Изобретение относится к прокатному производству и может быть использовано на широкополосных станах горячей прокатки.
Известен способ горячей прокатки полос и листов, включающий нагрев слябов, прокатку в черновых клетях, выдачу прямого раската на промежуточный рольганг, обрезку переднего конца, очистку от окалины и прокатку в чистовой группе клетей [1]
Недостатком указанного способа является необходимость увеличения длины промежуточного рольганга и длины стана в целом при повышении массы прокатываемых слябов. Так, например, расстояние от последней черновой клети до летучих ножниц перед чистовой группой составляет: при массе сляба до 10 т 42,4 м, стан 2500 ММК, до 23 т 98,7 м, 1700 КарМК, до 36 т 132,9 м, 2000 ЧерМК [2] Поэтому реализация данного способа на новых и реконструируемых для прокатки массивных слябов станах требует повышенных затрат в связи с резким увеличением используемых производственных площадей. Кроме того, реконструкция с учетом значительного удлинения стана дополнительно удорожается из-за необходимости переноса многих рабочих клетей. Другим недостатком этого способа является то, что длина промежуточного рольганга определяется случаем прокатки раската минимальной толщины из сляба максимальной массы. Только тогда раскат, вышедший из черновой группы клетей, занимает весь рольганг. При большей толщине раската, меньшей массе сляба длина рольганга становится избыточной, и на прохождение избытка длины непроизводительно расходуется время, в течение которого металл дополнительно теряет тепло, что ухудшает температурный режим прокатки.
Известен также способ горячей прокатки полос и листов, включающий нагрев слябов, прокатку в черновой группе клетей, торможение переднего конца раската после выхода из последней клети черновой группы перед зоной его обрезки и образование петель между местом торможения и указанной клетью, обрезку переднего конца раската, очистку от окалины, устранение петель после выхода заднего конца раската из последней клети черновой группы и прокатку в чистовой группе клетей [3]
Данный способ позволяет устранить указанные недостатки вышеописанного способа, в частности, при повышении массы прокатываемых слябов разместить более длинные раскаты на промежуточном рольганге прежней длины. Однако недостатком данного способа является ограничение дальнейшего повышения массы слябов без удлинения рольганга, связанное с незначительной емкостью петлеобразователя раскатов на промежуточном рольганге. Увеличение емкости петлеобразователя крайне затруднено, так как емкость пропорциональна количеству петлеобразующего оборудования.
Известен также способ горячей прокатки полос и листов, реализованный, например, канадской, фирмой "Stelco", который включает нагрев слябов, прокатку в черновых клетях, смотку раската после последней черновой клети в рулон, выдержку рулона для выравнивания температур, его размотку с заднего конца раската, обрезку, очистку от окалины, в процессе размотки задачу задним концом в непрерывную чистовую группу и последующую прокатку в ней.
Недостатком данного способа является невысокая производительность стана при его применении [5] Это обусловлено наличием операций передачи рулона со стола намотки на стол размотки и отгибания конца раската перед дальнейшей прокаткой в чистовой группе клетей.
Наиболее близким по технической сущности к заявляемому объекту является способ горячей прокатки полос, включающий прокатку исходной заготовки в черновой группе клетей в раскат, сдвоенную промежуточную намотку раската в рулон с одновременным перемещением наматываемого рулона в направлении прокатки, обрезку переднего конца, размотку раската и прокатку в чистовой группе клетей [6] Намотку начинают непосредственно за последней черновой клетью в момент подхода переднего конца раската к зоне обрезки и производят ее за среднюю часть раската, при этом наматываемый рулон с момента начала намотки перемещают в направлении прокатки, а в момент подхода рулона к зоне обрезки намотку и перемещение рулона прекращают и производят размотку с окружной скоростью, равной скорости входа в чистовую группу, причем в процессе намотки прокатку осуществляют одновременно в чистовой и черновой группах с согласованием скоростей смотки и перемещения рулона со скоростями выдачи из черновой группы и входа в чистовую группу.
Недостатком указанного способа является необходимость увеличения длины промежуточного рольганга и длины стана в целом при повышении массы прокатываемых слябов, так как длина раската не может превышать более чем в два раза длину промежуточного рольганга. Максимальная длина участка раската от переднего конца до середины зоны раската, за которую начинают намотку, не может превышать длину промежуточного рольганга, иначе нельзя обеспечить торможение, обрезку и задачу в чистовую группу. Максимальная длина остального участка от середины зоны, за которую начинают намотку, до заднего конца раската так же не может превышать длину промежуточного рольганга, иначе невозможно будет разместить в процессе размотки раскат на промежуточном рольганге. Таким образом, максимальная длина всего раската не будет превышать двух длин промежуточного рольганга. Поэтому реализация данного способа на новых и реконструируемых для прокатки массивных слябов станах требует повышения затрат в связи с необходимостью увеличения используемых производственных площадей при удлинении более чем в два раза промежуточных раскатов. Кроме того, реконструкция с учетом значительного удлинения стана дополнительно удорожается из-за необходимости переноса многих рабочих клетей. Другим недостатком указанного способа является то, что время пребывания заднего конца на промежуточном рольганге значительно превышает время пребывания переднего конца. Это приводит к значительным потерям тепла задней частью раската и высокому температурному градиенту по длине полосы, что ухудшает температурный режим прокатки в чистовой группе клетей. Вследствие этого снижается качество тонких полос.
Основная задача, на решение которой направлено изобретение это снижение капитальных затрат на осуществление способа, а также повышение качества прокатываемых полос. Это достигается тем, что прокатку в черновой группе клетей осуществляют прерывисто, а намотку с размоткой в несколько приемов, при этом прокатку в черновой группе клетей прерывают в момент окончания каждой намотки, в процессе каждой размотки в черновой группе клетей заднюю часть раската пропускают через разведенные валки до полной размотки рулона, после чего возвращают в направлении прокатки, а при входе в черновые клети недокатаных участков прокатку в этих клетях возобновляют.
В предлагаемом способе, благодаря осуществлению прерывистой черновой прокатки и намотки с размоткой промежуточного раската в несколько приемов с разведением валков клетей черновой группы перед размоткой и их сведением перед намоткой каждой части раската для размещения задней части раската в процессе размотки используют не только промежуточный рольганг, но и межклетьевые промежутки черновой группы клетей и даже подводящий рольганг. То есть длина промежуточного рольганга в отличие от прототипа не зависит от длины промежуточного раската и, следовательно, может быть существенно сокращена. Это приводит к положительному эффекту снижению капитальных затрат на осуществление способа.
Кроме того, достигается другой положительный эффект повышение качества тонких полос. В предлагаемом способе по сравнению с прототипом за счет сокращения длины промежуточного рольганга уменьшается время транспортировки по нему переднего конца раската и, соответственно, снижаются его температурные потери. Время пребывания на промежуточном рольганге заднего конца раската уменьшается еще значительней, при этом несколько увеличивается время охлаждения заднего конца в черновой группе клетей. С учетом того, что в предлагаемом способе существенно сокращается время охлаждения на промежуточном рольганге заднего конца более тонкого и быстрее остывающего промежуточного раската и незначительного увеличивается время охлаждения в черновой группе заднего конца более толстого и медленнее остывающего чернового раската, суммарные температурные потери заднего конца в черновой группе и на промежуточном рольганге резко уменьшаются. Температурный градиент по длине раската на входе в чистовую группу также сокращается. В результате общего (по переднему и заднему концам раската) повышения температуры на входе в чистовую группу и уменьшения температурного градиента снижаются и выравниваются по длине полосы энергосиловые параметры чистовой прокатки, расширяется сортамент получаемой продукции в сторону уменьшения минимальной толщины и увеличения максимальной ширины, а также при прокатке тонких полос за счет повышения температуры конца прокатки обеспечивается ее оптимальное значение и достигаются требуемые механические свойства, то есть высокое качество полосы.
Сущность изобретения поясняется чертежами, на которых изображена работа оборудования при последовательных стадиях осуществления предлагаемого способа:
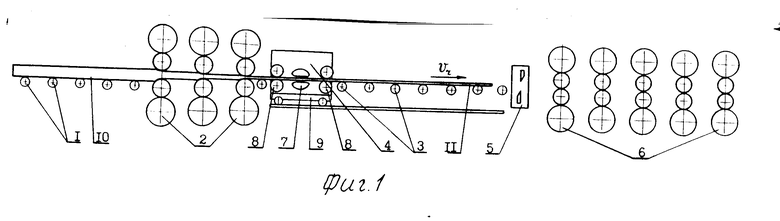
на фиг. 1 стадия перемещения по промежуточному рольгангу передней части прямого раската в процессе его прокатки в черновой группе клетей;
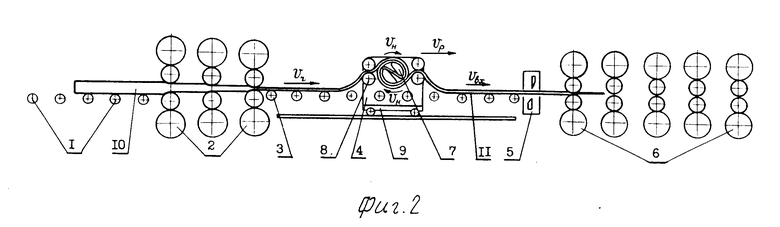
на фиг. 2 стадия первой намотки части раската в промежуточный рулон с одновременным перемещением наматываемого рулона в процессе прокатки в черновой группе клетей задней части раската и в чистовой группе передней;
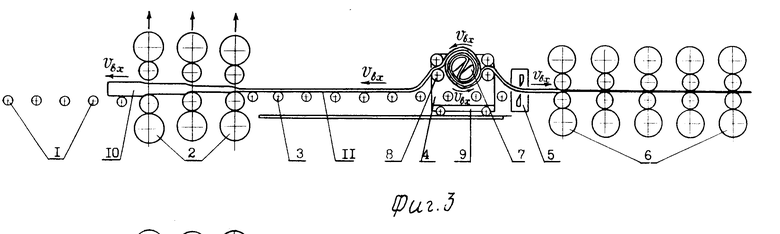
на фиг.3 стадия первой размотки с одновременным пропусканием задней части раската в обратном прокатке направлении через разведенные валки клетей черновой группы и прокаткой передней части раската в чистовой группе клетей;
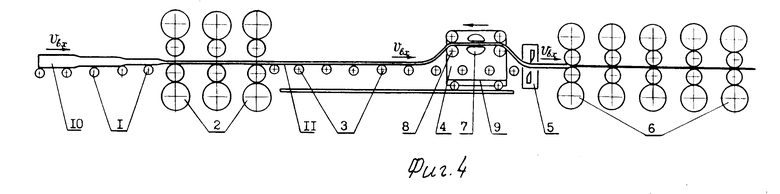
на фиг.4 стадия возвращения в направлении прокатки задней части раската через разведенные валки клетей черновой группы после первой размотки с одновременной прокаткой передней части раската в чистовой группе клетей, начало;
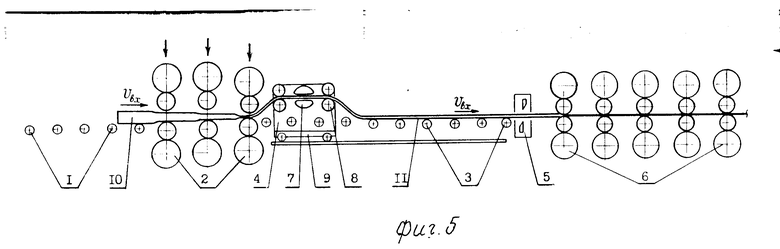
на фиг.5 то же, что на фиг.4, окончание;
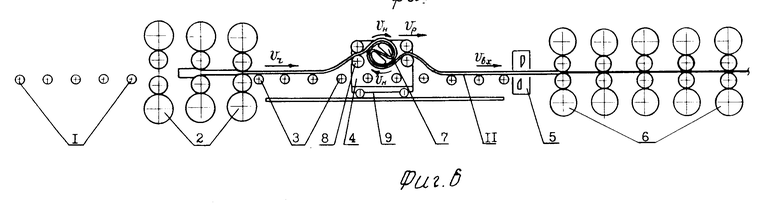
на фиг.6 стадия второй намотки части раската в промежуточный рулон с одновременным перемещением наматываемого рулона в процессе прокатки в черновой группе клетей задней части раската и в чистовой группе передней;
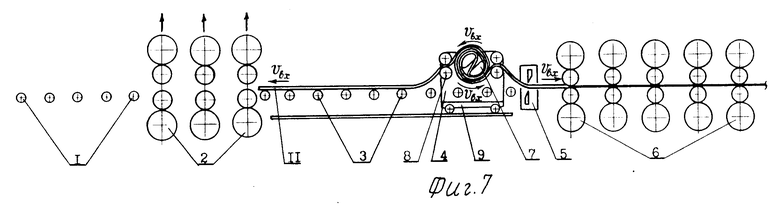
на фиг.7 стадия второй размотки с одновременным пропусканием задней части раската в обратном прокатке направлении через разведенные валки клетей черновой группы и прокаткой передней части раската в чистовой группе клетей;
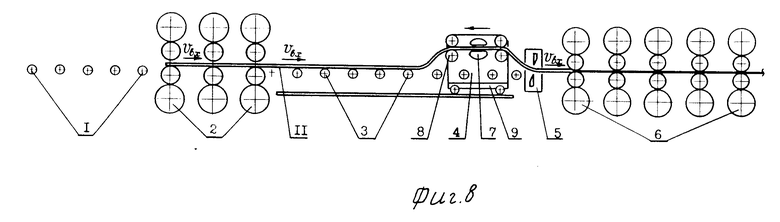
на фиг.8 стадия возвращения в направлении прокатки задней части раската через разведенные валки клетей черновой группы после второй размотки и прокаткой передней части раската в клетях чистовой группы;
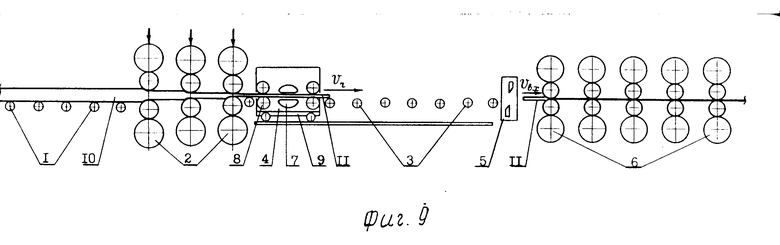
на фиг. 9 стадия прокатки в чистовой группе клетей задней части первого раската и прокатки в черновой группе клетей передней части второго раската.
Прокатный стан для осуществления данного способа включает подводящий рольганг 1 (фиг.1), черновую группу клетей 2, промежуточный рольганг 3, устройство 4 для формирования промежуточного рулона раската, летучие ножницы 5 для обрезки концов раската и чистовую группу 6 клетей. Устройство 4 для формирования промежуточного рулона установлено на промежуточном рольганге 3 между черновой и чистовой группами с возможностью перемещения вдоль него и включает приводной барабан 7 и две пары приводных тянущих роликов 8, установленных на тележке 9. Подводящим рольгангом 1 сляб 10 подается в черновую группу 2 и прокатывается в ней в раскат 11.
Опишем подробно выполнение предлагаемого способа. В процессе прокатки сляба 10 в черновой группе 2 переднюю часть выдаваемого на промежуточный рольганг 3 раската 11 пропускают через устройство 4 (фиг.1), предварительно установленное непосредственно за последней клетью черновой группы 2, и перемещают со скоростью выхода Vr по рольгангу 3 до летучих ножниц 5. В момент подхода переднего конца раската 11 к летучим ножницам 5 начинают намотку первого участка раската 11 в промежуточный рулон с окружной скоростью намотки Vн (Vr-Vвх)/2 (где Vвх скорость входа в чистовую группу) в устройство 2 с одновременным перемещением рулона со скоростью Tp (Vr + Vвх)/2 в направлении прокатки. Одновременно с намоткой первого участка в рулон и перемещением рулона передний конец раската обрезают в летучих ножницах 5 и прокатывают в чистовой группе 6 клетей в полосу (фиг.2). После подхода тележки 9 с рулоном к летучим ножницам 5 намотку первого участка завершают, валки клетей черновой группы 2 разводят, высвобождая из них раскат, и начинают размотку из рулона первого участка со скоростью Vвх путем реверса барабана, тянущих роликов и роликов рольгангов 1 и 3 (фиг.3). При этом в процессе размотки переднюю часть разматываемого участка раската задают в чистовую группу 6 и прокатывают в ней в полосу, а заднюю часть этого участка перемещают в направлении, противоположном направлению прокатки, размещая не только на промежуточном рольганге, но и в межклетьевых промежутках черновой группы 2. Недокатаные участки сляба 10 и раската 11 размещают и на подводящем рольганге 1. После окончания размотки первого участка тянущие ролики устройства 4 разводят и тележку 9 возвращают назад к черновой группе 2 в исходное для намотки положение (фиг.4). Одновременно ролики промежуточного рольганга 3 и подводящего рольганга 1 реверсируют и весь раскат 11 в черновой группе клетей с разведенными валками и на промежуточном рольганге перемещают в направлении прокатки со скоростью Vвх, при этом переднюю часть раската прокатывают в чистовой группе клетей. После возвращения тележки 9 в исходное для намотки положение и подхода недокатаных в черновых клетях участков раската к соответствующим клетям их валки сводят и начинают черновую прокатку и выдачу на промежуточный рольганг 3 очередного участка раската (фиг.5). Одновременно с черновой прокаткой второго участка начинают его намотку с окружной скоростью Vн (V2- Vвх)/2 в промежуточный рулон и перемещение наматываемого рулона со скоростью Vp (Vr + +Vвх)/2 (фиг.6). Затем заканчивают второй цикл аналогично первому (фиг.7, 8, 9). Если к моменту окончания намотки второго участка еще не весь раскат прокатан в черновой группе 2, то после завершения цикла передачи в чистовую группу второго участка выполняют аналогично предыдущим цикл черновой прокатки и намотки-размотки третьего участка раската и так далее до окончания черновой прокатки всего раската. В течение всех этих циклов в чистовой группе 6 ведут непрерывную прокатку раската 11 в готовую полосу. Таким образом в предлагаемом способе длина раската после черновой прокатки никак не связана в смысле ограничений с длиной промежуточного рольганга.
Пример конкретного выполнения способа. Сляб массой G=21,6 т размерами BcxHcxLc 2000 мм х 250 мм х 5800 мм прокатывали в черновой группе клетей в раскат размерами BpxHpxLp 2000 мм х 25 мм х 58000 мм и выдавали из последней клети черновой группы со скоростью Vr 2,4 м/с на промежуточный рольганг. На промежуточном рольганге раскат наматывали со скоростью Vн 0,9 м/с, тележка двигалась со скоростью Vp 1,5 м/с, передняя часть раската задавалась в чистовую группу со скоростью Vвх 0,6 м/с. Температура выдачи из печи была 1250 град. С. Длина промежуточного рольганга в прототипе была 42,4 м, в заявляемом способе 25,4 м. В заявляемом способе передачу раската из черновой группы клетей в чистовую группу клетей осуществляли в два цикла. В заявляемом способе задний конец раската вышел из последней клети черновой группы на 32 с позже, чем в прототипе. Температура заднего конца раската на выходе из черновой группы в прототипе была 1113,9 град.С, в заявляемом способе 1063,0 град. С, температура переднего конца раската была в обеих способах одинакова 1116,3 град.С. Передний конец раската в заявляемом способе вошел в чистовую группу клетей на 7 с раньше, чем в прототипе и имел температуру 1077,3 град. С, в прототипе температура переднего конца раската была 1060,7 град.С. Задний конец раската в прототипе охлаждался на промежуточном рольганге на 39 с больше чем в заявляемом способе, соответственно температура на входе в чистовую группу составила в прототипе 920 град.С, в заявляемом способе 949 град. С. Температурный клин по длине на входе чистовую группу в прототипе составил 140,7 град.С. в заявляемом способе 128,3 град.С. Таким образом, в заявляемом способе за счет повышения средней температуры раската и уменьшения температурного клина по его длине на входе в чистовую группу улучшается температурный режим прокатки тонких полос. В заявляемом способе дополнительный эффект улучшения температурного режима прокатки по сравнению с прототипом может принести экранирование межклетьевых промежутков в черновой группе.
Предлагаемый способ по сравнению с известными при использовании его на новых широкополосных станах горячей прокатки позволяет значительно сократить расстояние между чистовой и черновой группами клетей и, соответственно, длину всего стана. При этом за счет уменьшения необходимых производственных площадей капитальные затраты на строительство снижаются на 8-15% В случае применения предлагаемого способа на действующих станах открывается возможность значительного повышения их производительности за счет повышения массы используемых слябов без увеличения длины промежуточного рольганга. Кроме того, в предлагаемом способе благодаря улучшению температурного режима прокатки улучшается качество горячекатаных тонких полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства рулонов заданной длины | 2023 |
|
RU2804208C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| Способ горячей прокатки полос и листов | 1990 |
|
SU1755972A2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2379139C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| Способ горячей прокатки полос и листов | 1987 |
|
SU1479150A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2343019C1 |
| Способ горячей прокатки полос | 1984 |
|
SU1201011A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
Использование: на широкополосных станах горячей прокатки. Сущность: способ включает прокатку заготовки в черновой группе клетей в раскат, сдвоенную промежуточную намотку раската с одновременным перемещением наматываемого рулона в направлении прокатки, обрезку переднего конца раската, размотку из рулона и прокатку в чистовой группе клетей в полосу. Прокатку в черновой группе клетей осуществляют периодически, а номотку с размоткой в несколько приемов, при этом прокатку в черновой группе клетей прерывают в момент окончания каждой намотки, в процессе каждой размотки в черновой группе клетей заднюю часть раската пропускают через разведенные валки до полной размотки рулона, после чего возвращают в направлении прокатки, а при входе в клети черновой группы недокатанных участков прокатку в этих клетях возобновляют. Это позволяет повысить массу слябов без увеличения длины промежуточного рольганга. 9 ил.
СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОС, включающий прокатку исходной заготовки в черной группе рабочих клетей стана в раскат, сдвоенную промежуточную намотку раската в рулон с одновременным перемещением наматываемого рулона в направлении технологического потока, обрезку переднего конца раската, размотку, прокатку в чистовой группе стана, отличающийся тем, что прокатку в черновой группе, операции намотки и размотки проводят периодически, при этом прокатку в черновой группе прерывают по окончании каждой намотки, в процессе каждой размотки заднюю часть раската пропускают через разведенные валки черновой группы до полной размотки рулона, после чего возвращают в направлении прокатки, а при входе в клети черновой группы недокатанных участков прокатку в этих клетях возобновляют.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Авторское свидетельство СССР N 1677914, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
