверхности модели.
Известен способ наложения синтетической пленки на модель, включающий наложение пленки и вакуумирование пространства между пленкой и моделью через отверстия, выходящие на поверхность модели. Для нагрева и наложения пленки используют рамку-присоску.
Однако для наложения пленки на модели крупных (размерами 2-3 м) отливок обязательно применение рамок-присосок еще больших размеров, необходимы механизмы их перемещения и нагреватели таких же размеров, что требует значительных капитальных затрат, особенно не оправдывающих в единичном и мелкосерийном производстве. На модели отливок ряд конфигураций не удается нанести, полотнище пленки либо пленка накладывается нестабильно, снижая качество отливок. Ограничена также ширина выпускаемой промышленностью пленки.
Цель изобретения повышение качества крупных отливок путем формирования четкого отпечатка модели.
Указанная цель достигается тем, что в способе наложения газонепроницаемой пленки на литейную модель крупногабаритной оливки, включающем вакуумирование пространства у поверхности модели через отверстия в ней и наложение газонепроницаемой пленки, перед вакуумированием на модель надевают газонепроницаемый чехол, а после создания вакуума чехол постепенно снимают и последовательно накладывают газонепроницаемую пленку в виде полос.
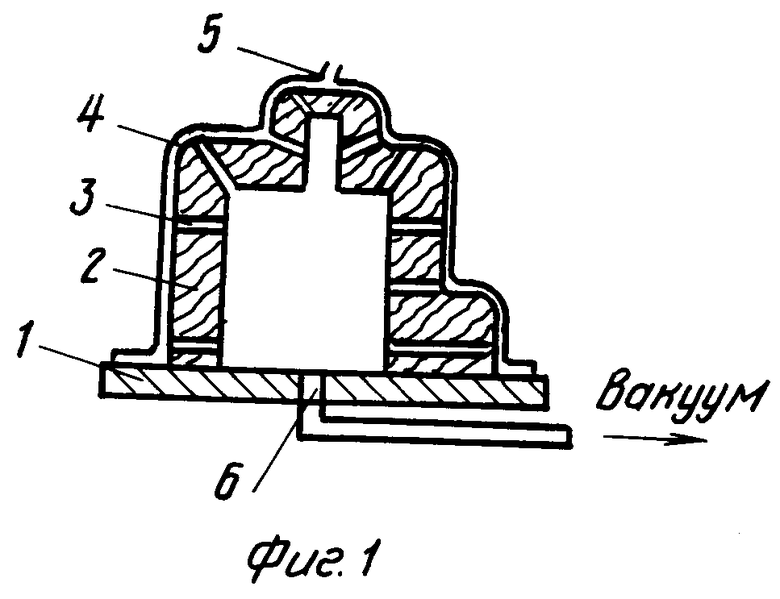
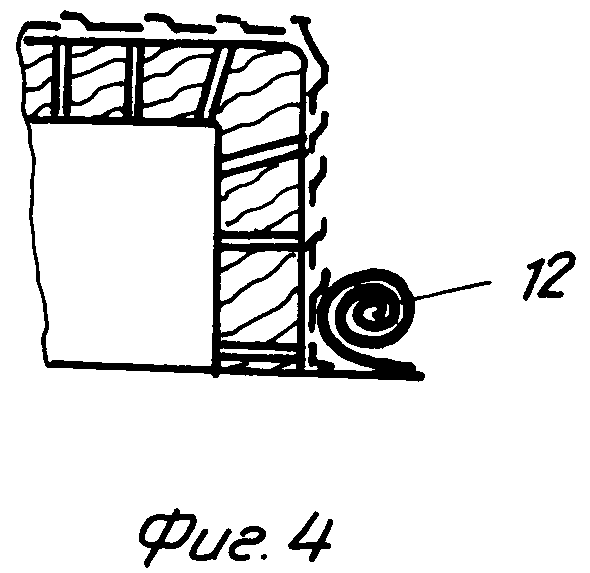
На фиг. 1 показана модель на модельной плите, разрез; на фиг. 2 участок модели при наложении пленки; на фиг. 3 ручной валик для наложения пленки; на фиг. 4 схема наложения полос пленки на модель.
Способ описывается на примере наложения пленки на модель корпуса редуктора с габаритами 3,2х2,4х1,6 м, имеющего коробчатую форму. Программа изготовления 10-15 отливок в год. Изготавливать оборудование для рамочного наложения пленки нецелесообразно.
На модельную плиту 1 по центровочным штырям (не показаны) устанавливают модель 2 с центральной полостью, сообщенной с поверхностью модели отверстиями 3 диаметром 0,5-10 мм. Модель покрывают чехлом 4 из газонепроницаемого материала, например из пленки, используемой при ВПФ, или более дешевой полиэтиленовой пленки, или другого материала. Чехол служит для закрытия отверстий 3, он изготавливается размеров несколько больших, чем модель для свободного ее покрытия. Материал для чехла подбирают по прочности в зависимости от количества раз использования. Для модели корпуса редуктора чехол изготовили из полиэтиленовой пленки, выкроив и спаяв его стороны. В верхней части модели чехол имеет разрез 5 так, чтобы была возможность скатать его к низу модели, а затем снять с модели в виде рулона. Надев чехол на модель, производят вакуумирование полости модели через отверстие 6 в модельной плите, применяя разрежение 50 кПа. Между чехлом и поверхностью модели создается вакуум. Чехол плотно прижимается к модели. Для наложения пленки постепенно открывали модель, скатывая материал чехла от разреза 5 в рулон по ее периметру, а на освобождающуюся поверхность ручным валиком накладывали полосы пленки шириной 200-300 мм внахлест (с перекрытием 4-5 мм) от верха до низа модели, накладывая нижнюю полосу на верхнюю, предыдущую (фиг. 4). При касании модели полоса пленки толщиной 0,05 мм из сэвилена плотно притягивалась к поверхности модели и легко разматывалась с рулона 7 валика. Валик имеет две ручки 8, нагреваемый ролик 9, регулятор нагрева 10 и электрошнур 11 для питания нагревателя ролика 9. Ролик нагревается по всей длине до температуры размягчения пленки, однако при сохранении ее прочности, достаточной для разматывания с рулона. После покрытия пленкой всей модели чехол в виде рулона 12 снимали с нее, перемещая его вверх. Модельную плиту также застилали полосами пленки, прижимая их концы к торцу плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070470C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОЛОСТЕЙ В ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2026128C1 |
| СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ | 1992 |
|
RU2020029C1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ ПРИ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКЕ | 1991 |
|
RU2017559C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2029652C1 |


Изобретение обеспечивает повышение качества крупных отливок путем формирования четкого отпечатка модели. Эффект достигается тем, что при вакуум-пленочной формовке перед вакуумированием модели на нее надевают газонепроницаемый чехол, который после создания вакуума постепенно с модели снимают. При этом на поверхности модели открываются отверстия, соединенные с источником вакуума. На освободивщуюся от чехла поверхность накладывают газонепроницаемую пленку в виде полос. Накладывая полосу за полосой сверху вниз, накрывают пленкой всю модель, а чехол снимают. 4 ил.
СПОСОБ НАЛОЖЕНИЯ ГАЗОНЕПРОНИЦАЕМОЙ ПЛЕНКИ НА ЛИТЕЙНУЮ МОДЕЛЬ крупногабаритной отливки, включающий вакуумирование пространства у поверхности модели через отверстия в ней и наложение газонепроницаемой пленки, отличающийся тем, что с целью повышения качества отливок путем формирования четкого отпечатка, перед вакуумированием на модель надевают газонепроницаемый чехол, а после создания вакуума постепенно удаляют газонепроницаемый чехол и последовательно накладывают газонепроницаемую пленку в виде полос.
| Минаев А.А | |||
| и др | |||
| Вакуумная формовка | |||
| М.: Машиностроение, 1984, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
