Изобретение относится к литейному производству, а именно к конструкциям оснастки для вакуумной формовки на конвейере.
Известна оснастка для вакуумной формовки со средствами подключения к вакуум-системе спаренных опок (полуформ), транспортируемых на конвейере (патенты Великобритании N 1450873, кл. В 22 С 25/00 и ФРГ N 2409851, кл. В 22 С 25/00).
Конвейеры оборудованы системой подключения к вакуум-системе каждой полуформы (опоки) при обеспечении движения их на конвейере.
Эти системы вакуумного сопровождения форм сложны и дорогостоящи, например, для получения отливок массой свыше 1,0-1,5 т в опоках с размерами в свету свыше 1,5-1,8 м системы имеют десятки спаренных клапанов для подключения к опокам и расположены часть вдоль всего конвейера. При этом необходимо строгое позиционирование клапанов каждой опоки. В случае смещения клапанов возможно неудовлетворительное вакуумирование формы и брак отливок.
Известна оснастка для вакуумной формовки, содержащая опоки и средства подключения опок к вакуум-системе [1]
Однако эта конструкция позволяет подключать к вакуум-системе лишь две спаренные опоки, одновременно сообщая между собой коллекторы их корпусов. При этом средства подключения к вакуум-системе практически не упрощаются. Многочисленные клапанные посты и крупногабаритные элементы средств вакуумирования, движущиеся с конвейером или у конвейера, усложняют конструкцию конвейеров, не обеспечивают стабильного вакуумирования форм, быстро изнашиваются, что требует значительных затрат на их изготовление, обслуживание и ремонт.
В большинстве конструкций для обеспечения строгого позиционирования полуформ конвейеры выполняют тележечными; между формами по длине конвейера имеются зазоры. При более компактном размещении форм впритык друг к другу соприкасающиеся вакуумирующие стенки корпусов (части коллекторов опок) выполняют одну и ту же функцию для двух форм при необходимости применения средств скрепления форм для их позиционирования (напротив клапанов вакуум-системы).
Целью изобретения является упрощение конструкции средств вакуумирования и экономия производственных площадей.
Цель достигается тем, что в оснастке для вакуумной формовки на конвейере, содержащей опоки с полыми корпусами, фильтрами и вакуумными клапанами и средства подключения опок к вакуум-системе, опоки выполнены со съемными двумя противолежащими стенками с возможностью установки общей для двух опок газопроницаемой стенки вакуум-провода и формирования общего для опок коллекторного канала. Такое конструктивное решение обеспечивает выполнение поставленной цели.
Съемность двух противолежащих боковых стенок опок, реализуемая после сборки формы и установки ее на рольганг конвейера впритык к другой форме, позволяет установить вместо них общую для двух форм газопроницаемую стенку вакуум-провод. Это обеспечивает формирование (путем создания общей полости) как общего с двумя собранными полуформами полого вакуум-провода, так и общего для установленных на конвейер форм коллекторного канала. Общий коллекторный канал служит для подачи вакуума в каждую форму на конвейере, в отличие от известных способов, когда каждую полуформу формы подключают к трубчатому вакуум-проводу системы вакуумного сопровождения, расположенному вне форм вдоль всего конвейера. Подключив к одной или нескольким опокам (формам) на конвейере через клапан вакуум от источника вакуума, обеспечивают распространение разрежения во все формы по общему коллекторному каналу. Указанное значение упрощает конструкцию средств вакуумирования форм.
Общий коллекторный канал, состоящий из полостей корпусов всех опок на конвейере и полостей общих стенок, имеет значительный объем (на конвейере могут находиться несколько десятков форм) и служит вакуумным аккумулятором (ресивером). Подобную роль играет запас вакуума в песке форм. Такой сборный мощный аккумулятор позволяет легко погасить возможное местное падение вакуума при заливке (в течение обычно 10-60 с) одной из форм конвейера. При заливке обычно из формы газов отсасывается не более четырех объемов ее полости. Затем происходит накапливание вакуума в коллекторе и песке форм до следующей заливки. Сглаживание пиков разгерметизации за счет работы сборного аккумулятора-коллектора также не требует мощной системы отсоса и обеспечивает выполнение цели изобретения. Совмещение боковых стенок для десятков форм на конвейере, т.е. уменьшение длины конвейера, экономит производственные площади, а скрепление опок при установке общей стенки вакуум-провода упрощает транспортировку форм на конвейере и подключение к нему одного или нескольких трубопроводов от источника вакуума.
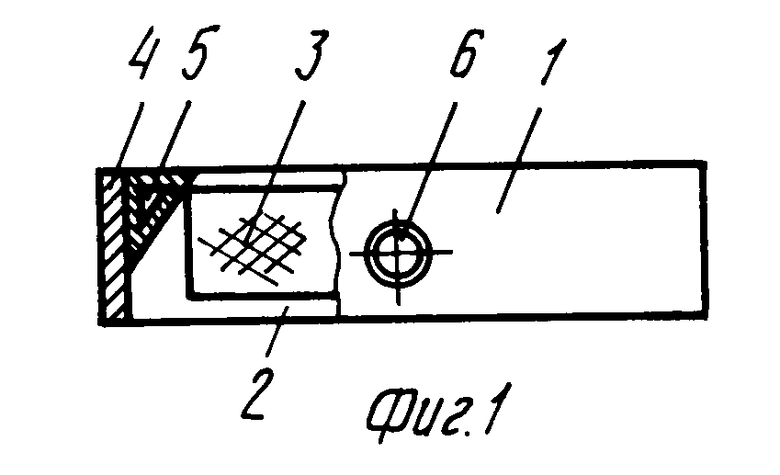
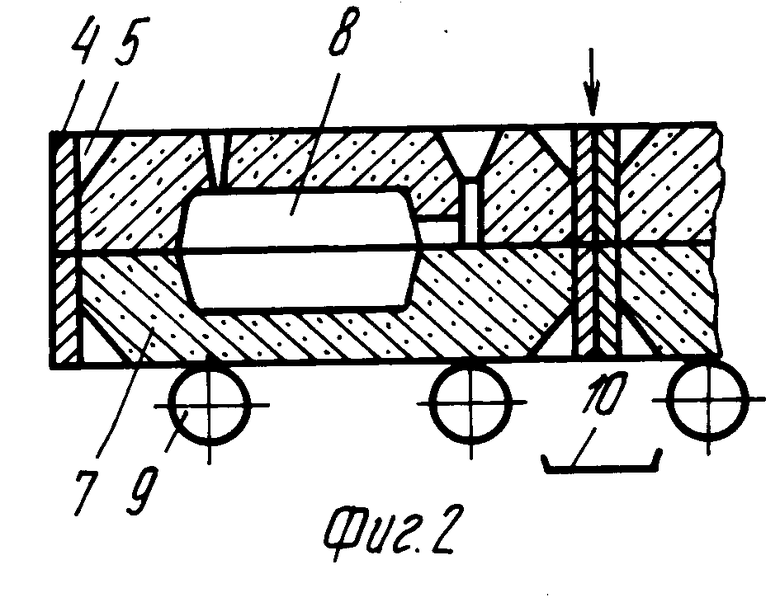
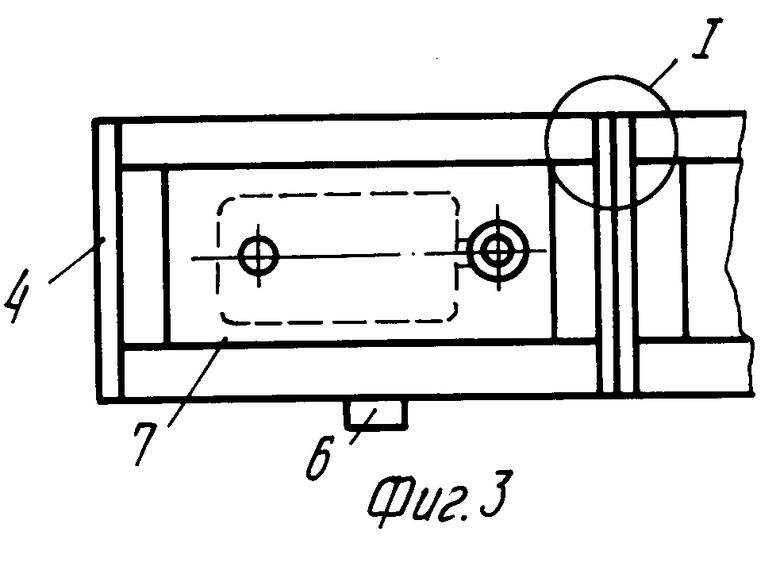
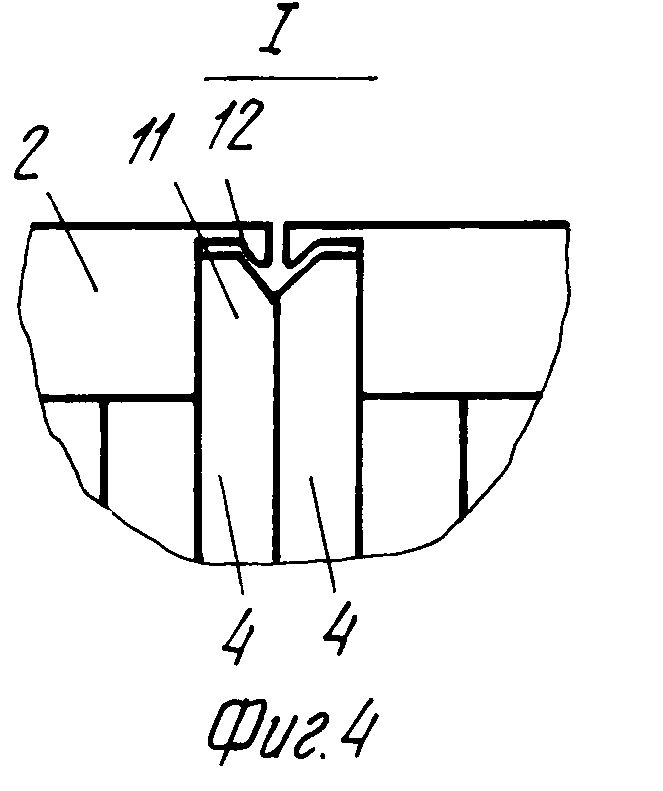
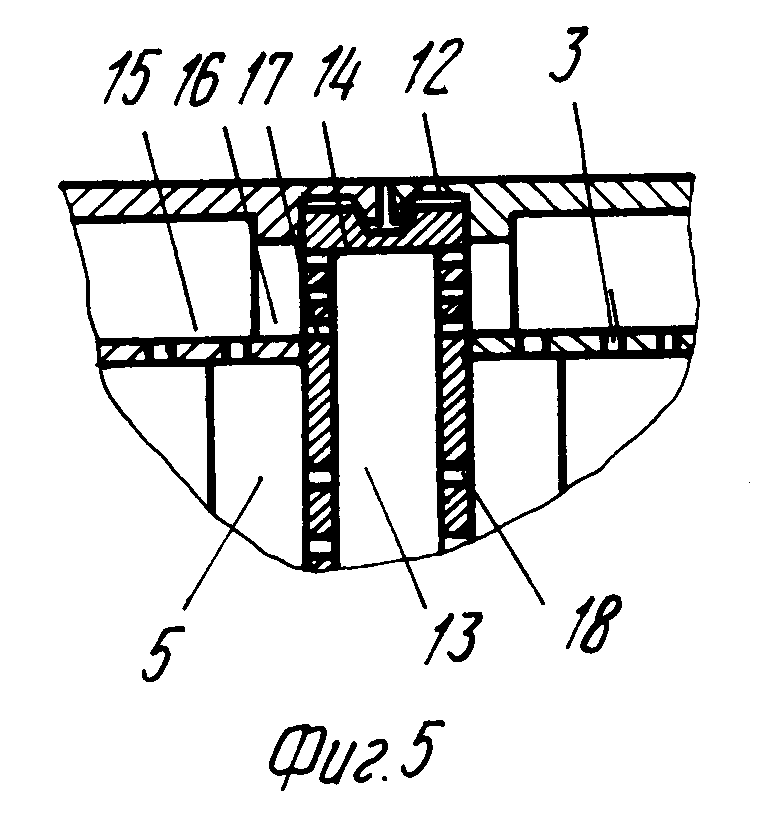
На фиг.1 показана опока для вакуумной формовки; на фиг.2 литейные формы на конвейере, разрез; на фиг.3 то же, вид в плане; на фиг.4 узел I на фиг.3; на фиг. 5 стык двух опок после установки в опоки совместной газопроницаемой полой стенки вакуум-провода, разрез; на фиг.6 газопроницаемая полая стенка, разрез.
Опока 1 имеет полый корпус 2, внутренняя стенка которого имеет фильтр 3, съемная боковая стенка 4 и другая, ей противоположная стенка опоки, выполнены в виде металлических пластин. Две полые стенки корпуса 2 сообщены полым ребром 5. Опока имеет вакуумный клапан 6. Формы 7 имеют рабочую полость 8 и установлены на роликах 9 рольганга. Синтетическая пленка, герметизирующая формы, не показана. Под рольгангом установлен поддон 10. Для установки в опоку 1 стенки 4 имеют буртики 11, которые входят в пазы 12 корпуса 2. Возможны конструкции опок, обеспечивающие извлечение стенок 4 как в вертикальном, так и в горизонтальном направлениях по отношению к горизонтальной плоскости лада опок. Полая стенка 13 имеет четыре буртика 14 для совмещения с пазами 12 расположенных рядом опок 1. В корпусе 2 имеется полость 15, сообщенная с внешней средой отверстиями 16. В стенке 13 выполнены отверстия 17, соответствующие при ее совмещении с корпусом 2 отверстиям 16, и отверстия 18 (перфорации) для отсоса газов из песка формы.
Работа с оснасткой.
Формовка с использованием опок 1 осуществляется известными способами по технологии вакуумной или вакуумно-пленочной формовки. На модель отливки накладывают синтетическую пленку (или другой газонепроницаемый, герметизирующий песок материал). Ставят на модельную плиту опоку 1, засыпают песок, герметизируют контрлад и получают полуформу, а после сборки полуформ форму 7. Песок формы вакуумируют через фильтры 3 и ребра 5 полого корпуса 2, подключая опоку 1 к вакуум-сети через клапан 6. По бокам опока 1 загерметизирована двумя съемными пластинчатыми стенками 4. После сборки (и скрепления полуформ) формы 7 на рольганге с роликами 9 ее ставят впритык с такой же ранее установленной формой. Манипулятором (не показан) или другим приспособлением вместо стенок 4 двух форм вставляют общую стенку 13. Двигаясь сверху (по стрелке на фиг.2), стенка 13 замещает стенки 4, которые попадают на поддон 10. При этом буртики 11 стенок 4 выходят из пазов 12 и вместо них входят буртики 14 стенки 13, чем осуществляется надежное скрепление форм на конвейере. Во время этой операции обе соприкасающиеся опоки подключены через клапаны 6 к внешней вакуум-сети. После установки стенки 13 к вакуум-сети остается подключенной только крайняя слева форма, так как полости 15 корпусов 2 сообщены между собой через отверстие 16 и отверстие 17 стенок 13. Суммарную площадь отверстий 16, 17 и сечения полости стенки 13 выполняют не меньшими, чем площадь проходного сечения подключенного к клапану 6 внешнего вакуум-провода. С помощью отверстий 18 стенки 13 вакуумируют песок формы.
Подключать к внешней вакуум-сети можно только первую опоку блока форм. В случае необходимости можно дополнительно подключить опоку на позиции заливки. Осуществлять замену стенок 4 на стенки 13 и наоборот следует в период между заливками, так как возможны потери вакуума. Эту операцию следует производить быстро в течение не более 5-10 с. Можно покрывать стенку 13 с двух сторон герметизирующим материалом или пластинами, которые снимаются, опираясь на торцы корпуса 2 и ребра 5, при помещении стенки 13 в пазы 12. Можно применить шиберы в стенках 13 для закрывания отверстий 17 и 18 для очень крупных опок.
В единый блок можно собрать несколько десятков форм для накопления под заливку, и охлаждения до образования достаточно прочной отливки, которую можно охлаждать в развакуумированной форме. На конце этого блока осуществляют обратный процесс вставляют стенки 4 вместо стенок 13, предварительно поместив последнюю форму на поддон во избежание высыпания песка, затем формы на поддоне охлаждаются перед выбивкой.
Использование изобретения упрощает конструкцию оборудования для вакуумной формовки, особенно для высокопроизводительных конвейерных процессов. Работа аккумулятора вакуума способствует улучшению качества отливок. Скрепление форм в единый блок не требует средств по транспортировке каждой формы отдельно, может быть один приводной ролик для блока скрепленных форм на весь рольганг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМ | 1992 |
|
RU2017561C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2027537C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070470C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1991 |
|
RU2014939C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК В ВАКУУМИРУЕМЫХ ФОРМАХ | 1992 |
|
RU2014940C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 1992 |
|
RU2040357C1 |
| Способ получения отливок | 1990 |
|
SU1766588A1 |

Изобретение обеспечивает упрощение конструкции оснастки и экономию производственной площади, что достигается соединением заформованных опок между собой и образованием общего для них вакуумного канала. Для этого две противоположные стенки опоки выполнены съемными и оснастка дополнительно содержит общую для смежных опок газопроницаемую стенку, которой опоки соединяют, замещая съемные стенки. 6 ил.
ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ, содержащая опоки с корпусами, имеющими полые стенки, фильтрами и вакуумными клапанами, и средства подключения опок к вакуум-системе, отличающаяся тем, что, с целью упрощения конструкции и экономии производственной площади путем образования общего для опок вакуумного канала, в корпусах опок выполнены направляющие, две противоположные стенки опоки выполнены съемными и размещены в направляющих корпуса, при этом оснастка снабжена общей для смежных опок газопроницаемой стенкой, имеющей направляющие для сопряжения с направляющими корпусов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Опочный комплект для вакуумнойфОРМОВКи | 1979 |
|
SU827250A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
