Изобретение относится металлургии, конкретнее к непрерывной разливке металлов.
Известен способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного перемещения. Амплитуду возвратно-поступательного движения, а также частоту постоянно изменяют в зависимости от скорости вытягивания слитка (см. Лебедев В.И. Оптимальные параметры синусоидального закона возвратно-поступательного движения кристаллизатора, "Сталь", N 4, 1973, с. 315).
Недостатком известного способа является низкая стойкость механизма возвратно-поступательного движения кристаллизатора, приводящая к браку слитков по качеству поверхности и образованию поверхностных и внутренних трещин. Это объясняется тем, что при больших частотах и амплитудах возвратно-поступательного движения кристаллизатора в рычажной системе механизма возвратно-поступательного движения кристаллизатора возникают значительные инерционные усилия, приводящие к износу шарниров и образованию в них люфтов. В результате при возвратно-поступательном движении кристаллизатора нарушается его траектория движения, появляются перекосы в его движении, а также скачкообразное изменение скорости его перемещения и ударные нагрузки в механизме. Вследствие этого нарушается стабильность формирования оболочки слитка.
Наиболее близким по технической сущности является способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного перемещения, при этом изменяют частоту и амплитуду возвратно-поступательного движения кристаллизатора.
Недостатком известного способа является низкая стойкость механизма возвратно-поступательного движения кристаллизатора, приводящая к браку слитков по качеству поверхности и образованию внутренних и поверхностных трещин. Это объясняется отсутствием зависимости и изменения амплитуды движения кристаллизатора от частоты при ее больших значениях. В результате при больших частотах движения кристаллизатора в рычажной системе возвратно-поступательного движения кристаллизатора возникают инерционные усилия, превосходящие допустимые значения, что приводит к быстрому износу шарниров механизма и образованию в них люфтов. Вследствие этого при возвратно-поступательном движении кристаллизатора нарушается его траектория движения, появляются перекосы в его движении, а также скачкообразные изменения скорости его перемещения и ударные нагрузки в механизме.
В результате нарушается стабильность формирования оболочки слитка, на его поверхности появляются грубые пояса, заливины, ужимины. Перекос кристаллизатора приводит к образованию в оболочке слитка внутренних и наружных трещин, что приводит к прорывам металла при выходе слитка из кристаллизатора. Технический эффект при использовании способа заключается в улучшении качества непрерывно-литых слитков и повышении стойкости механизма возвратно-поступательного движения кристаллизатора.
Указанный эффект достигают тем, что в кристаллизатор подают металл, вытягивают из него слиток с переменной скоростью, сообщают кристаллизатору возвратно-поступательное движение, изменяют частоту и амплитуду движения кристаллизатора.
В процессе непрерывной разливки амплитуду возвратно-поступательного движения кристаллизатора устанавливают по зависимости
А = В - (0,06 - 0,1)(F-f), где А - амплитуда возвратно-поступательного движения кристаллизатора, мм;
В - амплитуда возвратно-поступательного движения кристаллизатора при частоте f ≅ 150 цикл/мин; В = 10-16 мм;
f - постоянная частота возвратно-поступательного кристаллизатора при амплитуде В = 10-16 мм, f ≅ 150 цикл/мин;
F - частота возвратно-поступательного движения кристаллизатора, f>150 цикл/мин;
(0,06-0,1) - эмпирический коэффициент, учитывающий сечение отливаемого слитка, (мм˙мин)/цикл;
при этом А ≥ 2 мм; F ≅ 300 цикл/мин.
Улучшение качества непрерывно-литых слитков будет происходить вследствие устранения нарушения стабильности формирования оболочки слитка из-за обеспечения соблюдения необходимой траектории движения кристаллизатора, устранения перекосов кристаллизатора, повышения стабильности и плавности скорости его перемещения. При этом на поверхности слитка не будут образовываться заливины, пояса, ужимины, в оболочке слитка не будут возникать внутренние и наружные трещины, будут устраняться прорывы металла под кристаллизатором.
Повышение стойкости механизма возвратно-поступательного движения кристаллизатора будет происходить вследствие устранения ударных нагрузок в механизме, уменьшения инерционных сил в нем, сокращения износа шарниров и образования в них люфтов.
Диапазон значений амплитуду движения кристаллизатора в пределах 10-16 мм при частоте f ≅ 150 цикл/мин объясняется закономерностями износа шарниров под действием возникающих при этом инерционных сил. При больших значениях инерционные силы будут превышать допустимые значения. При меньших значениях не будет обеспечиваться необходимая закономерность формирования оболочки слитка. Указанный диапазон устанавливают в обратной пропорциональной зависимости от скорости вытягивания слитка.
Диапазон значений эмпирического коэффициента в пределах 0,06-0,1 объясняется закономерностями изменения сил трения и усилий вытягивания слитка различного сечения из кристаллизатора. При меньших значениях в процессе формирования оболочки слитка на мениске металла в кристаллизаторе будут образовываться завороты, пояса, заливины, что приведет к браку слитков по качеству поверхности. При больших значениях увеличиваются значения инерционных сил в механизме движения кристаллизатора, что приводит к быстрому выходу из строя механизма.
Указанный диапазон устанавливают в обратно пропорциональной зависимости от толщины вытягиваемого слитка и в прямой пропорциональной зависимости от скорости вытягивания слитка.
Значение постоянной частоты возвратно-поступательного движения кристаллизатора f = 150 цикл при А = 10-16 мм объясняется тем, что в этих условиях инерционные усилия в механизме движения кристаллизатора не превышают допустимые значения, не происходит быстрый износ рычажной системы, качество слитков не ухудшается. Ограничение амплитуды движения кристаллизатора в пределах А ≥ 2 мм объясняется закономерностями формирования оболочки слитка в условиях возвратно-поступательного движения кристаллизатора. Пpи меньших значениях амплитуды не будут обеспечиваться условия "залечивания" оболочки слитка в случае ее разрыва или "зависания" при движении кристаллизатора вниз.
Ограничение частоты движения кристаллизатора в пределах F ≅ 300 цикл/мин объясняется закономерностями формирования оболочки слитка в условиях возвратно-поступательного движения кристаллизатора. При больших значениях не будет обеспечиваться "опережение" кристаллизатором формирующейся оболочки слитка, что приведет к ее разрывам и прерывам металла под кристаллизатором.
Кроме того, в условиях возвратно-поступательного движения кристаллизатора А < 2 мм и F > 300 цикл/мин в рычажной системе механизма возникают инерционные усилия, превосходящие допустимые значения, что вызывает быстрый износ шарниров механизма и, как следствие, брак слитков.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки металлов в кристаллизатор подают сталь и вытягивают из него слиток с переменной скоростью. Кристаллизатору сообщают возвратно-поступательное перемещение и изменяют при этом частоту и амплитуду движения кристаллизатора по зависимости
А = В - (0,06 - 1,0)(F - f); где А - амплитуда возвратно-поступательного движения кристаллизатора, мм;
В - амплитуда возвратно-поступательного движения кристаллизатора при частоте f ≅ 150 цикл/мин; В = 10-16 мм;
f - постоянная частота возвратно-поступательного движения кристаллизатора при амплитуде В = 10-16 мм; f ≅ 150 цикл/мин;
F - частота возвратно-поступательного движения кристаллизатора, 150 цикл/мин;
(0,06-0,1) - эмпирический коэффициент, учитывающий сечение отливаемого слитка, (мм. мин)/цикл;
при этом А ≥ 2 мм; F ≅ 300 цикл/мин.
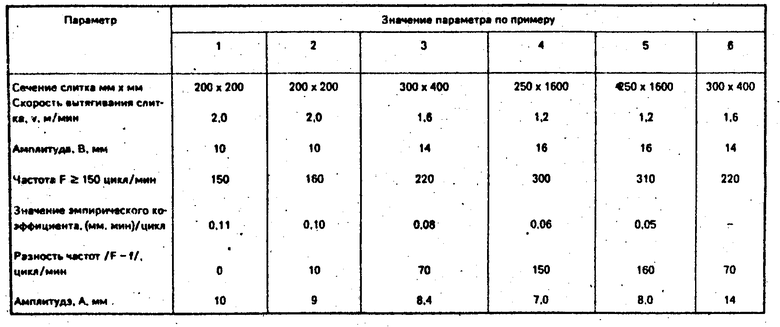
В таблице приведены примеры осуществления способа непрерывной разливки металлов при различных технологических параметрах.
При таких параметрах возвратно-поступательного движения кристаллизатора и при частотах качания более 150 цикл/мин, указанных в примерах 2-4, будет соблюдаться в процессе разливки длительное время необходимая траектория движения кристаллизатора, не будет происходить перекос кристаллизатора, инерционные усилия в механизме качания не будет превосходить допустимые значения, в шарнирах механизма не будут возникать люфты, а также ударные нагрузки. При этом будут обеспечиваться оптимальные условия формирования оболочки слитка, складки от качания кристаллизатора на поверхности слитка будут иметь минимальную глубину в пределах 0,5-1,5 мм, в оболочке слитка не будут возникать внутренние и наружные трещины, на поверхности слитка не будут возникать заливины, пояса, грубые складки.
В примере 1 в механизме движения кристаллизатора будут возникать инерционные усилия, превосходящие допустимые пределы, ударные нагрузки, будет происходить перекос движения кристаллизатора относительно необходимой траектории движения. Это происходит вследствие увеличенного значения амплитуды движения кристаллизатора.
В примере 5 в механизме движения кристаллизатора также будут возникать значительные инерционные и ударные нагрузки вследствие большой частоты и амплитуды кристаллизатора. В этих условиях нарушается процесс формирования оболочки слитка, в ней возникают наружные и внутренние трещины.
В шестом примере (прототипе) вследствие большой частоты и амплитуды движения кристаллизатора и рычажной системе механизма качания образуются люфты из-за выработки шарниров, траектория движения кристаллизатора отходит от необходимого направления. При этом глубина складок от движения кристаллизатора увеличивается до 3-5 мм, что приводит к браку слитков, а также прорывам металла под кристаллизатором.
Граничные условия применимости предлагаемого способа поступают, например, при следующих параметрах:
В = 11 мм; f = 150 цикл/мин; максимальная частота F = 300 цмкл/мин, скорость вытягивания слитка v = 2,4 м/мин.
В этих условиях А = 11 - 0,06˙150 = 2 мм.
Применение предлагаемого способа позволяет стабилизировать процесс непрерывной разливки металлов, повысить стойкость механизма возвратно-поступательного движения кристаллизатора, улучшить качество непрерывно-литых слитков на 2%, сократить количество прорывов металла на 0,8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044595C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015809C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015823C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015806C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038901C1 |
Способ непрерывной разливки металлов включает подачу металла в кристаллизатор, вытягивание из него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения, а также изменение частоты и амплитуды движения кристаллизатора. Для улучшения качества непрерывно-литых слитков и повышения стойкости механизма возвратно-поступательного движения кристаллизатора амплитуду возвратно-поступательного движения кристаллизатора устанавливают по зависимости A=B -(0,6 0,1) /F-f/, где A - амплитуда возвратно-поступательного движения кристаллизатора, мм; B - амплитуда возвратно-поступательного движения кристаллизатора при частоте f≅ 150 цикл/мин ; B-10 16мм; f - постоянная частота возвратно-поступательного движения кристаллизатора при амплитуде B=10 16 мм, f≅ 150 цикл/мин F -частота возвратно-поступательного движения кристаллизатора, F> 150 цикл/мин ; (0,06 - 0,1) - эмпирический коэффициент, учитывающий сечение отливаемого слитка, (мм.мин)/цикл, при этом A≥ 2.0 мм ; F≅ 300 цикл/мин . 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающий подачу металла в кристаллизатор, вытягивание на него слитка с переменной скоростью, сообщение кристаллизатору возвратно-поступательного движения и изменение частоты и амплитуды движения кристаллизатора, отличающийся тем, что амплитуду A возвратно-поступательного движения кристаллизатора устанавливают по зависимости
A = B - (0,06 ÷ 0,1) · (F - f),
где B-10 - 16 мм - амплитуда возвратно-поступательного движения кристаллизатора при частоте f ≅ 150 цикл./мин;
f - постоянная частота возвратно-поступательного движения кристаллизатора при амплитуде B, f ≅ 150 цикл./мин;
F - частота возвратно-поступательного движения кристаллизатора, F ≥ 150 цикл./мин;
(0,06 ÷ 0,1) - эмпирический коэффициент, учитывающий сечение отливаемого слитка, мм · мин/цикл;
при этом A ≥ мм; F ≅ 300 цикл./мин.
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
