Изобретение относится к металлургии, конкретно к непрерывной разливке металлов.
Целью изобретения является снижение расходного коэффициента металла при производстве тонких слябов.
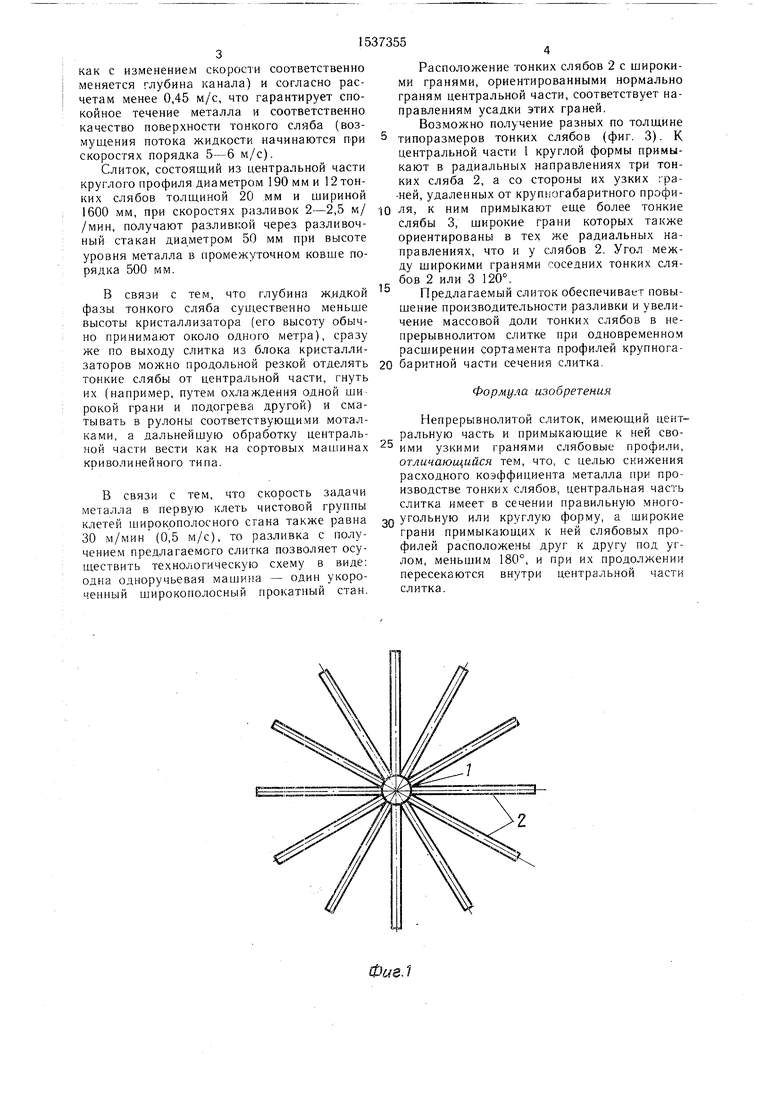
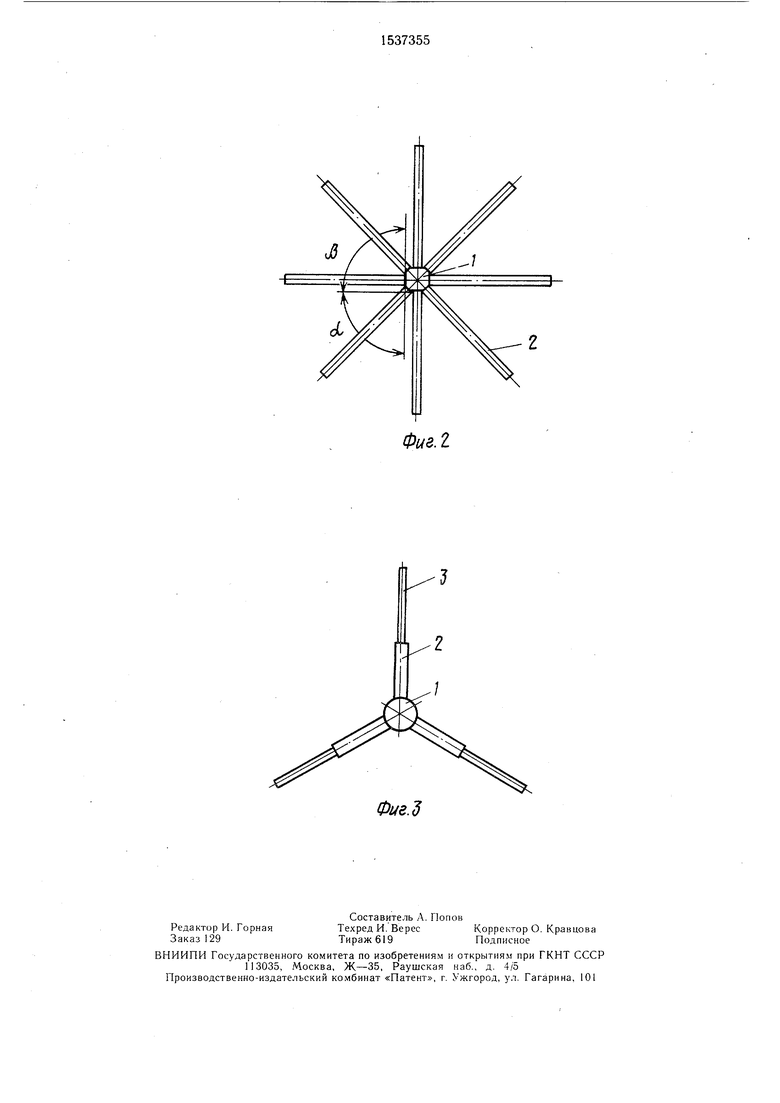
На фиг. 1 показан слиток, включающий центральную часть в виде круга и примыкающие к нему в радиальных направлениях тонкие слябы, поперечное сечение; на фиг. 2 - центральная часть в виде квадрата; на фиг. 3 - тонкие слябы со ступенчатым изменением толщины.
В соответствии с фиг. 1 центральная часть 1 имеет круглую форму. Прилитые к нему тонкие слябы 2 ориентированы так, что их плоскости симметрии, параллельные их широким граням и пересекающие их узкие грани, проходят через центр круга. Вершина угла пересечения широких граней двух соседних тонких слябов находится внутри контура круга, вблизи его центра. Тонкие слябы 2 располагаются веерообразно вокруг центральной части 1. Их количество 12 шт. Угол между широкими гранями соседних тонких слябов 30°. Их широкие грани нормальны к касательным к части 1 в точках пересечения соответствующими плоскостями симметрии.
При толщине тонкого сляба 20 мм, ширине 1600 мм сляб предназначен для непосредственной задачи в чистовую группу клетей широкополосного стана 1700, минуя черновую группу. В этом случае, исходя из анализа возможности конструктивного решения блока кристаллизаторов, ш- аметр круглого утолщенного профиля принимается равным 190 мм.
Расчеты по известным методикам показывают, что время затвердевания круга диаметром 190 мм 13 мин.
Время затвердевания сляба толщиной 20 мм 7.15 с, т. е. при скорости вытягивания слитка из кристаллизатора порядка 2-2,5 м/мин тонкий сляб полностью затвердеет уже в кристаллизаторе.
Скорость течения жидкого металла по кт- налу в корке тонкого сляба в процессе его формирования не зависит от скорости извлечения слитка из кристаллизатора (так
(Л
ел
00
|
00 СД СП
как с изменением скорости соответственно меняется глубина канала) и согласно расчетам менее 0,45 м/с, что гарантирует спокойное течение металла и соответственно качество поверхности тонкого сляба (возмущения потока жидкости начинаются при скоростях порядка 5-6 м/с).
Слиток, состоящий из центральной части круглого профиля диаметром 190 мм и тонких слябов толщиной 20 мм и шириной
Расположение тонких слябов 2 с широкими гранями, ориентированными нормально граням центральной части, соответствует направлениям усадки этих граней.
Возможно получение разных по толщине 5 типоразмеров тонких слябов (фиг. 3). К центральной части 1 круглой формы примыкают в радиальных направлениях три тонких сляба 2, а со стороны их узких граней, удаленных от крупьогабаритного прэфи1600 мм, при скоростях разливок 2-2,5 м/ ю ля, к ним примыкают еще более тонкие /мин, получают разливкой через разливоч- слябы 3, широкие грани которых также
ориентированы в тех же радиальных направлениях, что и у слябов 2. Угол межный стакан диаметром 50 мм при высоте уровня металла в промежуточном ковше порядка 500 мм.
ду широкими гранями оседних тонких слябов 2 или 3 120°.
15
В связи с тем, что глубина жидкой фазы тонкого сляба существенно меньше высоты кристаллизатора (его высоту обычно принимают около одного метра), сразу же по выходу слитка из блока кристаллизаторов можно продольной резкой отделять 20 баритной части сечения слитка тонкие слябы от центральной части, гнуть их (например, путем охлаждения одной ши рокой грани и подогрева другой) и сматывать в рулоны соответствующими моталками, а дальнейшую обработку центральной части вести как на сортовых машинах криволинейного типа.
Предлагаемый слиток обеспе шение производительности разл чение массовой доли тонких с прерывнолитом слитке при од расширении сортамента профил
Формула изобретени
25
Непрерывнолитой слиток, им ральную часть и примыкающи ими узкими гранями слябовы отличающийся тем, что, с цель расходного коэффициента метал изводстве тонких слябов, центр слитка имеет в сечении правил
В связи с тем, что скорость задачи металла в первую клеть чистовой группы
Непрерывнолитой слиток, имеющий центральную часть и примыкающие к ней своими узкими гранями слябовые профили, отличающийся тем, что, с целью снижения расходного коэффициента металла при производстве тонких слябов, центральная часть слитка имеет в сечении правильную чногоклетей широкополосного стана также равна30 УГОЛЬНУЮ или круглую форму, а широкие
30 м/мин (0,5 м/с), то разливка с полу-грани примыкающих к ней слябовых прочением предлагаемого слитка позволяет осу-филей расположены друг к другу под угществить технологическую схему в виде:лом, меньшим 180°, и при их продолжении
одна одноручьевая машина - один укоро-пересекаются внутри центральной части
ценный широкополосный прокатный станслитка.
Расположение тонких слябов 2 с широкими гранями, ориентированными нормально граням центральной части, соответствует направлениям усадки этих граней.
Возможно получение разных по толщине типоразмеров тонких слябов (фиг. 3). К центральной части 1 круглой формы примыкают в радиальных направлениях три тонких сляба 2, а со стороны их узких граней, удаленных от крупьогабаритного прэфиля, к ним примыкают еще более тонкие слябы 3, широкие грани которых также
ду широкими гранями оседних тонких слябов 2 или 3 120°.
баритной части сечения слитка
Предлагаемый слиток обеспечивает повышение производительности разливки и увеличение массовой доли тонких слябов в не- прерывнолитом слитке при одновременном расширении сортамента профилей крупногаасти сечения слитка
Формула изобретения
баритной части сечения слитка
Непрерывнолитой слиток, имеющий центральную часть и примыкающие к ней своими узкими гранями слябовые профили, отличающийся тем, что, с целью снижения расходного коэффициента металла при производстве тонких слябов, центральная часть слитка имеет в сечении правильную чного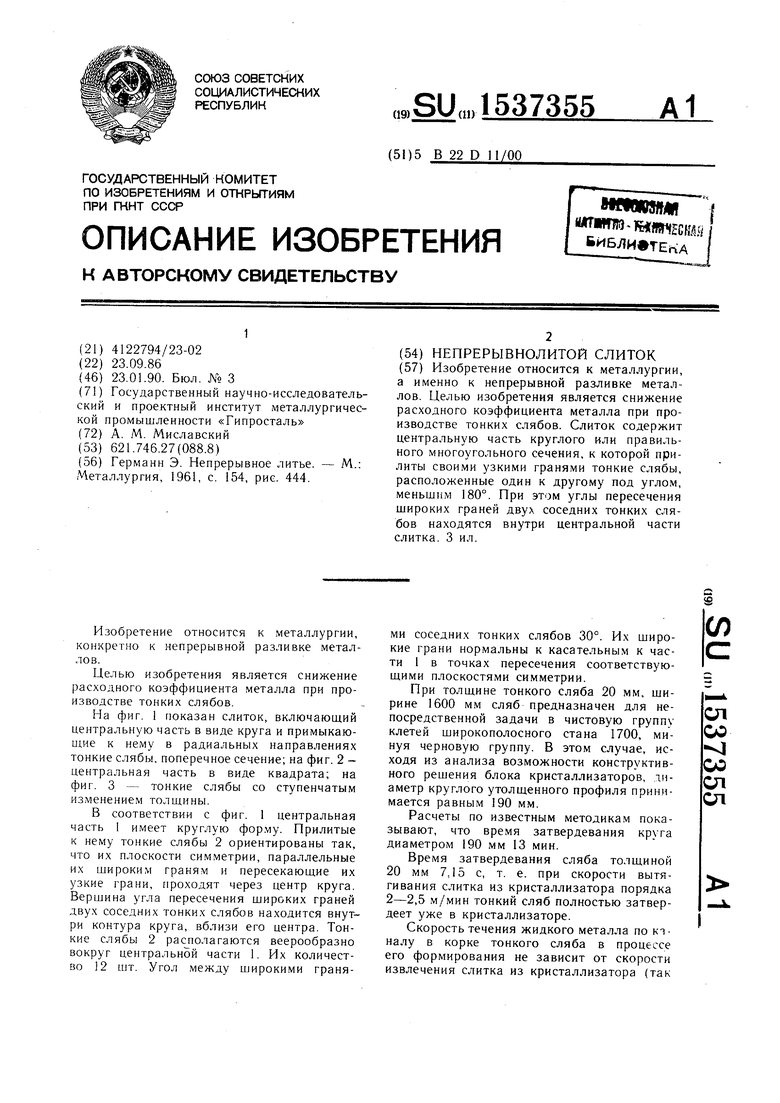
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ТОНКИХ СЛЯБОВ | 1989 |
|
RU2024348C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2002 |
|
RU2223162C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ КРИСТАЛЛИЗАТОРА | 2002 |
|
RU2214885C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| Способ непрерывной разливки тонких слябов | 1991 |
|
SU1787670A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2038907C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ СЛИТКОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1681455A1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛИТКОВ СЛЯБОВОГО СЕЧЕНИЯ | 2002 |
|
RU2218236C1 |
| Способ непрерывной разливки металлов | 1991 |
|
SU1806040A3 |
Изобретение относится к металлургии, а именно к непрерывной разливке металлов. Целью изобретения является увеличение расходного коэффициента металла при производстве тонких слябов. Слиток содержит центральную часть круглого или правильного многоугольного сечения, к которой прилиты своими узкими гранями тонкие слябы, расположенные один к другому под углом, меньшим 180°. При этом углы пересечения широких граней двух соседних тонких слябов находятся внутри центральной части слитка. 3 ил.
Фие. 1
Фиг. 2
| Германн Э | |||
| Непрерывное литье | |||
| - М.: Металлургия, 1961, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
| Фрикционная муфта с переменною скоростью вращения | 1920 |
|
SU444A1 |
