Изобретение относится к литейному производству и может использоваться при изготовлении литейных форм и стержней вакуумно-пленочной формовкой (ВПФ), кроме того, может использоваться для упаковки грузов.
Известно применение способа нанесения синтетической пленки на модель и модельную плиту, включающего нанесение пленки-полотна на неподвижную рамку-присоску, а затем на подвижный коробчатый подаватель с вакуумными присосками и отрезание пленки.
Однако этим способом затруднительно нанести пленку-полотно на крупные и/или высокие модели, в частности, высота которых больше размеров модели в плане. Если высота полости короба сравнима или больше его длины в плане, то всасывание внутрь пленки-полотна ведет к образованию складок на пленке и большому ее расходу. Кроме того, ширина выпускаемой пленки полотном ограничивает использование этого способа для моделей с размерами в несколько метров. Полотно пленки часто получают путем разрезания рукава пленки, который широко изготавливают методом экструзии. При этом не известны способы нанесения рукавной пленки из рулона, хотя это наиболее удобно для облицовки крупных высоких моделей. Порезка рукавной пленки на полотно в условиях литейного цеха связана с трудностью разделения "склеенных" двух полотен, а также с образованием отходов.
Целью изобретения является расширение технологических возможностей при получении крупных отливок.
Цель достигается тем, что применяют рукавную пленку, которую пропускают внутри неподвижной рамки-присоски и через верхнее отверстие коробчатого подвижного подавателя с вакуумными присосками пленки, накладывают пленку на неподвижную рамку с помощью давления сжатого воздуха, который подают через венты модели, при этом обрезанные концы пленки либо закрепляют в верхней части подвижного коробчатого подавателя, либо сваривают их одновременно с обрезкой.
Рукавную пленку удобно применять для высоких (высотой 1-2 м) коробчатых отливок типа корпусов редукторов, станин станков, крупных отливок двигателей тракторостроения, модели которых часто имеют много выпоров и прибылей, свойственных технологии ВПФ для вентиляции выступающих площадок моделей.
Рукав пленки удобно пропускать через рамку-присоску и через коробчатый подаватель с верхним отверстием. Последний имеет встроенные нагреватели для нагрева пленки.
На неподвижную рамку пленку из "склеенного" состояния наносят с помощью сжатого воздуха, подаваемого внутрь рукава через присущие модели при ВПФ или плите венты, или их перфорированные участки, через которые присасывают пленку к модели. Для моделей с несложной верхней поверхностью можно закреплять обрезанные верхние концы рукава пленки, наносимой на модель, а после облицовки их отрезать. Для более сложных моделей с целью увеличения материала пленки, участвующего в облицовке, при обрезании пленки ее можно одновременно сваривать, формируя оболочку.
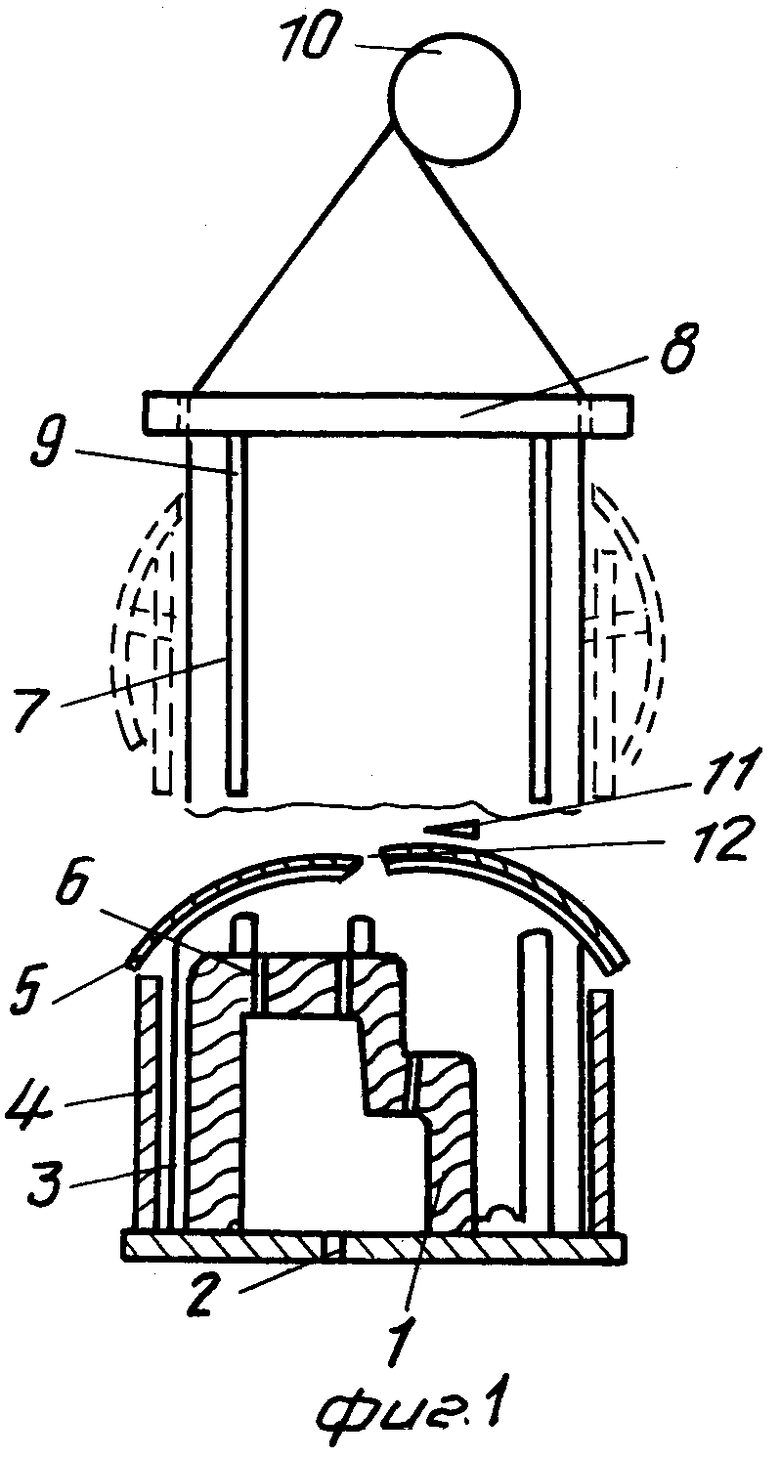
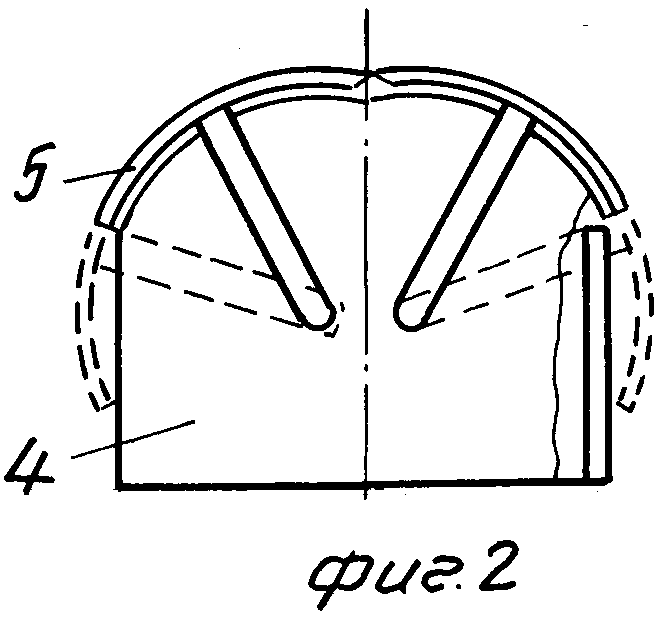
На фиг. 1 изображена схема установки; на фиг. 2 - коробчатый подаватель.
Для реализации способа используют следующие устройства и оснастку. Модель 1 имеет клапан 2. Для укрепления пленки 3 на коробчатом подавателе 4 внутренние стенки последнего имеют вакуумные присоски и нагреватели пленки. Коробчатый подаватель имеет крышку в виде двух створок 5, выполненных, например, в виде челюстного затвора (фиг.2). Крышка из створок 5 также, как и стенки коробчатого подавателя 4, имеет встроенные нагреватели и может иметь вакуумные присоски.
Для вакуумирования поверхности модель 1 имеет отверстия 6 или венты. В исходном положении рукав 7 пленки закреплен на неподвижной рамке-присоске 8 и проходит сквозь нее. На рамке-присоске 8 подвешены направляющие 9 для удержания рукава 7 в такой форме, что он свободно помещается внутрь подавателя 4.
Рукавная пленка в рулоне 10 размещена над рамкой 8. Для обрезания пленки имеется нож (паяльник) 11, которым можно либо обрезать, либо обрезать и сваривать концы пленки 12.
Способ осуществляют следующим образом.
На модель 1, полость которой вакуумируют через клапан 2, накладывают пленку 3 с помощью подвижного коробчатого подавателя 4,перемещаемого в вертикальном направлении. Коробчатый подаватель 4 закрывают крышкой, например, в виде двух створок 5. Поверхность модели 1 вакуумируют через отверстия 6 или венты, проходящие из полости на поверхность модели.
В исходном положении рукав 7 пленки закрепляют на неподвижной рамке-присоске 8, пропустив его внутри рамки. Приемлемую для помещения рукава 7 внутрь коробчатого подавателя 4 форму рукаву 7 придают направляющими 9, провисающими и закрепленными на рамке-присоске 8.
Для присасывания рукава 7 пленки к коробчатому подавателю 4 его с открытыми створками 5 поднимают в верхнее положение до уровня рамки 8. Рукав 7 проходит внутрь короба подавателя 4 и присасывается к его стенкам с вакуумными присосками. Под подаватель 4 помещают модель 1. Отключив вакуум от рамки 8, ходом подавателя вниз покрывают подавателем 4 модель 1. Затем через клапан 2 подают давление сжатого воздуха, которое через отверстия 6 раздувает рукав 7, разводит полотно рукава, и вакуумированием рамки 8 закрепляет на ней пленку 3 рукава 7. При этом (перед этим) закрывают створки 5 и зажимают ими верх пленки, присасывают пленку к присоскам створок 5. Затем отключают пневмодавление от клапана 2 и либо обрезают пленку ножом 11, либо обрезают и зажатые края пленки сваривают, а верхний обрез провисает свободно на рамке 8.
Затем включают нагреватели коробчатого подавателя 4 и створок 5, которыми нагревают пленку 3 до пластического состояния, после чего отключают разрежение от подавателя 4 и створок 5 и подключают вакуум к клапану 2. Последнее приводит к присасыванию пленки к модели 1 при облицовке последней. Пленку 3 могут прижимать для нагрева к внутренним стенкам подавателя 4 и створок 5 за счет пневмодавления, подаваемого через клапан 2. В этом случае присосок на створки 5 устанавливать не надо.
В зависимости от конфигурации верхней части модели 1 и количества выпоров на ней могут края оставлять зажатыми (а после облицовки модели обрезают избыток пленки), либо края сваривают и освобождают их от зажатого состояния. В последнем случае большая часть пленки участвует в облицовке, что препятствует порывам при облицовке поверхности со многими выпорами.
Предложенным способом можно облицовывать как модели при ВПФ, так и стопочные грузы. При этом используется широко выпускаемая рукавная пленка, не требуется ее порезка на полотна, а высота модели практически не ограничивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ ПРИ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКЕ | 1991 |
|
RU2017559C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| СПОСОБ НАЛОЖЕНИЯ ГАЗОНЕПРОНИЦАЕМОЙ ПЛЕНКИ НА ЛИТЕЙНУЮ МОДЕЛЬ | 1990 |
|
RU2043824C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ ПРИ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКЕ | 1991 |
|
RU2020028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ПОЛОСТЕЙ В ФОРМОВОЧНОЙ СМЕСИ | 1992 |
|
RU2026128C1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2014938C1 |
Изобретение позволяет расширить технологические возможности при получении крупных отливок. Для этого применяют рукавную пленку, которую пропускают внутри неподвижной рамки-присоски и через верхнее отверстие коробчатого подвижного подавателя с вакуумными присосками пленки, накладывают пленку на неподвижную рамку с помощью давления сжатого воздуха, который подают через венты модели, при этом обрезанные концы пленки либо закрепляют в верхней части подвижного коробчатого подавателя, либо сваривают их одновременно с обрезкой. Рукавную пленку удобно применять для высоких (высотой 1 - 2 м) коробчатых отливок типа корпусов редукторов, станин станков, крупных отливок двигателей тракторостроения, модели которых часто имеют много выпоров и прибылей, свойственных технологии ВПФ для вентиляции вступающих площадок моделей. 2 ил.
СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ, включающий ее наложение на неподвижную рамку-присоску, а затем на подвижный коробчатый подаватель с вакуумными присосками, и отрезание пленки, отличающийся тем, что используют пленку в виде рукава, пропускают ее внутри неподвижной рамки-присоски и через верхнее отверстие подвижного коробчатого подавателя с вакуумными присосками и подают сжатый воздух через венты модели для наложения пленки на неподвижную рамку-присоску, при этом перед нанесением пленки на модель концевые участки пленки закрепляют в верхней части подвижного коробчатого подавателя или сваривают их одновременно с обрезкой.
| Устройство для нанесения пленки на модель при вакуумной формовке | 1986 |
|
SU1315109A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
