Изобретение относится к области переработки отходов и может быть использовано для получения угля из отходов гидролизного производства лигнина.
Известен способ производства лигноугля, включающий операции сушки, брикетирования и пиролиза.
Способ не позволяет очищать исходный продукт от растворимых и нерастворимых включений, ухудшающих качество лигноугля. Известен способ получения лигноугля, включающий отсев крупных частиц лигнина, отделение тяжелых включений, сушку в восходящем потоке нагретого газа, брикетирование и пиролиз. Способ не позволяет избавляться от растворимых в воде примесей, понижающих качество угля, получать брикеты высокой прочности. Кроме того, из-за соприкосновения лигниновой пыли с горячим (500-850оС) теплоносителем возможен взрыв.
Известна линия, имеющая инерционный транспортер для отсева крупных частиц лигнина, пневмогазовую трубу-сушилку, осуществляющую отделение от лигнина тяжелых включений и его сушку, штемпельный пресс для брикетирования реторты для пиролиза лигниновых брикетов. Линия не имеет средств и приспособлений для устранения растворимых примесей, получения прочных брикетов, кроме того, в некоторых агрегатах, например, в пневмогазовой сушилке, где лигнин высыхает в режиме витания, в горячих газах (500-800оС) возможен взрыв.
Целью изобретения является повышение качества лигноугля и снижение взрывоопасности процесса. Поставленная цель достигается тем, что в способе получения лигноугля, включающем отделение крупных частиц, отделение тяжелых включений, сушку лигнина до влажности 12-15% прессование брикетов и пиролиз, согласно изобретению производят размол, отмывку лигнина от растворимых примесей путем смешивания его с водой и активацией лигниновой пульпы в вертикальном направлении в течение 15-30 мин с перемешиванием ее к откачивающему агрегату, центробежное отделение тяжелых нерастворимых включений, отбор лигнина и обезвоживание его до влажности 60-80% окончательную сушку при температуре 80-120оС, транспортировку лигнина от сушилки к прессу осуществляют в герметичной системе, из полости которой выкачивают часть воздуха, заменяют его инертной средой и поддерживают разрежение величиной (минус) 0,005-0,015 МПа, прессование брикетов ведут с удельным давлением 400-600 МПа, причем пиролиз лигниновых брикетов осуществляют без непосредственного контакта с теплоносителем. Поставленная цель достигается также тем, что линия для получения лигноугля, включающая механизм для отделения крупных частиц, устройство для отделения тяжелых включений, сушилку, пресс и печь для пиролиза, согласно изобретению снабжена устройством для размола лигнина, лотком с активаторами жидкости в вертикальном направлении, с одной стороны которого установлены конвейер дозированной подачи лигнина и кран дозированной подачи воды, а с другой насос для откачивания лигниновой пульпы, гидроциклоном для отделения нерастворимых тяжелых включений с отбором очищенной пульпы и тяжелого осадка, влагоотделителем, устройством для транспоpтировки высушенного лигнина от сушилки к прессу, состоящим из входного бункера-шлюза, герметичного конвейера и выходного бункера-шлюза и снабженным средствами для поддерживания вакуума в конвейере и замены части воздуха инертным газом, роторным прессом и установкой для пиролиза, представляющей собой контейнер, помещенный в шахтную электропечь сопротивления.
Введение в линию устройства для размола лотка с активаторами, гидроциклона, влагоотделителя, а также снабжение линии транспортной системой, выполненной в герметичном исполнении с созданием вакуума, обеспечивают согласно способу отделение лигнина от растворимых и нерастворимых примесей, исключение взрывоопасности и тем самым достижение цели изобретения.
Сравнение заявляемых технических решений с известным уровнем техники в данной области позволило установить соответствие их критерию "новизна". Изобретение является промышленно применимым это область переработки отходов гидролизного производства. Достижение технического результата повышение качества лигноугля и снижение взрывобезопасности процесса не следует явным образом из известного уровня техники. Таким образом, изобретение соответствует критерию "изобретательский уровень". Наличие в лигнине крупных частиц ухудшает качество лигноугля. Крупные частицы (более 20 мм) не являются лигнином, так как при гидролизе остаются необработанными кусками дерева. В дальнейшем они плохо поддаются размолу, препятствуют получению плотных брикетов и подлежат удалению. Для удаления их может быть применен любой из известных способов. Размол для отсортированного лигнина необходим для получения более равномерного состава. Этот фактор имеет важное значение при засыпке лигнина в матрицу для прессования, для получения плотного брикета и при пиролизе. Отсев и помол лигнина производят при его исходной влажности 65-70% (критерии действующего технологического процесса гидролиза разных пород древесины разной влажности). В процессе гидролиза древесных опилок применяют неорганические катализаторы (суперфосфат, серную кислоту и др.). В лигнине присутствуют остатки этих и других веществ. Кроме того, в древесные опилки попадает много грязи, песка и т.д. Наличие всех этих растворимых и нерастворимых компонентов ухудшает качество лигноугля. Одни из этих веществ можно растворить в воде и удалить вместе с этой водой. Другие, как более тяжелые, при создании определенных условий будут в воде осаждаться и их можно удалить с осадком. Поэтому в техпроцесс введена операция отмывки лигнина. Отмывку производят в воде, имеющей комнатную температуру. В емкость для отмывки с одного конца высыпают лигнин и в соотношении 1:5 подают воду. В емкости обеспечивается активация водолигниновой пульпы и постепенное ее передвижение в течение 15-30 мин к другому концу емкости (лотка), где пульпу откачивают насосом. За это время большая часть растворимых включений (около 85%) растворяется в воде. Осаждение тяжелых включений производят в той же пульпе. Ей придают вращательное движение и производят отбор очищенной пульпы. Соотношение лигнина и воды в отобранной пульпе становится другим (1:4). Остальную воду удаляют через сливное отверстие вместе с тяжелыми включениями.
Отобранную лигниновую пульпу перекачивают во влагоотделитель, в котором лигнин отжимают до 60-80% влажности. Верхний предел 80% обеспечивает получение гомогенного продукта, не теряющего формы в свободном состоянии, нижний 60% экономически достижимой влажности.
Сушку лигнина до 12-15% влажности осуществляют при температуре 80-120оС. Сушку производят в вакуумных сушилках или в устройствах, использующих магнитные поля высокой частоты. После сушки транспортировку лигнина производят в герметичных транспортерах в атмосфере, разбавленной инертными газами (например, азотом, углекислым газом). Для этого из герметичной системы транспортера выкачивают часть воздуха и заменяют его инертным газом при поддержании в системе небольшого вакуума (т.е. давление равное 0,005-0,015 МПа). Это препятствует просачиванию лигниновой пыли наружу. Перед прессованием лигнин подогревают в бункере пресса до 100-200оС. Особенностью прессования в заявляемом способе является большое (по сравнению с прототипом) удельное давление 400-600 МПа (4-6 т/см2).
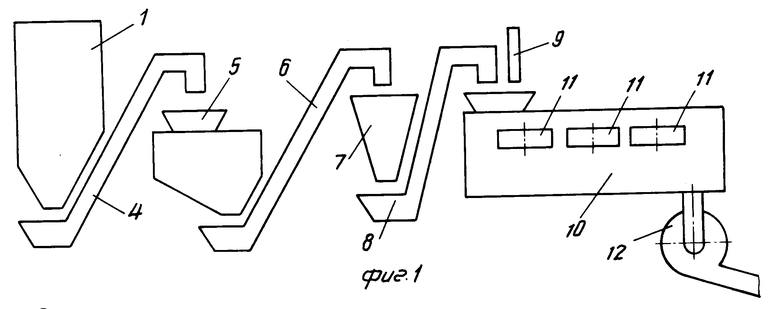
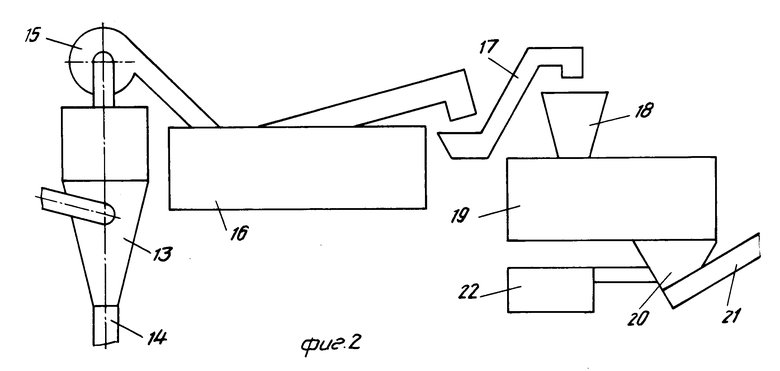
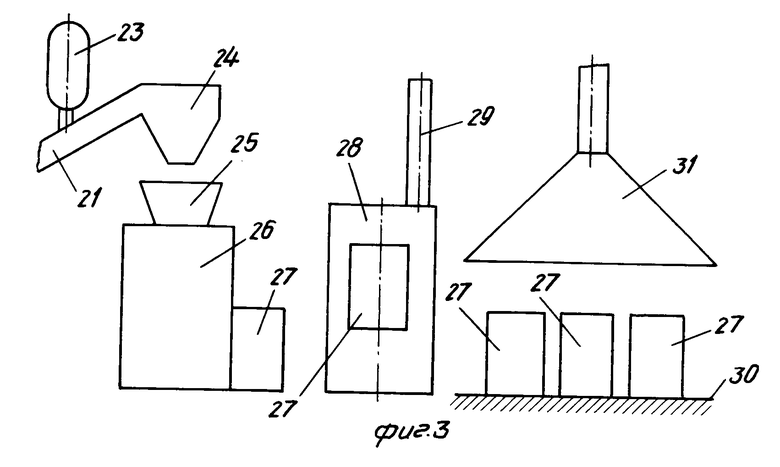
Пиролиз лигниновых брикетов производят при температуре 450-500оС без непосредственного контакта с теплоносителем. На фиг. 1-3 показана технологическая схема линии получения лигноугля. Линия состоит из механизма 1 для отделения крупных частиц, снабженного двумя конвейерами, один из которых (не показан) предназначен для транспортировки крупных частиц и заканчивается бункером (не показан), другой конвейер 4 предназначен для транспортировки основной массы лигнина к устройству 5 для размола лигнина, которое конвейером 6 соединено с бункером 7, снабженным дозированной выдачей лигнина на конвейер 8, который вместе с краном 9 дозированной подачи воды проложен к лотку 10, имеющему размеры 5х1х0,5 м и снабженному активаторами 11 и насосом 12 для перекачки лигниновой пульпы в гидроциклон 13, имеющим трубопровод 14 для отбора осадка и насос 15 для перекачки очищенной пульпы во влагоотделитель 16, который через конвейер 17 соединен с бункером 18 вакуумной сушилки 19, за которой следует бункер-шлюз 20 герметичного конвейера 21, снабженного вакуумным насосом 22 и трубопроводом 23 инертного газа и соединенного через бункер-шлюз 24 с бункером 25 пресса 26, снабженного контейнером 27, устанавливаемого в электрическую шахтную печь сопротивления 28, имеющую патрубок 29 отбора газа, последним элементом линии является площадка для холодного тушения 30 с вытяжкой 31.
Линия работает следующим образом.
На виброгрохоте 1 происходит отсев крупных частиц лигнина, которые по конвейеру идут в отход в бункер, а остальной лигнин по конвейеру 4 поступает в устройство 5 для размола лигнина, откуда он конвейером 6 подается в бункер 7 с дозированной выдачей, и которые по конвейеру 8 попадают в лоток 10, туда же через кран 9 дозированно подается вода. В лотке 10 с помощью активаторов 11 осуществляется движение лигниновой пульпы в вертикальном направлении. С другого конца лотка 10 происходит отбор водолигниновой пульпы насосом 12. В результате притока воды и лигнина и отбора пульпы с противоположного конца происходит медленное движение пульпы вдоль лотка, в процессе которого она перемешивается с водой и отдает в воду в растворимые вещества. Перемещение это происходит за 15-30 мин. При меньшем времени не происходит удаления примесей и водорастворимых соединений в требуемом объеме. Большее время нахождения пульпы в установке экономически нецелесообразно. Отбираемая пульпа подается в гидроциклон 13, где ей придается вращательное движение. Вращение осуществляется от струи поступающей пульпы. Скорость вращения регулируется направляющими пластинами. В результате вращения лигнин находится во взвешенном состоянии в зоне, локализованной по высоте гидроциклона и по радиусу. В средней части гидроциклона 13 насосом 15 производится отбор лигниновой пульпы, и по трубопроводу 14 отводятся тяжелые нерастворяемые осадки. Очищенная от растворимых и нерастворимых примесей лигниновая пульпа подается во влагоотделитель 16, откуда по конвейеру 17 через бункер 18 поступает в вакуумную сушилку 19 с температурой сушки 80-120оС. При 80оС начинается эффективное испарение содержащейся в пульпе влаги, при 120оС возникает опасность резкого вспучивания пульпы.
Высушенный до влажности 12-15% лигнин поступает в бункер-шлюз 20 герметичного конвейера 21, по которому лигнин попадает в бункер-шлюз 24, а из него периодически высыпается в бункер 25, установленный на прессе 26. При 15% влажности определяют нижний предел получения плотного качественного брикета, не дающего расслоений при пиролизе. При 12% и ниже увеличивается время сушки лигнина, которое не дает ощутимого повышения качества готового продукта. Из герметичной системы (бункер-шлюзы 20 и 24 и конвейер 21) вакуумным насосом 22 откачивается часть воздуха, и через трубопровод 23 закачивается инертная среда (СО2, N2 и др.). Давление в системе поддерживается ниже атмосферного величиной 0,005-0,015 МПа. Нижний предел вакуума 0,005 МПа определяется экономически достижимым значением, верхний 0,015 МПа степенью осушения лигнина. В случае охлаждения лигнина ниже 100оС производится нагрев его до 100-200оС в бункере 25 пресса, начиная со 100оС происходит эффективное уплотнение брикета заданной плотности и прочности, при температуре выше 200оС сокращается стойкость инструмента. На роторном прессе 26 производится прессование лигнина при давлении 400-600 МПа (4-5 т/см2) в брикеты массой 100-150 г. Усилие 400 МПа определяет минимальное давление, при котором гарантируется получение прочного брикета. При 600 МПа и выше возможна перепрессовка брикета и сокращение ниже оптимальной стойкости инструмента. Брикеты в контейнере 27 устанавливется в электрическую шахтную печь сопротивления 28 для пиролиза при температуре 450-500оС в течение 3 ч. Отбор выделяемых газов происходит по патрубку 29. Температуры 450-500оС определяют верхнюю и нижнюю границу "мягкого" пиролиза. При 450оС минимальная температура процесса, а при 500оС уменьшается выход готового продукта. После пиролиза контейнер 27 выставляется на площадку 30 для холодного тушения с вытяжкой 31. Предлагаемый процесс и линия для его осуществления не являются непрерывными, несмотря на это весовая производительность процесса остается на уровне известных. При этом вес всего оборудования и занимаемые площади значительно сокращаются.
Отсутствие жесткой зависимости в работе отдельных агрегатов линии создает большую гибкость линии при выходе из строя ее элементов. Достижению цели изобретения (повышение качества) способствует помол отсеянного лигнина. Благодаря более равномерной структуре помолотого лигнина получаются плотные и прочные брикеты, имеющие гладкую поверхность. В результате отливки растворимых веществ и осаживание тяжелых включений содержание серной кислоты уменьшается с 2,5 до 0,1% содержание золы с 24-27 до 3-4%
В аналоге не удаляется ни то, ни другое. В прототипе остаются в лигнине растворимые вещества. Повышенное содержание серы в лигноугле делает его неприменимым в черной металлургии. Метод сушки, применяемый в изобретении, исключает возможность накопления лигниновой пыли и соприкосновение смеси лигниновой пыли и воздуха с теплоносителем, нагретым свыше 400оС (температура самовоспламенения).
Двухступенчатая сушка с влагоотделением в первой ступени, дающим стабильный параметр влажности, позволяет автоматизировать процесс сушки во второй ступени. В результате прессования с удельным давлением 400-600 МПа по сравнению с 75-100 МПа в прототипе получаются брикеты с удельной массой 1,54 г/см2 (в прототипе 1,154 г/см2). Сопротивление сжатию 18-24 МПа, прототип 10-13 МПа. Благодаря этому получается более качественный и прочный брикетированный уголь. Применение контейнера, помещенного в шахтную электропечь для пиролиза, позволяет применить более современное оборудование и исключить образование угольной пыли, витающей в нагретых газах. Данная технология позволяет получить брикетированный лигноуголь высокого качества с содержанием углерода 68-75% против 45-62% по прототипу, и полностью исключить взрывоопасность процесса.
Пример конкретного выполнения способа.
Разработка линии переработки лигнина Тулунского гидролизного завода. В линии 36 тыс.т лигнина перерабатывали c получением 6 тыс.т. лигноугля. Лигнин выгружали из сцеж в самосвалы. Температура лигнина в сцежах 80-120оС, влажность 65-70% содержание серной кислоты 23% содержание нерастворимых тяжелых включений 22-28% Параметры определяются действующими отклонениями реального технологического процесса гидролиза древесины разных пород. Лигнин из самосвала выгружали в приемный бункер, после которого он попадал в грохот с размерами ячеек 20 мм. При этом от лигнина отделяли крупные частицы, которые передавали в бункер для отходов, отходы крупных частиц составляли 10% Основная масса лигнина поступала в мельницу, где ее измельчали до размеров не более 0,5 мм и накапливали в бункер. Равномерно измельченную массу лигнина из бункера дозированно выдавали на конвейер, по которму она поступала в лоток для отмывки лигнина от растворимых примесей. Одновременно с этим в лоток дозированно подавали пятикратное количество воды. В лотке лигниновую пульпу активировали в вертикальном направлении. Перемешиваемая масса перемещалась к другому концу лотка, где откачивалась насосом. Соотношение долей лигнина и воды при этом сохранялось прежним (1:5). Далее лигниновую пульпу перекачивали в гидроциклон, где ей придавали вращение. В средней части гидроциклона насосом производили отбор очищенной лигниновой пульпы. А в нижней части циклона отбирали воду с тяжелыми примесями. Очищенная лигниновая пульпа имела отношение лигнина к воде 1:4. Далее она поступала во влагоотделитель. Влажность лигнина после влагоотделителя составляла 70%
Сушку лигнина до влажности 12% производили в вакуумных сушилках при температуре 80оС. Транспортировку высушенного лигнина от сушилки к прессу осуществляли в герметичной системе, из которой частично откачивали воздух и заменяли его углекислым газом. При этом в системе поддерживали давление ниже атмосферного (вакуум 0,005 МПа). Вход и выход лигнина в герметичную систему осуществляли через вакуумные шлюзы. Перед прессованием в бункере пресса лигнин подогревали до температуры 150оС. Прессование производили с удельным давлением 500 МПа (5 г/см2). Спрессованный брикет имел диаметр 50 мм и высоту 60 мм, масса 155-170 г. После прессования брикеты засыпали в герметичный контейнер, который затем помещали в шахтную электропечь. Пиролиз производили при температуре 450оС в течение 3 ч. При этом осуществляли отбор выделяемых газов, которые обрабатывали по отдельной технологии. После пиролиза контейнеры помещали на площадку под вытяжку для сухого тушения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРОИЗВОДСТВА БРИКЕТОВ ИЗ ГИДРОЛИЗНОГО ЛИГНИНА | 1998 |
|
RU2153524C2 |
| СПОСОБ БРИКЕТИРОВАНИЯ ГИДРОЛИЗНОГО ЛИГНИНА | 1998 |
|
RU2132361C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ | 1998 |
|
RU2131912C1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА УГОЛЬНЫХ БРИКЕТОВ ИЗ БИОМАССЫ | 2023 |
|
RU2807761C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО АКТИВНОГО УГЛЯ | 1993 |
|
RU2096322C1 |
| Способ получения топливных брикетов | 1989 |
|
SU1677056A1 |
| ПЕЛЛЕТЫ ИЗ ОТХОДОВ ДЕРЕВООБРАБАТЫВАЮЩЕГО ПРОИЗВОДСТВА (ГИДРОЛИЗНОГО ЛИГНИНА) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2671824C1 |
| СПОСОБ ПРОИЗВОДСТВА ГРАНУЛ ДРЕВЕСНЫХ ТОПЛИВНЫХ ИЗ РАСТИТЕЛЬНОЙ СМЕСИ | 2022 |
|
RU2808086C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСНОГО ИЛИ ДРУГОГО РАСТИТЕЛЬНОГО МАТЕРИАЛА БЕЗ ДОБАВЛЕНИЯ В НЕГО СВЯЗУЮЩИХ ВЕЩЕСТВ И БЕЗ ПРЕДВАРИТЕЛЬНОЙ ЕГО ОБРАБОТКИ | 1992 |
|
RU2033319C1 |
| УСТАНОВКА ДЛЯ БРИКЕТИРОВАНИЯ УГОЛЬНЫХ ШЛАМОВ | 2014 |
|
RU2553985C1 |
Изобретения относятся к области переработки отходов и могут быть использованы для получения угля из отходов гидролизного производства - лигнина. Сущность изобретения: отделяют крупные частицы от исходного лигнина, измельчают лигнин, отделяют от лигнина растворимые примеси в присутствии воды путем перемещения пульпы в вертикальном направлении в течение 15 30 мин, затем пульпу подают для отделения тяжелых включений. Очищенную от растворимых и нерастворимых примесей лигниновую пульпу подают во влагоотделитель, затем в вакуумную сушилку. Высушенный при 80 120°С до влажности 12 15% лигнин транспортируют к прессу для изготовления брикетов. Брикеты пиролизуют в контейнере в шахтной электропечи электросопротивления. 2 с.п. ф-лы, 3 ил.
| Труды института лесохозяйственных проблем | |||
| Изд-во АН Латвийской ССР, Рига, 1958, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
