Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Наиболее близким по технической сущности является механизм качания кристаллизатора, включающий шарнирно соединяемые с кристаллизатором два рычага, один из которых двуплечий, соединенную с ним тягу и кривошипный привод.
Недостатком известного механизма является неудовлетворительная производительность процесса непрерывной разливки. Это объясняется тем, что в процессе качания скорость кристаллизатора изменяется по синусоидальному закону. В этих условиях значения времени полуциклов движения кристаллизатора вверх и вниз равны между собой. В результате время опережения кристаллизатором вытягиваемого слитка или время "залечивания" возможных разрывов оболочки слитка при его вытягивании становится недостаточным для устранения разрывов оболочки. Сказанное приводит к прорывам металла под кристаллизатором.
Технический эффект при использовании изобретения заключается в обеспечении возможности изменения величины полуциклов качания кристаллизатора в одном цикле, изменения времени опережения слитка кристаллизатором при его движении вниз, а также в улучшении качества непрерывнолитых слитков и повышении производительности процесса непрерывной разливки.
Это достигается тем, что механизм качания кристаллизатора включает шарнирно соединяемые с кристаллизатором два рычага, один из которых двуплечий, соединенную с ним тягу и кривошипный привод.
Механизм снабжен вторым двуплечим рычагом, установленным своей опорой на конце тяги и соединенным одним концом с кривошипом, и коромыслом, связанным с вторым концом второго двуплечего рычага в его горизонтальном положении под углом 140-160о, при этом отношение длин кривошипа и коромысла составляет 0,35-0,4, а отношение плеч второго двуплечего рычага 0,55-0,65.
Обеспечение возможности изменения величины полуциклов качания кристаллизатора в одном цикле будет достигаться за счет наличия в механизме второго двуплечего рычага и расположения кривошипа и коромысла по разные стороны от продольного расположения второго двуплечего рычага.
Изменение времени опережения слитка кристаллизатором при его движении вниз объясняется разностью полуциклов по продолжительности во времени. При этом изменяется скорость перемещения кристаллизатора при его движении вверх и вниз. В этих условиях изменяется время движения кристаллизатора вниз и вместе с этим время его опережения слитка. При этом скорость движения кристаллизатора будет изменяться по искаженной синусоиде с различными значениями полуциклов по времени при его перемещении вверх и вниз.
Улучшение качества непрерывнолитых слитков будет происходить вследствие обеспечения оптимального времени "залечивания" возможных разрывов оболочки слитка при его вытягивании из кристаллизатора.
Повышение производительности процесса непрерывной разливки металлов будет происходить вследствие обеспечения "залечивания" разрывов оболочки слитка из-за обеспечения устройством оптимального времени опережения слитка кристаллизатором при его движении вниз.
Диапазоны эмпирических коэффициентов в пределах 0,35-0,4 и 0,55-0,65, а также величины углов в пределах 140-160о объясняются кинематикой предлагаемого механизма. При меньших и больших значениях указанных пределов не будет обеспечиваться оптимальное соотношение времен полуциклов, которое составляет 0,3-0,4. Вне этих пределов значений времени полуциклов не будет обеспечиваться необходимое время "залечивания" разрывов оболочки слитка.
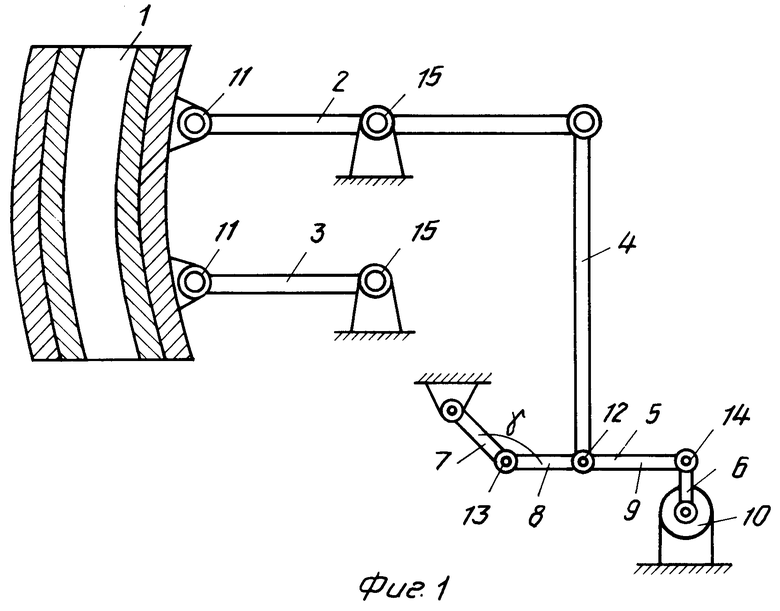
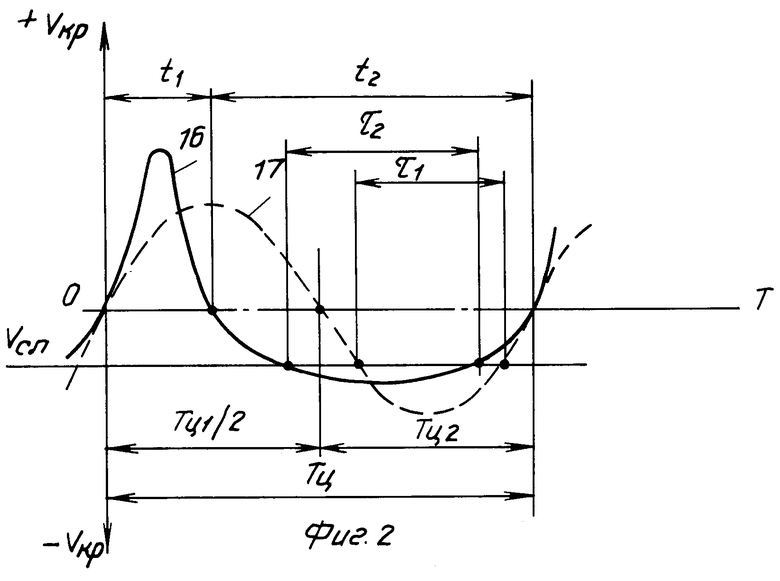
На фиг. 1 дана схема механизма качания кристаллизатора; на фиг.2 график скоростей перемещения кристаллизатора в течение одного цикла.
Механизм качания кристаллизатора состоит из кристаллизатора 1, рычагов 2 и 3, тяги 4, второго двуплечего рычага 5, кривошипа 6, коромысла 7, участка двуплечего рычага 8 и 9, привода 10, шарниров 11-14 и шарнирных опор 15. Позицией Vкр обозначена скорость перемещения кристаллизатора; Vсл скорость вытягивания слитка; Тц цикл качания кристаллизатора; Тц/2 величина времени полуцикла; Т время; t1 и t2- различные по времени полуциклы; τ1 и τ2- время опережения слитка кристаллизатором; 16 и 17 графики скоростей перемещения кристаллизатора, γ- угол между вторым двуплечим рычагом и коромыслом.
Механизм качания кристаллизатора работает следующим образом.
П р и м е р. В процессе непрерывной разливки подается сталь марки 3сп в кристаллизатор 1, из которого вытягивается слиток сечением 300х360 мм со скоростью Vсл 1,2 м/мин. Кристаллизатору сообщается качание с частотой 120 цикл/мин и амплитудой 10 мм при помощи механизма, состоящего из кристаллизатора, соединенного при помощи шарниров 11 с первым двуплечим рычагом 2 и рычагом 3, которые опираются на шарнирные опоры 15. Первый двуплечий рычаг 2 шарнирно соединен посредством тяги 4 со вторым двуплечим рычагом 5 при помощи шарнира 12, который делит его на два плеча 8 и 9.
Плечо 9 при помощи шарнира 14 соединено с кривошипом 6, приводимым во вращение при помощи привода 10, плечо 8 при помощи шарнира 13 соединено с коромыслом 7. Кривошип 6 и коромысло 7 расположены по разные стороны от продольного расположения двуплечего рычага 5. Отношение длин кривошипа 6 и коромысла 7 составляет 0,35-0,4, отношение длин плеч 9 и 8 второго двуплечего рычага 5 0,55-0,65. При горизонтальном положении второго двуплечего рычага 5 угол γ между ним и коромыслом 7 составляет 140-160о.
При такой конструкции механизма отношение полуциклов изменяется с  /
/  1 до t1/t2 (0,3-0,4).
1 до t1/t2 (0,3-0,4).
При этом τ1 0,135 с; τ2 0,37 с.
В случае работы известного механизма при частоте качания 120 цикл/мин, амплитуде 10 мм и скорости вытягивания Vсл. 1,2 м/мин: Тц 0,5 с; Тц1/2 Тц2/2 1, а время опережения кристаллизатором слитка составляет τ1 0,15 с. Этой величины времени опережения недостаточно для надежного "залечивания" разрывов оболочки слитка. В этих условиях максимальное значение скорости подъема и опускания кристаллизатора Vкрсоставляет ±125 мм/с, а скорость вытягивания слитка Vсл 20 мм/с.
В предлагаемом механизме вследствие разницы полуциклов t1 и t2увеличивается время "залечивания" разрывов оболочки слитка или время опережения с τ1 0,15 с до τ2 0,30 с. Этой величины времени опережения τ2 достаточно для надежного "залечивания" разрывов оболочки слитка. В этих условиях максимальное значение скорости подъема кристаллизатора составляет Vкр 160 мм/с, а скорость опускания Vкр 40 мм/с. Скорость вытягивания слитка остается прежней Vсл 20 мм/с.
В нашем примере двуплечий рычаг 5 имеет длину 1,22 м; длина кривошипа 6 составляет 0,03 м; длина участка 9 двуплечего рычага 0,45 м; длина участка 8 двуплечего рычага 0,77 м; коромысла 7 0,08 м; угол между вторым двуплечим рычагом 5, находится в горизонтальном положении, и коромыслом 7 составляет γ= 150о.
В общем случае возможно изменять соотношение полуциклов t1 и t2 в обратную сторону, т. е. устанавливать t1 > t2. В этом случае скорости подъема и опускания кристаллизатора будут изменяться в обратном направлении.
Применение механизма позволяет снизить брак слитков по качеству поверхности на 2,3% а также увеличить производительность процесса непрерывной разливки на 4,5% за счет сокращения прорывов металла под кристаллизатором.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2018 |
|
RU2700979C1 |
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА | 1993 |
|
RU2043837C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2010 |
|
RU2446913C2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СЛИТКОВ КВАДРАТНОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2441731C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015810C1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1407661A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
Изобретение относится у металлургии и используется при непрерывной разливке металлов. Механизм качания кристаллизатора включает шарнирно соединяемые с кристаллизатором два рычага, один из которых двуплечий, соединенную с ним тягу и кривошипный привод. Второй двуплечий рычаг установлен своей опорой на конце тяги и соединен одним концом с кривошипом. Коромысло связано с вторым концом воторого двуплечего рычага в его горизонтальном положении под углом 140 160°. При этом отношение длин кривошипа и коромысла составляет 0,35 0,4, а отношение плеч второго двуплечего рычага 0,55 0,65. 2 ил.
МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА, включающий шарнирно соединяемые с кристаллизатором два рычага, один из которых двуплечий, соединенную с ним тягу и кривошипный привод, отличающийся тем, что он снабжен вторым двуплечим рычагом, установленным своей опорой на конце тяги и соединенным одним концом с кривошипом, и коромыслом, связанным с другим концом второго двуплечего рычага в его горизонтальном положении под углом 140-160o, при этом отношение длин кривошипа и коромысла составляет 0,35-0,4, а отношение плеч второго двуплечего рычага 0,55-0,65.
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| М.: Металлургия, 1978, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
