3150921
рочного процесса. Втулка устанавли- .вается на опору 19, а вал зажимают в стержнях 8 и 24, после чего включается силовой цилиндр 2. Механизмы 4 г и 5 базирования и фиксации, сближаясь, последовательно утапливают за счет соответственно подобранных жест- костей упругих элементов стержни и
34
опоры При этом осуЕ1,ествляется запрессовка на нужную глубину и последую- щее кернение. Датчики положения 15 - 17 следят за последовательностью перемещения подвижных узлов устройства и в случае нарушения сборочного процесса подают команду на остановку. 3 ил.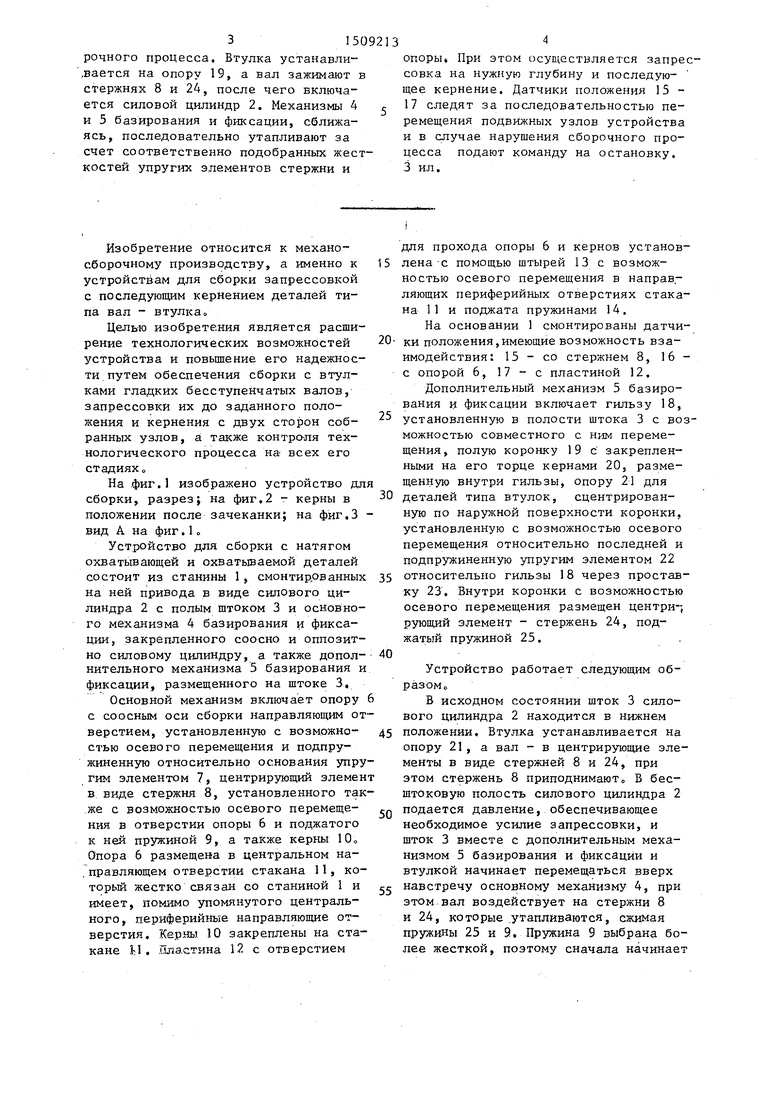
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1984 |
|
SU1222480A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Устройство для сборки деталей типа вал-втулка | 1986 |
|
SU1324779A1 |
| Устройство для сборки охватываемой и охватывающей деталей типа вал-втулка | 1982 |
|
SU1215255A1 |
| Сборочное устройство для соединения деталей типа вал-втулка зачеканкой | 1980 |
|
SU867594A1 |
| Устройство для сборки запрессовкой | 1986 |
|
SU1355436A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ С НАТЯГОМ ОХВАТЫВАЕМОЙ И ОХВАТЫВАЮЩЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2043897C1 |
| Способ сборки редукторов и устройство для его осуществления | 1984 |
|
SU1255353A1 |
| Устройство для сборки запрессовкой охватываемой и охватывающей детелей | 1988 |
|
SU1668087A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1318382A1 |
Изобретение относится к механосборочному производству, в частности к устройствам для запрессовки и зачеканки деталей типа вал-втулка. Цель изобретения - расширение технологических возможностей и повышение надежности путем обеспечения сборки бесступенчатых валов и контроля сборочного процесса. Втулка устанавливается на опору 19, а вал зажимают в стержнях 8 и 24, после него включается силовой цилиндр 2. Механизмы 4 и 5 базирования и фиксации сближаясь, последовательно утапливают за счет соответственно подобранных жесткостей упругих элементов стержни и опоры. При этом осуществляется запрессовка на нужную глубину и последующее кернение. Датчики положения 15 - 17 следят за последовательностью перемещения подвижных узлов устройства и в случае нарушения сборочного процесса подают команду на остановку. 3 ил.
Изобретение относится к механосборочному производству, а именно к устройствам для сборки запрессовкой с последующим кернением деталей типа вал - втулкао
Целью изобретения является расширение технологических возможностей устройства и повьшение его надежности путем обеспечения сборки с втулками гладких бесступенчатых валов, запрессовки их до заданного положения и кернения с двух сторон собранных узлов, а также контро-ля технологического процесса на всех его стадиях о
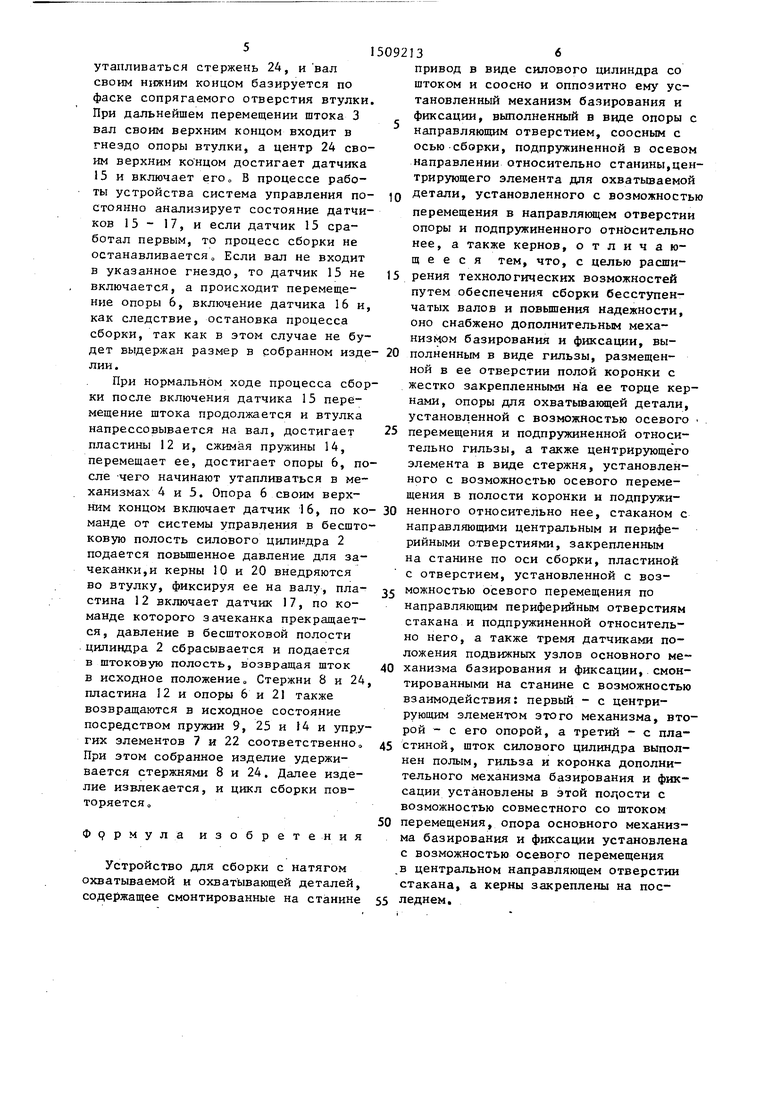
На .фиг,1 изображено устройство дл сборки, разрезу на фиг,2 - керны в положении после зачеканки; на фиг.З вид А на фиг,1 о
Устройство для сборки с натягом охватывающей и охватьюаемой деталей состоит из станины 1, смонтиррванных на ней привода в виде силового цилиндра 2 с полым штоком 3 и основного механизма 4 базирования и фиксации, закрепленного соосно и оппозит- но силовому цилиндру, а также дополнительного механизма 5 базирования и фиксации, размещенного на штоке 3,
Основной механизм включает опору с соосным оси сборки направляющим отверстием, установленную с возможно- стью осевого перемещения и подпру- жиненнзто относительно основания упругим элементом 7, центрирующий элемен в виде стержня 8, установленного также с возможностью осевого перемеще- ния в отверстии опоры 6 и поджатого к ней пружиной 9, а также керны 10,, Опора 6 размещена в центральном направляющем отверстии стакана 11, который жестко связан со станиной 1 и имеет, помимо упомянутого центрального, периферийные направляющие отверстия. Керны 10 закреплены на стакане Ы, Пластина 12 с отверстием
5
5
0-
0
5 0
5 Q
для прохода опоры 6 и кернов установлена -с помощью штырей 13 с возможностью осевого перемещения в направляющих периферийных отверстиях стакана 11 и поджата пружинами 14.
На основании 1 смонтированы датчики положения,имеющие возможность взаимодействия: 15 - со стержнем 8, 16 - с опорой 6, 17 - с пластиной 12.
Дополнительный механизм 5 базирования и фиксации включает гильзу 18, установленную в полости штока 3 с возможностью совместного с ним перемещения, полую коронку 19 с закрепленными на его торце кернами 20, размещенную внутри гильзы, опору 21 для деталей типа втулок, сцентрированную по наружной поверхности коронки, установленную с возможностью осевого перемещения относительно последней и подпружиненную упругим элементом 22 относительно гильзы 18 через простав- ку 23, Внутри коронки с возможностью осевого перемещения размещен центри-, рующий элемент - стержень 24, поджатый пружиной 25,
Устройство работает следующим образом
В исходном состоянии шток 3 силового цилиндра 2 находится в нижнем положении. Втулка устанавливается на опору 21, а вал - в центрирующие элементы в виде стержней 8 и 24, при этом стержень 8 приподнимают В бес- щтоковую полость силового цилиндра 2 подается давление, обеспечивающее необходимое усилие запрессовки, и шток 3 вместе с дополнительным механизмом 5 базирования и фиксации и втулкой начинает перемещаться вверх навстречу основному механизму 4, при этом вал воздействует на стержни 8 и 24, которые .утапливаются, сжимая пружины 25 и 9, Пружина 9 выбрана более жесткой, поэтому сначала начинает
утапливаться стержень 24, и вал своим нижним концом базируется по фаске сопрягаемого отверстия втулки При дальнейшем перемещении штока 3 вал своим верхним концом входит в гнездо опоры втулки, а центр 24 своим верхним ко нцом достигает датчика 15 и включает егОо В процессе работы устройства система управления постоянно анализирует состояние датчиков 15 - 17, и если датчик 15 сработал первым, то процесс сборки не останавливается Если вал не входит в указанное гнездо, то датчик 15 не включается, а происходит перемещение опоры 6, включение датчика 16 и, как следствие, остановка процесса сборки, так как в этом случае не будет выдержан размер в собранном изделии.
При нормальном ходе процесса сборки после включения датчика 15 перемещение штока продолжается и втулка напрессовывается на вал, достигает пластины 12 и, сжимая пружины 14, перемещает ее, достигает опоры 6, после -чего начинают утапливаться в механизмах 4 и 5. Опора 6 своим верхним концом включает датчик 16, по ко манде от системы управления в бесшто ковую полость силового цилиндра 2 подается повышенное давление для за- чеканки,и керны 10 и 20 внедряются во втулку, фиксируя ее на валу, пластина 12 включает датчик 17, по команде которого зачеканка прекращается , давление в бесщтоковой полости цилиндра 2 сбрасывается и подается в штоковую полость, возвращая шток в исходное положение о Стержни 8 и 24 пластина 12 и опоры 6 и 21 также возвращаются в исходное состояние посредством пружин 9, 25 и 14 и упругих элементов 7 и 22 соответственно При этом собранное изделие удерживается стержнями 8 и 24. Далее изделие извлекается, и цикл сборки повторяется „
Фррмула изобретения
Устройство для сборки с натягом охватываемой и охватывающей деталей, содержащее смонтированные на станине
10
15
20
25
305G92I3 5
привод в виде силового цилиндра со штоком и соосно и оппозитно ему установленный механизм базирования и фиксации, выполненный в ввде опоры с направляющим отверстием, соосным с осью сборки, подпружиненной в осевом направлении относительно станины,центрирующего элемента для охватываемой детали, установленного с возможностью перемещения в направлякяцем отверстии опоры и подпружиненного относительно нее, а также кернов, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения сборки бесступенчатых валов и повьшения надежности, оно снабжено дополнительным механизмом базирования и фиксации, вы- полненньм в виде гильзы, размещенной в ее отверстии полой коронки с жестко закрепленными на ее торце кернами, опоры для охватыйакнцей детали, установленной с возможностью осевого перемещения и подпружиненной относительно гильзы, а также центрирующего элемента в виде стержня, установленного с возможностью осевого перемещения в полости коронки и подпружиненного относительно нее, стаканом с направляющими центральным и периферийными отверстиями, закрепленным на станине по оси сборки, пластиной с отверстием, установленной с возможностью осевого перемещения по направляющим периферийньм отверстиям стакана и подпружиненной относительно него, а также тремя датчиками положения подвижных узлов основного механизма базирования и фиксации, смонтированными на станине с возможностью взаимодействия: первый - с центрирующим элементом этого механизма, второй - с его опорой, а третий - с пластиной, шток силового цилиндра выполнен полым, гильза и коронка дополнительного механизма базирования и фиксации установлены в этой пo locти с возможностью совместного со штоком 50 перемещения, опора основного механизма базирования и фиксации установлена с возможностью осевого перемещения .в центральном направляющем отверстии стакана, а керны закреплены на пос- 55 леднем.
35
40
45
w
Фие.2
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1984 |
|
SU1222480A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
