Устройство для электродуговой полуавтоматической сварки металла в защитном газе относится к сварке металлов и может быть использовано в народном хозяйстве для выполнения сварочных работ различных металлических соединений при свободном формировании шва в любых пространственных положениях.
Цель изобретения упрощение конструкции устройства для электродуговой полуавтоматической сварки металла с одновременным повышением качества формирования сварного соединения за счет обеспечения безынерционного вылета электрода.
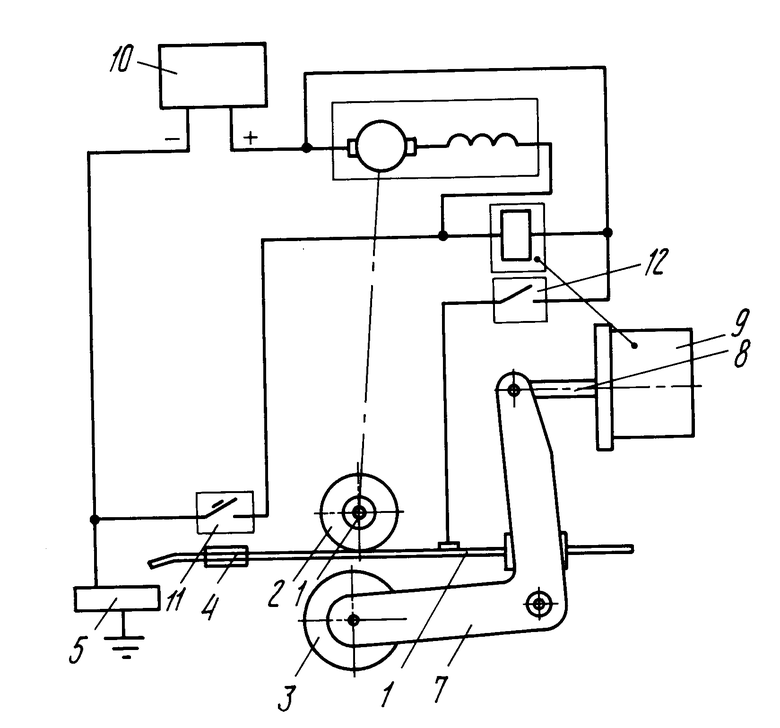
На чертеже изображена функциональная схема устройства для электродуговой полуавтоматической сварки металла в защитном газе.
Устройство содержит электрод (присадочная проволока) 1, ведущий ролик 2, поджимной ролик 3, шланговый держатель 4, свариваемое изделие 5, электродвигатель 6 ведущего ролика, рычаг 7, подвижной шток 8, электромагнит 9, источник 10 постоянного тока, пусковая кнопка 11, контакты 12 сварочного тока.
Устройство работает следующим образом.
Электрод 1 пропущен между ведущим 2 и поджимным 3 роликами и через шланговый держатель 4 подведен к свариваемому изделию 5. При нажатии пусковой кнопки 11 подается напряжение постоянного сварочного тока от источника 10 на электродвигатель 6 ведущего ролика 2 и катушку электромагнита 9, в результате чего приводится в движение ведущий ролик 2, втягивается в катушку электромагнита 9 шток 8 и через рычаг 7 поджимной ролик 3 поджимает электрод 1 к ведущему ролику 2. При этом производится подача электрода 1 на свариваемое изделие 5 и одновременно сварочный ток подается на шланговый держатель 4 через контакты 12 и производится сварка изделия.
При отключении пусковой кнопки 11 прекращается подача сварочного тока на электродвигатель 6 ведущего ролика 2 и электромагнит 9, размыкаются контакты 12. При этом прекращается втягивание штока 8 в катушку электромагнита 9, рычаг 7 не поджимает ролик 3 к электроду 1, поджимной ролик 3 за счет собственного веса падает, отключается электродвигатель ведущего ролика 2 и прекращается подача электрода 1 на свариваемое изделие 5.
Таким образом, подача электрода 1 и процесс сварки изделия прекращаются одновременно и мгновенно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1994 |
|
RU2069130C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ СВАРКИ ЧУГУНА | 1996 |
|
RU2098248C1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОД ФЛЮСОМ ТОЛСТОЛИСТОВЫХ МОСТОВЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2301135C1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| Устройство для электродуговой точечной сварки штучными электродами | 1980 |
|
SU863272A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ РУЧНОЙ СВАРКИ МЕДНЫХ СПЛАВОВ | 1994 |
|
RU2069611C1 |
| Сварочный полуавтомат | 1988 |
|
SU1556840A1 |
Устройство может быть использовано для выполнения сварочных работ металлических соединений при свободном формировании шва в любых пространственных положениях. Цель: упрощение конструкции устройства для электродуговой полуавтоматической сварки металла с одновременным повышением качества формирования сварного соединения за счет обеспечения безинерционности вылета электрода. Сущность изобретения: повышение качества формирования сварного соединения за счет исключения инерционности вылета электрода обеспечивается тем, что механизм подачи электрода, включающий ведущий ролик с электроприводом и поджимной ролик с электромагнитом, соединен с цепью источника постоянного тока с жесткой характеристикой и с шланговым держателем и включенной в цепь источника постоянного тока. 1 ил.
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ МЕТАЛЛА В ЗАЩИТНОМ ГАЗЕ, содержащее механизм подачи электрода, включающий ведущий ролик с электроприводом и поджимной ролик с электромагнитом, включенным в цепь источника постоянного сварочного тока, и шланговый держатель, отличающееся тем, что оно содержит пусковую кнопку, расположенную в шланговом держателе, электромагнит выполнен с нормально открытым контактом, источник постоянного сварочного тока выполнен с жесткой характеристикой, электропривод ведущего ролика включен параллельно электромагниту, в цепь источника постоянного тока включена пусковая кнопка, а нормально открытый контакт соединен одним выводом с электромагнитом, а другим с шланговым держателем.
| Комнатная печь | 1922 |
|
SU547A1 |
| Техническое описание. | |||
