Изобретение относится к механосборочному производству в машино- и приборостроительных отраслях промышленности, в частности, к устройствам для сборки соединений с натягом.
Известно устройство для сборки с натягом охватываемой и охватывающей деталей, содержащее соосно смонтированные на станине технологическую оснастку для установки собираемых деталей и механизм запрессовки в виде силового привода возвратно-поступательного перемещения и связанного с ним запрессовочного инструмента, а также систему управления приводом.
Запрессовка на требуемую глубину в данном случае обеспечивается за счет подбора соотношения жесткостей имеющихся в этом устройстве упругих элементов, а также за счет управления приводом от цикловой системы управления, получающей информацию о перемещении элементов технологической оснастки от датчиков положения.
Существенным недостатком данного устройства является конструктивная сложность используемой специальной технологической оснастки, проявляющаяся в наличии нескольких подпружиненных конструктивных элементов, причем параметры соответствующих пружин должны соответствовать конкретному типоразмеру собираемых деталей. Это в условиях многономенклатурного производства приводит к увеличению трудоемкости переналадки с одного типоразмера собираемых деталей на другой, поскольку требуется замена не только базирующих и фиксирующих элементов технологической оснастки, но и указанных пружин, а также подбор соотношения жесткостей последних.
Технической задачей, на решение которой направлено изобретение, является повышение эффективности сборки с натягом охватываемой и охватывающей деталей в многономенклатурном производстве, включая сборку как по ступенчатым, так и по бесступенчатым соединяемым поверхностям, за счет снижения трудоемкости переналадки технологического оборудования с одного типоразмера собираемых деталей на другой.
Это достигается тем, что в известном устройстве для сборки с натягом охватываемой и охватывающей деталей, содержащем соосно смонтированные на станине технологическую оснастку для установки собираемых деталей и механизм запрессовки в виде силового привода возвратно-поступательного перемещения и связанного с ним запрессованного инструмента, а также систему управления приводом, привод поступательного перемещения выполнен в виде механотронного узла, включающего электромеханизм с передачей винт-гайка и силовой электронный преобразователь электрической энергии, система управления выполнена в виде системы числового программного управления, а запрессовочный инструмент связан с винтом упомянутой передачи и выполнен со средством фиксации его от проворота относительно своей оси в виде направляющей шпонки.
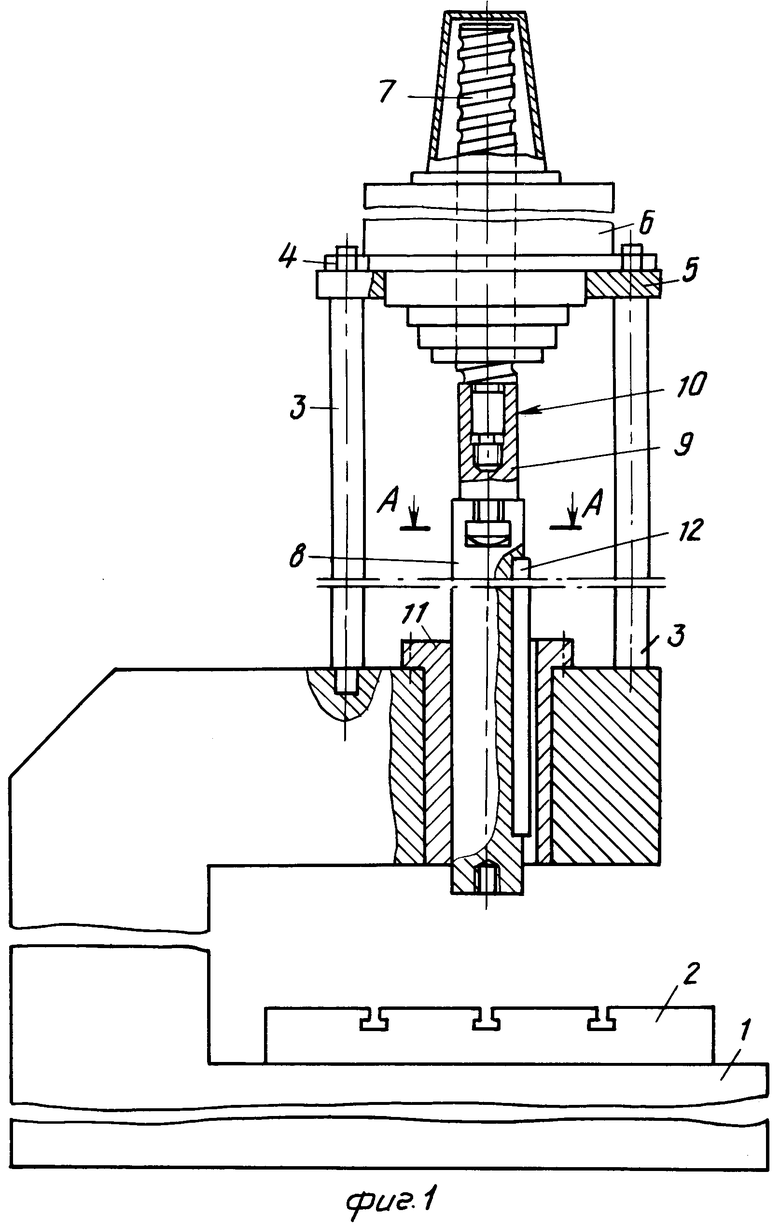
На фиг.1 представлено устройство, общий вид; на фиг.2 разрез А-А на фиг. 1; на фиг. 3 исходное состояние устройства при запрессовке детали втулка в деталь ступицы колеса.
Устройство содержит станину 1, составной частью которой является стол 2 с Т-образными пазами для закрепления (фиксации) соответствующей технологической оснастки. На верхней части станины 1 с помощью шпилек 3, гаек 4 и плиты 5, имеющей центральное посадочное отверстие, установлен электромеханизм 6, входящий в состав механотронного узла привода возвратно-поступательного перемещения. Винт 7 электромеханизма 6 жестко соединен с запрессовочным пуансоном 8. В данном случае указанное соединение выполнено с помощью проставки 9, которая своим верхним концом навинчена на посадочную ступень винта 7 и зафиксирована на нем (например, с помощью штифта 10, показанного в виде своей осевой линии), а нижним концом связана с пуансоном 8 Т-образным соединением. Запрессовочный пуансон 8 имеет возможность перемещения в гильзе 11 только поступательно, поскольку снабжен направляющей шпонкой 12, исключающей проворот его относительно своей оси. Гильза 11 имеет соответствующий шпоночный паз и прикреплена к станине 1 с помощью соответствующих крепежных элементов.
На нижнем конце пуансона 8 имеется резьбовое отверстие для крепления сменной запрессовочной оправки 13, осуществляющей силовое воздействие на собираемые детали 14 и 15.
Для выполнения процесса сборки конкретных деталей устройство оснащено сменной технологической оснасткой 16, имеющей в данном случае в качестве базирующего элемента центрирующую втулку-фланец 17 и закрепляемой на столе 2 с помощью его Т-образных пазов и соответствующих болтов.
Механотронный узел, кроме электромеханизма 6, включает силовой электронный преобразователь электрической энергии.
Кроме того, устройство оснащено системой управления приводом, выполненной в виде системы числового программного управления (ЧПУ).
Устройство работает следующим образом.
Предварительно производится настройка его на сборку деталей конкретного типоразмера. Для этого на столе 2 пресса устанавливается соответствующая технологическая оснастка 16, а на пуансоне 8 закрепляется соответствующая запрессо- вочная оправка 13. Кроме того, пуансон 8 подводится к центрирующей втулке-фланцу 17 оснастки 16 на расстояние, гарантирующее беспрепятственную установку на нее собираемых деталей 14 и 15, а в оперативную память системы ЧПУ вводится соответствующая управляющая программа, обеспечивающая, в частности, рабочее перемещение запрессовочной оправки 13 на требуемое расстояние с требуемой скоростью.
Далее на втулку-фланец 17 устанавливаются (вручную или с помощью автоматического манипулятора) собираемые детали 14 и 15 (фиг.3), после чего система ЧПУ включает в работу электромеханизм 6. Его ротор начинает вращаться с заданной частотой вращения, а его винт 7 соответственно перемещается поступательно вместе с пуансоном 8 и оправкой 13, которая по мере перемещения входит в контакт с деталью 14 (втулка) и запрессовывает ее в деталь 15 (ступица колеса). При этом поступательное перемещение винта 7 контролируется встроенным датчиком пути электромеханизма 6.
В случае запрессовки по бесступенчатым соединяемым поверхностям, что имеет место в данном примере (фиг.3), по достижении требуемой размерной глубины запрессовки по командам системы ЧПУ электромеханизм 6 выключается, а затем его ротор включается на вращение в другую сторону. Соответственно винт 7 вместе с пуансоном 8 и оправкой 13 сначала останавливаются, а затем возвращаются в исходное положение.
Далее собранная сборочная единица снимается с устройства, на технологическую оснастку устанавливается следующая пара собираемых деталей этого же типоразмера и процесс запрессовки повторяется. В случае запрессовки "до упора" (что в данном примере может иметь место, если в канавку посадочного отверстия детали 15 будет предварительно вставлено стопорное кольцо) процесс запрессовки будет отличаться тем, что при достижении деталью 14 упора (стопорного кольца) усилие запрессовки, а следовательно, и ток в якорной цепи электромеханизма 6 резко возрастает. В это время в систему ЧПУ поступает соответствующий сигнал, например, от датчика тока и она переключает электромеханизм на обратный ход, что приводит к возврату пуансона 8 с оправкой 13 также в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАПРЕССОВКИ ДЕТАЛЕЙ НА ЭЛЕКТРОМЕХАНИЧЕСКОМ ПРЕССЕ | 1994 |
|
RU2102215C1 |
| Устройство для запрессовки деталей | 1990 |
|
SU1779528A1 |
| Устройство для сборки прессовых соединений типа вал - втулка | 1990 |
|
SU1812046A1 |
| Способ управления процессом запрессовки на механическом прессе | 1991 |
|
SU1779532A1 |
| ПРЕОБРАЗОВАТЕЛЬ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ | 1993 |
|
RU2073827C1 |
| Устройство для сборки деталей запрессовкой | 1987 |
|
SU1581557A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ШПОНОК В ВАЛЫ | 1992 |
|
RU2047458C1 |
| Способ запрессовки деталей | 1989 |
|
SU1731572A1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1764921A1 |
| Устройство для сборки деталей запрессовкой | 1985 |
|
SU1286390A1 |


Использование: в механосборочном производстве. Сущность изобретения: на станине соосно смонтированы технологическая оснастка для установки сообщаемых деталей и механизм запрессовки. Последний выполнен в виде привода возвратно-поступательного перемещения и связанного с ним запрессовочного инструмента. Привод представляет собой механотронный узел, включающий электромеханизм с передачей винт-гайка и силовой электронный преобразователь электрической энергии. Запрессовочный инструмент связан с винтом и оснащен средством фиксации его от проворота. Упомянутое средство выполнено в виде направляющей шпонки. В устройстве имеется также система числового программного управления приводом. 3 ил.
УСТРОЙСТВО ДЛЯ СБОРКИ С НАТЯГОМ ОХВАТЫВАЕМОЙ И ОХВАТЫВАЮЩЕЙ ДЕТАЛЕЙ, содержащее соосно смонтированные на станине технологическую оснастку для установки собираемых деталей и механизм запрессовки в виде силового привода возвратно-поступательного перемещения и связанного с ним запрессовочного инструмента, а также систему управления приводом, отличающееся тем, что привод возвратно-поступательного перемещения выполнен в виде механотронного узла, включающего электромеханизм с передачей винт гайка и силовой электронный преобразователь электрической энергии, система управления выполнена в виде системы числового программного управления, а запрессовочный инструмент связан с винтом упомянутой передачи и выполнен со средством фиксации его от проворота относительно своей оси в виде направляющей шпонки.
| Устройство для сборки с натягом охватываемой и охватывающей деталей | 1988 |
|
SU1509213A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
