(54) СТАН ДЛЯ РЕВЕРСИВНОЙ ПРОКАТКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для непрерывно-реверсивной прокатки | 1975 |
|
SU541511A2 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| РОЛЬГАНГ КАЧАЮЩИЙСЯ | 2001 |
|
RU2212293C2 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |
| Прокатный стан | 1976 |
|
SU619225A1 |
| Прокатный стан | 1974 |
|
SU463483A1 |
| Подъемно-качающийся стол | 1983 |
|
SU1079328A1 |
| БЕССТАНИННАЯ ПРОКАТНАЯ КЛЕТЬ | 1965 |
|
SU174138A1 |
| СТАН ДЛЯ НЕПРЕРЫВНО-РЕВЕРСИВНОЙ ПРОКАТКИ | 1972 |
|
SU428795A1 |



Изобретение относится к прокатному производству и может быть использовано для реверсивной прокатки заготовочных и сортовых профилей. Известен прокатный стан трио для реверсивной прокатки в двух уровнях с подъемно-качающимися столами, передающими прокатываемую заготовку с одного уровня прокатки на другой, причем для передачи заготовки из одного калибра в другрй подъемно-качающиеся столы установлены на платформах мостового типа, подвижных в горизонтальном направлении перпендикулярно к оси прокатки 1. Недостатком стана такого типа является низкая производительность, обусловленная невозможностью одновременной прокатки заготовок в обоих уровнях прокатки. Известен также стан для реверсивной прокатки, включающий в себя две нереверсивные клети дуо, соединенные рычажным механизмом их поперечного подъема-опускания, и стационарно установленные на двух уровнях прокатки на обоих раскатных полях стана рольганги 2. Недостатками этого стана, являются конструктивная сложность механизма подъема опускания клетей с линиями приводов и больщие энергозатраты на эту операцию, что может быть рациональным только при прокатке длинномерных раскатов. Предлагаемый стан реверсивной прокатки с двумя уровнями прокатки и рабочими рольгангами, установленными на этих уровнях на подвижных перпендикулярно к оси прокатки платформах, отличается тем, что пары рабочих рольгангов каждого раскатного поля стана снабжены механизмами синхронной перестановки рольгангов в каждой паре с одного уровня прокатки на другой уровень, выполненньши в виде ряда шарнирных параллелограмов, каждый из которых образован парой боковых стоек, несущих ролики рольгщ нгов, и верхним и нижним двуплечими рычагами, причем верхние и нижние рычаг,и установлены на двух расположенных в одной вертикальной плоскости параллельно оси прокатки трансмиссионных валах, соединенных зубчатой передачей с приводом вращения, а опоры трансмиссионных валов смонтированы на подвижных
платформах.
Это обеспечивает возможность одновременной прокатки профиля в двух уровнях стана при упрощении конструкции, уменьшении металлоемкости и энергоемкости механизма подъема-опускания рольгангов, что является рациональным, особенно для относительно небольших, до 20-30 м длины раскатов.
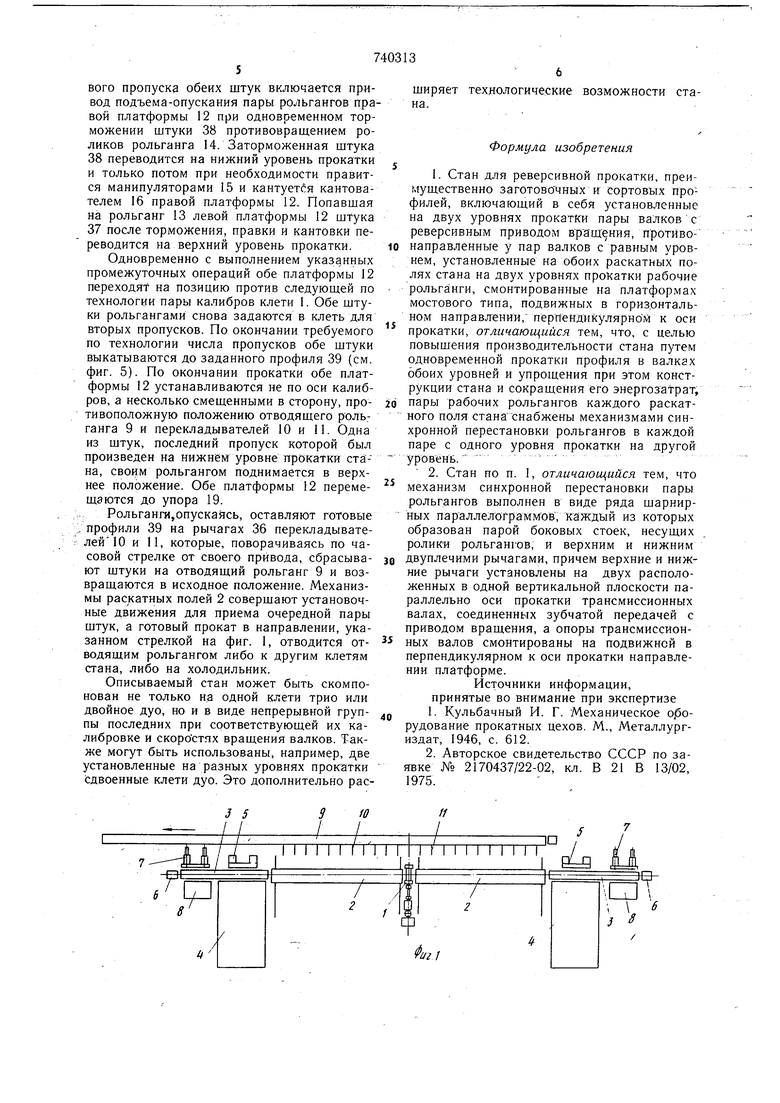
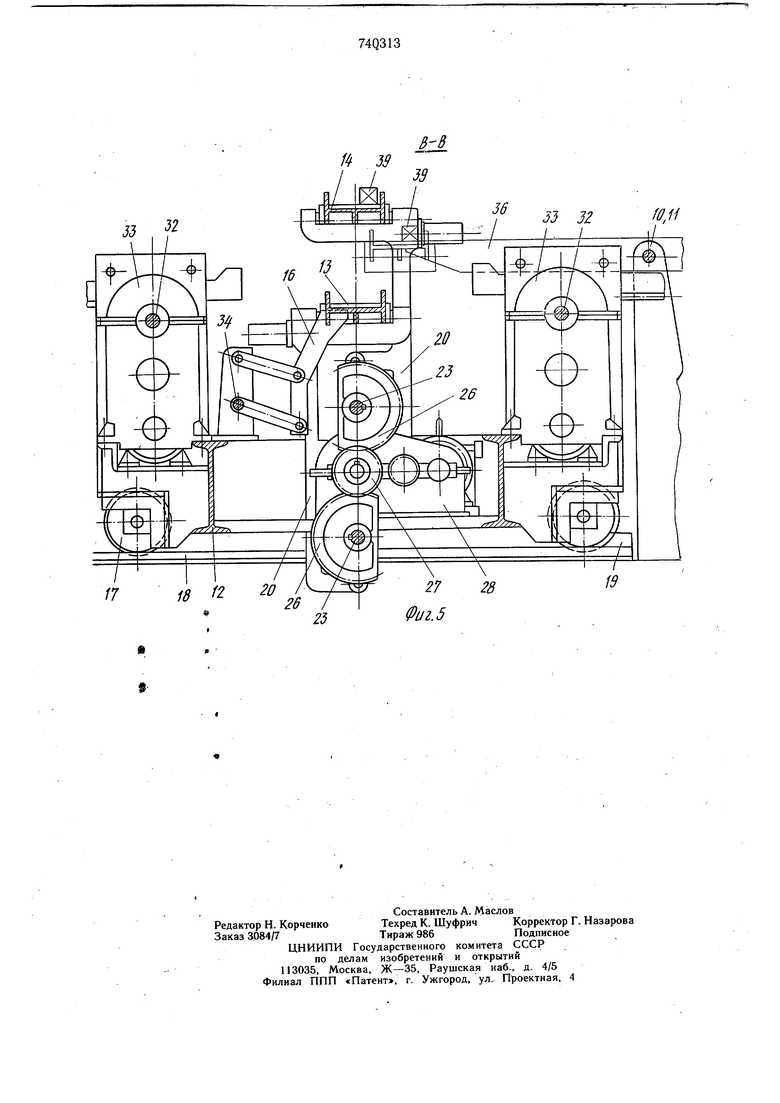
На фиг, 1 показан стан в варианте прокатной клети трио (план) и увязка его с нагревательными устройствами и отводящим рольгангом; на фиг. 2 - клеть с рольгангами, план (в большем масштабе); на фиг. 3 - клеть и примыкающие части рабочих рольгангов, продольный разрез А-А на фиг. 2; на фиг. 4 - поперечный разрез рабочих рольгангов с видом на клеть, разрез Б-Б на фиг. 2; на фиг. 5 - поперечный разрез рабочих рольгангов с видом на механизм передачи готовой продукции на рабочий рольганг, разрез В-В на фиг. 2.
По обеим сторонам клети 1 расположены раскатные поля 2 - комплексы рольгангов на платформах. рольганги 3 являются Продолжением раскатных полей 2 стана и одновременно служат для приема нагретого в печах 4 металла. Печи 4 торцовой выдачи находятся сразу за раскатными полями 2. У подающих рольгангов 3 размещены аммортизаторы 5, стационарные упоры 6, сталкиватели 7 и стеллажи 8 для металла, отбракованного по нагреву.
Параллельно оси прокатки расположен стационарный отводящий рольгйнг 9. У рольганга 9 со стороны стана установлены два рычажнь1х перекладывателя Ю и 11 для передачи готовой продукции стана с его раскатных полей на отводящий рольганг 9. Отметка роликов подающих рольгангов 3 примерно совпадает с отметкой нижнего разъема валков клети 1 (на 20-30 мм ниже ее).
На платформе 12 (на стане их две по обеим сторонам клети 1) смонтированы два синхронизированных рольганга 13.и 14, два манипулятора 15 и кантователь 16. Платформа 12 сварной конструкции установлена на бегунки 17 и может перемещаться в направлении, перпендикулярном к оси прокатки, по релЬсовому пути 18. Привод платформы типа кранового обеспечивает ее точную установку против каждого калибра клети, а также у упора 19 рельсового пути 18.
Рольганги 13 и 14 скомпанованы из роликов с индивидуальным приводом. Каждый ролик установлен на стойке 20, которая своими двумя кронштейнами 21 шарнирно соединена с рычагами 22. Последние расположены на двух трансмиссионных валах 23, которые смонтированы в подшипниковых опорах 24, крепящихся к поперечным балкам 25 платформы 12 сверху и снизу их. Валы
23 синхронизируются и приводятся через два сидящих на них неполных зубчатых колеса 26 и шестерню 27, посаженную консольно на выходном валу редуктора 28 привода подъема-опускания рольгангов. Фиксация рольгангов в крайних рабочих положениях производится командоаппаратом 29, соединенным с одним из валов 23. От электропривода через редуктор 28, щестерню 27 и колеса 26 приводятся валы 23, которые, вращая рычаги 22, перемещают поступао тельно ролики рольгангов 13 и 14 по круговым траекториям. Угол поворота валов и рычагов 180°.
Отметка показанного в нижнем положении рольганга 13 совпадает с отметкой ниж- него горизонта клети. 1. Шестерни 27 и колеса 26 защищень кожухом 30. Промежутки между роликами перекрыты плитами 31. Вся подвижная система рольгангов 13 и 14 взаимно уравновешена на валах 23, что существенно снижает мощность привода
0 подъема-опускания рольгангов.
На платформе 12 установлены два комплекса реечных манипуляторов 15. Они объединены в две н езависимые трансмиссионные системы 32 с самостоятельными привоJ дами 33. Кантователь 16 рычажного типа соединен своей трансмиссионной системой 34 с приводом 35. Поворот трансмиссионной системы 34 кантователя 16 приводом 35 на угол примерно 60° против часовой стрелки обеспечивает кантовку металла.
0 Для обеспечения доступа к металлу рольганговые плиты 31 имеют прорези для реек манипуляторов, рабочих органов кантователя, а также рычагов 36 перекладывателей 10 и 11. Рычаги 36 перекладывателей выполнены двуплечими, установлены йа трансмиссионных валах и при передаче, металла на отводящий рольганг 9 своими приводами поворачиваются на угол 30-35°. по ilanpaBлению вращения часовой стрелки, al потом возвращаются в исходное положение. На
0 чертежах показаны также две одновременно катаемые на стане штуки 37 и 38 и получаемый на стане готовый профиль 39.
Стан работает следующим образом. Очередные две штуки нагретого металла из печей 4 по рольгангам 3 и 13 или 14 направляются навстречу друг другу к клети 1. По пути к клети левая штука 38 своим рольгангом, например 14, переводится на отметку верхнего горизонта клети I. Одновременно обе платформы 12 перемещаются по рельсовому пути 18 устанавливаются против расположенных в одной вертикальной плоскости первых калибров клети. Обе штуки одновременно достигают клети и задаются в нее рольгангами 13 и 14 (см. фиг.З).
5 Штуку 37 .клеть 1 катают на нижнем горизонте в направлении справа налево, а штуку 38 - на верхнем горизонте в противоположном направлении...По окончании первого пропуска обеих штук включается привод подъема-опускания пары рольгангов правой платформы 12 при одновременном торможении штуки 38 противовращением роликов рольганга 14. Заторможенная штука 38 переводится на нижний уровень прокатки и только потом при необходимости правится манипуляторами 15 и кантует(я кантователем 16 правой платформы 12. Попавшая на рольганг 13 левой платформы 12 штука 37 после торможения, правки и кантовки переводится на верхний уровень прокатки.
Одновременно с выполнением указанных промежуточных операций обе платформы 12 переходят на позицию против следующей по технологии пары калибров клети 1. Обе штуки рольгангами снова задаются в клеть для вторых пропусков. По окончании требуемого по технологии числа пропусков обе штуки выкатываются до заданного профиля 39 (см. фиг. 5). По окончании прокатки обе платформы 12 устанавливаются не по оси калибров, а несколько смеш;енными в сторону, противоположную положению отводящего роль,ганга 9 и перекладывателей 10 и 11. Одна из штук, последний пропуск которой был произведен на нижнем уровне прокатки стана, своим рольгангом поднимается в верхнее положение. Обе платформы 12 перемещаются до упора 19.
Рольганги,опускайсь, оставляют готовые , профили 39 на рычагах 36 перекладывателей10 и 11, которые, поворачиваясь по часовой стрелке от своего привода, сбрасывают щтуки на отводящий рольганг 9 и возвращаются в исходное положение. Механизмы раскатных полей 2 совершают установочные движения для приема очередной пары штук, а готовый прокат в направлении, указанном стрелкой на фиг. 1, отводится отводящим рольгангом либо к другим клетям стана, либо на холодильник.
Описываемый стан может быть скомпонован не только на одной клети трио или двойное дуо, но и в виде непрерывной группы последних при соответствующей их калибровке и скоростях вращения валков. Также могут быть использованы, например, две установленные на разных уровнях прокатки (Сдвоенные клети дуо. Это дополнительно рас3 (О
3 5
1/
ширяет технологические возможности стана.
Формула изобретения
0 пары рабочих рольгангов каждого раскатного поля стана снабжены механизмами синхронной перестановки рольгангов в каждой паре с одного уровня прокатки на другой
Уровень.
рольгангов выполнен в виде ряда шарнирных параллелограммов, из которых образован парой боковых стоек, несуших ролики рольгангов, и верхним и нижним двуплечими рычагами, причем верхние и нижние рычаги установлены на двух расположенных в одной вертикальной плоскости параллельно оси прокатки трансмиссионных валах, соединенных зубчатой передачей с приводом вращения, а опоры трансмиссионных валов смонтированы на подвижной в перпендикулярном к оси прокатки направлении платформе.
Источники информации, принятые во внимание при экспертизе
//
740313
tv., kc4Jfb S- //// ( .n/ ;.
в-в
П 39
Фиг. 5
