Изобретение относится к черной металлургии и может быть использовано при производстве длинномерных прокатных изделий круглого сечения, в частности при упрочняющей термической обработке мелющих стержней диаметром 80-120 мм.
Известен способ термической обработки утяжеленных бурильных труб, включающий объемную закалку концов труб с индукционного нагрева 840-930оС и отпуск 570-630оС при проведении предварительной непрерывно последовательной закалки и высокотемпературного отпуска поверхности труб при их непрерывном вращении [1]
Известный способ позволяет повысить износостойкость поверхности стержней, однако он требует значительных энергетических затрат (четырехкратного индукционного нагрева), не обеспечивает повышение комплекса механических свойств по сечению стержней и не позволяет использовать его в потоке высокопроизводительных прокатных станов (до 220 т/ч).
Наиболее близким по технической сущности к изобретению является способ закалки трубы, включающий нагрев и ускоренное охлаждение трубы подачей охладителя плоскими струями при ее вращательном и поступательном вдоль оси вращения движениях, причем струи охладителя ориентированы определенным образом по отношению к трубе [2]
Данный известный способ позволяет снизить энергетические затраты, однако не обеспечивает повышение комплекса механических свойств по сечению мелющих стержней, что не позволяет повысить их эксплуатационные качества при использовании в стержневых помольных мельницах.
Задачей изобретения является повышение комплекса механических свойств по сечению стержней.
Сущность заявляемого способа заключается в том, что согласно известному способу включается нагрев и ускоренное охлаждение трубы при ее вращательном и поступательном вдоль оси вращения движениях путем подачи охладителя плоскими струями, ориентированными определенным образом по отношению к трубе, а согласно заявляемому горячую прокатку и ускоренное охлаждение мелющих стержней диаметром 80, 100 и 120 мм с прокатного нагрева при их вращательном и поступательном движениях путем прерванной закалки в воде в течение 60.75, 60.80 и 110.140 с соответственно.
Осуществление регламентированной по длительности прерванной закалки в воде мелющих стержней при их вращательном и поступательном движениях позволяет значительно интенсифицировать процесс охлаждения, что обеспечивает повышение комплекса механических свойств по сечению стержней.
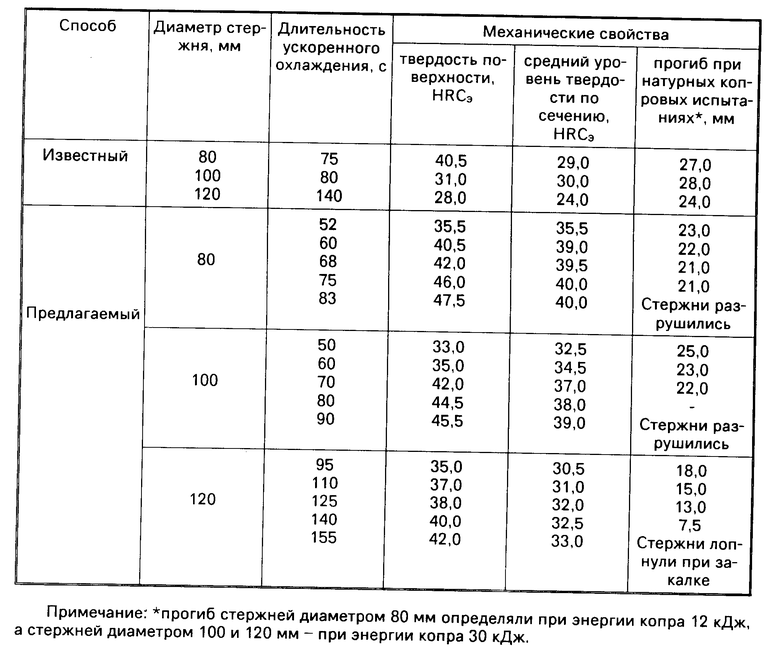
Осуществление прерванной закалки в воде мелющих стержней данного сортамента в течение времени менее минимально указанного не обеспечивает повышение комплекса механических свойств по сечению стержней, а охлаждение в течение времени более максимально указанного приводит к разрушению стержней при копровых натурных испытаниях, а в отдельных случаях к разрушению стержней после закалки.
П р и м е р. В условиях прокатного стана "650" крупносортного цеха Нижнетагильского меткомбината проведены экспериментальные исследования по изучению влияния способа закалки мелющих стержней диаметром 80-120 мм из стали 70Г на комплекс их механических свойств. Результаты данных исследований приведены в таблице, анализ которых свидетельствует о том, что, по сравнению с известным способом, осуществление регламентированной по длительности прерванной закалки в воде мелющих стержней с прокатного нагрева при их вращательном и поступательном движениях повышает комплекс их механических свойств по сечению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛЮЩИХ ШАРОВ | 1996 |
|
RU2113513C1 |
| Устройство для термической обработки длинномерных прокатных изделий круглого сечения | 1991 |
|
SU1792986A1 |
| СПОСОБ ПРОКАТКИ ТРУБ С ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 1993 |
|
RU2068450C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУТАВРА ДЛЯ ШАХТНЫХ МОНОРЕЛЬСОВЫХ ДОРОГ | 2010 |
|
RU2425896C1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 1996 |
|
RU2101126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1994 |
|
RU2092582C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА | 1995 |
|
RU2081189C1 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 1996 |
|
RU2105631C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬСОВ НИЗКОТЕМПЕРАТУРНОЙ НАДЕЖНОСТИ | 2015 |
|
RU2601847C1 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОУГЛЕРОДИСТОЙ КАТАНКИ С ПРОКАТНОГО НАГРЕВА | 1992 |
|
RU2044073C1 |
Использование: изобретение относится к черной металлургии и может быть использовано при производстве длинномерных прокатных изделий круглого сечения, в частности при упрочняющей термической обработке мелющих стержней диаметром 80-120 мм. Достигаемый технический результат: повышение комплекса механических свойств по сечению стержней. Сущность: способ включает горячую прокатку и ускоренное охлаждение мелющих стержней при их вращательном и поступательном движениях, причем охлаждение стержней диаметром 80, 100 и 120 мм с прокатного нагрева осуществляется путем их прерванной закалки в воде в течение 60.75, 60.80 и 110.140 соответственно. 1 табл.
СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПРОКАТНЫХ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ, включающий горячую прокатку и ускоренное охлаждение при их вращательном и поступательном движениях, отличающийся тем, что охлаждение изделий диаметром 80,100 и 120 мм осуществляют с прокатного нагрева путем их прерванной закалки в воде в течение 60-75, 60-80 и 110-140 с соответственно.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ закалки трубы | 1977 |
|
SU1379321A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
