Изобретение относится к технологической оснастке сборочных процессов и может быть применено в различных областях машиностроения, в частности при запрессовке резиновых армирован - ных манжет и втулок.
Целью изобретения является расширение технологических возможностей и повышение производительности устройства за счет увеличения скорости перемещения шибера и подачи запрессовываемых деталей в зону сборки, а также обеспечения запрессовки деталей различных размеров и конфигурации.
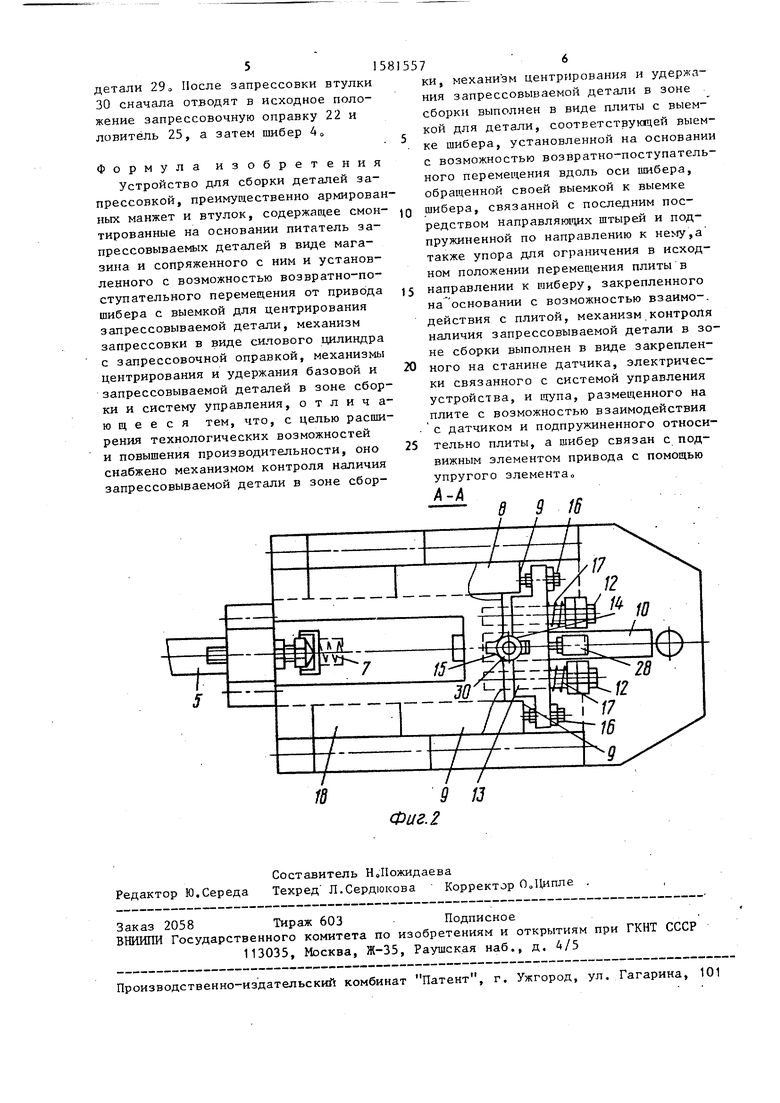
На фиго схематично изображено предлагаемое устройство; на фиг„2 - разрез А-А на фиг
Устройство для сборки деталей запрессовкой содержит смонтированные на основании 1 вибробункер 2, магазин 3 и сопряженный с ним шибер 4, связанный с подвижным элементом 5 привода 6 возвратно-поступательного перемещения посредством упругого элемента 7. Шибер 4 перемещается вдоль направляющих 8 - 10„,Шибер выполнен с направляющим пазом 11 и направляющими штырями 12, на которых установлена плита 13 с выемкой 14, образующей с выемкой 15 шибера посадочное место для расположения запрессовываемой детали„ Шибер также оснащен регулировочными винтами 16 взаимодействующими с закрепленными на основании упорами (торцами направляющих 9), для ограничения в исходном положении перемещения плиты в направлении к шиберу„ Плита 13 подпружинена по направлению к шиберу,посредством пружин 170 Сверху шибер зат крыт закрепленной на основании крышкой 18 с пазом 19 и жестким упором 20
Механизм запрессовки выполнен в виде силового цилиндра 21, на штоке которого закреплена запрессовочная оправка 22 с отверстием 23 В стани не установлен вспомогательный силовой цилиндр 24, на штоке которого смонтирован подпружиненный ступенчатый ло
,-
0
0
5
5
0
5
витель 25„ Устройство также оснащено механизмом контроля наличия запрессовываемой детали в зоне сборки, выполненным в виде датчика 26, закрепленного на кронштейне 27 и электрически связанного с системой управления и щупа 28, установленного на плите и подпружиненного относительно последнего,.
Устройство работает следующим образом
Базовая деталь 29 устанавливается на основании 1„ Запрессовываемая втулка 30 из вибробункера 2 по магазину подается в посадочное место, образованное шибером 4 и плитой 13, При этом подпором столба деталей втулка 30 подается на опорную поверхность направляющей 10. В начале движения шибера 4 проходит перемещение втулки 30 по поверхности направляющей 10 до размещения ее в выемке 14 плиты 13, которая выстаивает, опираясь винтами 16 на упоры до тех пор, пока не перестанут действовать на нее пружины 17. После этого шибер 4 отсечет втулку 30 от столба деталей в магазине 3. При дальнейшем движении шибера 4 винт, закрепленный на нем, упрется в жесткий упор 20, а щуп 28 коснется датчика 26, фиксируя наличие запрессовываемой детали в зоне сборки.
В поршневую полость вспомогательного силового цилиндра 24 подается рабочее давление, в результате чего шток со ступенчатым ловителем 25 поднимается и проходит через отверстие базовой детали 29 и втулки 30. Затем давление подается в поршневую полость силового цилиндра 21, в результате чего оправка 22 опускается до касания с торцом втулки 30, причем выходящий из втулки 30 конец ступенчатого ловителя 25 заходит в отверстие 23 оправки 22„ При дальнейшем движении оправки 22 последняя перемещает втулку 30 по ловителю 25 до запрессовки ее в отверстие базовой
детали 29„ После запрессовки втулки 30 сначала отводят в исходное положение запрессовочную оправку 22 и ловитель 25, а затем шибер 4
Формула изобретения Устройство для сборки деталей запрессовкой, преимущественно армированных манжет и втулок, содержащее смонтированные на основании питатель запрессовываемых деталей в виде магазина и сопряженного с ним и установленного с возможностью возвратно-поступательного перемещения от привода шибера с выемкой для центрирования запрессовываемой детали, механизм запрессовки в виде силового цилиндра с запрессовочной оправкой, механизмы центрирования и удержания базовой и запрессовываемой деталей в зоне сборки и систему управления, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности, оно снабжено механизмом контроля наличия запрессовываемой детали в зоне сбор18
ки, механизм центрирования и удержания запрессовываемой детали в зоне сборки выполнен в виде плиты с выемкой для детали, соответствующей выемке шибера, установленной на основании с возможностью возвратно-поступательного перемещения вдоль оси шибера, обращенной своей выемкой к выемке
Q шибера, связанной с последним посредством направляющих штырей и подпружиненной по направлению к нему,а также упора для ограничения в исходном положении перемещения плиты в
5 направлении к шиберу, закрепленного на основании с возможностью взаимодействия с плитой, механизм контроля наличия запрессовываемой детали в зоне сборки выполнен в виде закрепленного на станине датчика, электрически связанного с системой управления устройства, и щупа, размещенного на плите с возможностью взаимодействия с датчиком и подпружиненного относи5 тельно плиты, а шибер связан с подвижным элементом привода с помощью упругого элемента,,
А-А
8 9 16
i i i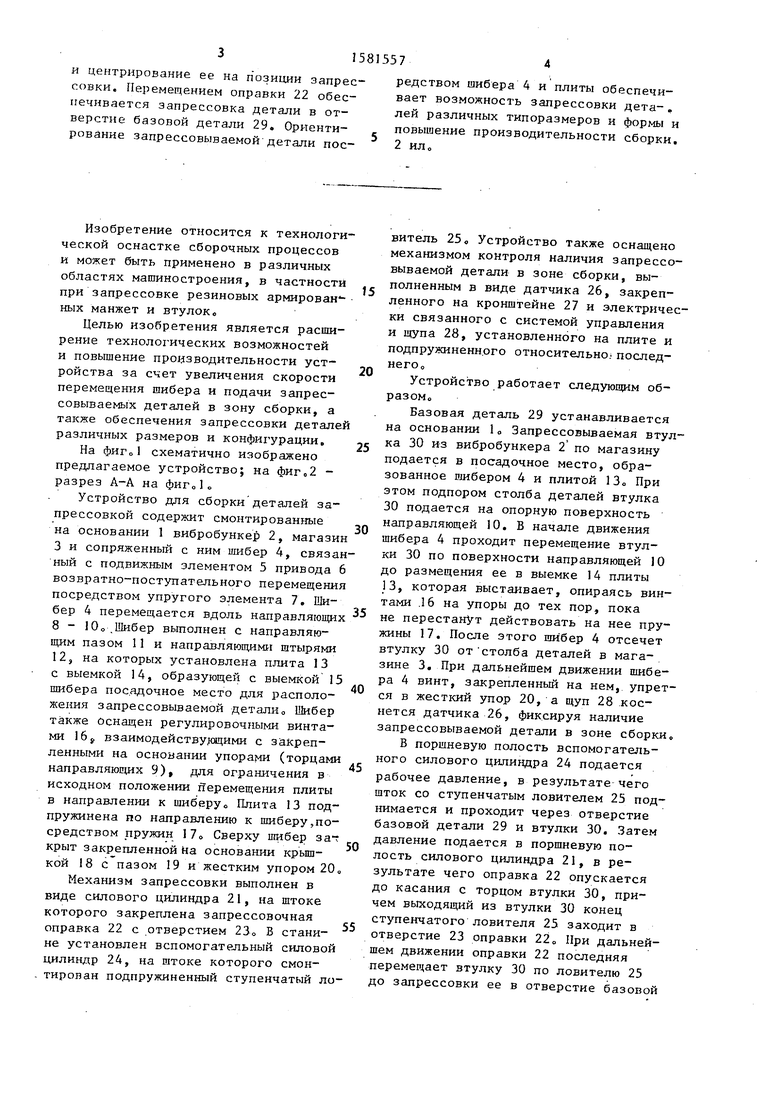
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запрессовки втулок в корпусную деталь | 1985 |
|
SU1310159A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Способ сборки редукторов и устройство для его осуществления | 1984 |
|
SU1255353A1 |
| Устройство для сборки запрессовкойпОдшипНиКОВ C КОРпуСНОй дЕТАлью | 1978 |
|
SU846216A1 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Устройство для запрессовки штифтов в корпусные детали | 1990 |
|
SU1768367A1 |
| Устройство для сборки запрессовкой охватываемой и охватывающей детелей | 1988 |
|
SU1668087A1 |
| Устройство для запрессовки штифтов в корпусную деталь | 1986 |
|
SU1355432A1 |
| Устройство для автоматической сборки деталей типа вал-втулка | 1988 |
|
SU1542774A1 |
Изобретение относится к сборочному производству, в частности к устройствам для сборки деталей запрессовкой. Цель изобретения - расширение технологических возможностей и повышение производительности устройства. Устройство содержит смонтированные на основании 1 вибробункер 2, магазин 3 и сопряженный с ним шибер 4. С последним связана подпружиненная относительно него плита с выемкой, образующей с выемкой шибера посадочное место для расположения запрессовываемой детали. Для контроля наличия запрессовываемой детали в зоне сборки предназначен механизм контроля, состоящий из датчика 26 и взаимодействующего с ним щупа 28, смонтированного на плите. При движении шибера 4 происходит перемещение запрессовываемой детали в зону сборки и центрирование ее на позиции запрессовки. Перемещением оправки 22 обеспечивается запрессовка детали в отверстие базовой детали 29. Ориентирование запрессовываемой детали посредством шибера 4 и плиты обеспечивает возможность запрессовки деталей различных типоразмеров и формы и повышение производительности сборки. 2 ил.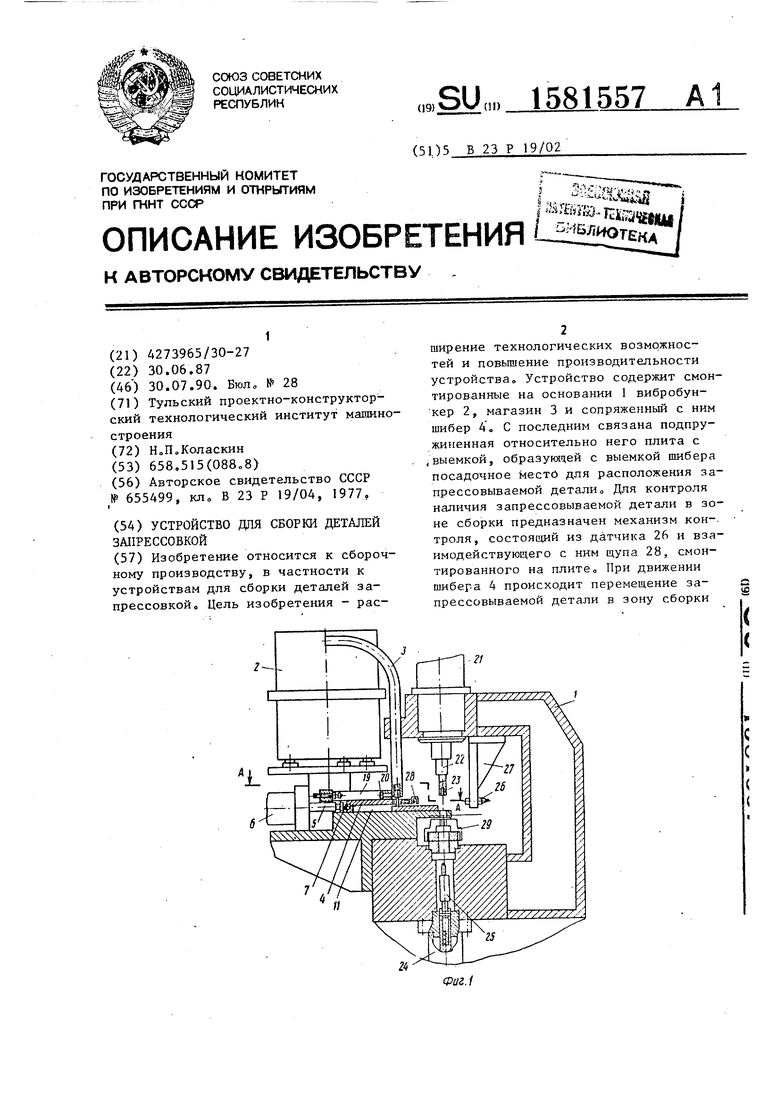
| Устройство для ориентации и сборки деталей в изделие | 1977 |
|
SU655499A1 |
