Изобретение относится к электродуговой сварке неплавящимся электродом в среде защитных газов и может быть использовано для осуществления дуговой многоточечной сварки в среде защитных газов неплавящимся электродом тонколистовых металлических конструкций в различных отраслях техники,
Цель изобретения - расширение технологических возможностей, улучшения условий обслуживания, повышение надежности работы и улучшение качества -сварки.
На фиг,1 изображено устройство, общий вид; на фиг,2 - вид А на фиг,1; на фиг.З - разрез Б-Б на фиг.1; на фиг.,4 - электрододержа- тель.
Устройство содержит корпус электромагнита 1, в котором размещен электромагнит 2, Электрододержатель 3 с неплавящимся электродом 4, опорное сопло 5 с отверстиями 6 для выхода отработанного газа в атмосферу. Подвод сварочного тока осуществляется гибким токоподводом 7, Подвод и слив охлаждающей воды, а также подвод защитного газа осуществляется через штуцер 8, подвод управляющего напряжения к катушке электромагнита - с помощью провода 9
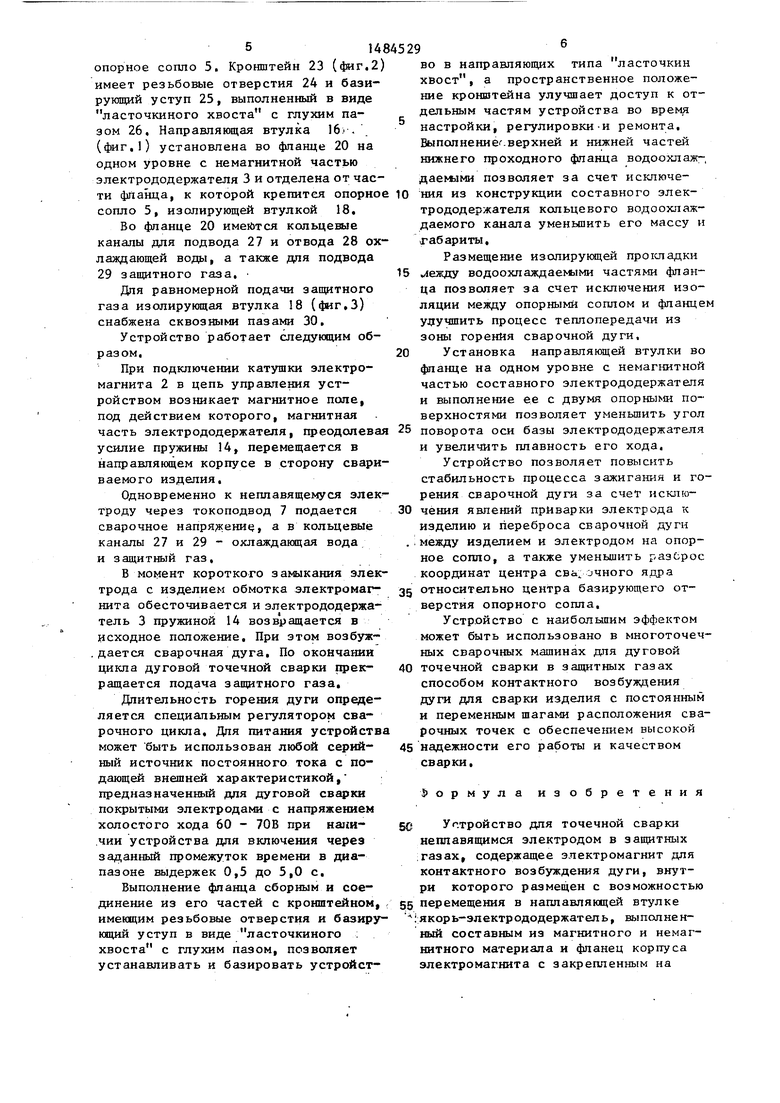
. Неплавящийся электрод 4 (фиг.4) установлен в цанговом зажиме 10,
который поджат затяжной гайкой 11 и винтом 12 точной регулировки величины вылета электрода. Электрододержа-тель 3 несет гайку 13 регулировки усилия сжатия пружины 14 и гайку 15 для зажима клеммы гибкого токоподво- да 7.
Электрододержатель 3 и цанговый
зажим 10 выполнены составными. Часть электрододержателя и цангового зажима (участок I) выполнена из немагнитного, а другая часть (участок II) из магнитного материала. Электродо5 держатель 3 (фиг,) установлен внутри корпуса электромагнита 1 с возможностью перемещения в направляющей втулке 16, имеющей две опорные поверхности.
0 В исходном положении (фиг,1)
Электрододержатель 3 поджат пружиной . 14 в верхнее положение и удерживать ется в нем за счет кольцевого выступа 17, контактирующего с изолирующей
5 втулкой 18, В электромагните магнито- проводом являются проходные фланцы 19 и 20, а также охватывающий обмотку электромагнита, размещенную на катушке 21, цилиндрическая оправка кор0 пуса.
Фланец 20 выполнен из двух водо- охлаждаемз х «частей, разделенных изолирующей прокладкой 22, причем одна из частей снабжена кронштейном 23, в к второй части фланца крепится
опорное сопло 5. Кронштейн 23 (фиг.2) имеет резьбовые отверстия 24 и базирующий уступ 25, выполненный в виде ласточкиного хвоста с глухим пазом 26, Направляющая втулка 16 . (фиг,1) установлена во фланце 20 на одном уровне с немагнитной частью электрододержателя 3 и отделена от часво в направляющих типа ласточкин хвост, а пространственное положение кронштейна улучшает доступ к отдельным частям устройства во время настройки, регулировки-и ремонта. Вы пол не ни ее. верхней и нижней частей нижнего проходного фланца водоохлаж-, даемыми позволяет за счет искпюче
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1655687A1 |
| Пистолет для точечной дуговой сварки | 1977 |
|
SU727366A1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1294524A1 |
| ГОРЕЛКА ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2047440C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 2014 |
|
RU2571677C2 |
| Горелка для дуговой сварки неплавя-щиМСя элЕКТРОдОМ B СРЕдЕ зАщиТНыХгАзОВ | 1979 |
|
SU806312A1 |
| Устройство для электродуговой точечной сварки | 1973 |
|
SU454975A1 |
| Устройство для микросварки | 1988 |
|
SU1593857A1 |
Изобретение относится к электродуговой сварке неплавящимся электродом в среде защитных газов и может быть использовано для осуществления дуговой многоточечной сварки в среде защитных газов неплавящимся электродом тонколистовых металлических конструкций. Цель изобретения - расширение технологических возможностей, улучшение условий обслуживания, повышение надежности в работе и улучшение качества сварки. Устройство содержит корпус электромагнита 1, в котором размещен электромагнит 2, электрододержатель 3 с неплавящимся электродом 4 и фланец 20 с закрепленным на нем опорным соплом 5. Фланец 20 состоит из двух водоохлаждаемых частей, разделенных изолирующей прокладкой 23. Электродержатель 3 выполнен составным из немагнитного и магнитного материалов и установлен внутри корпуса электромагнита 1 с возможностью перемещения в направляющей втулке 16, имеющей две опорные поверхности. Одна из частей фланца 20 снабжена кронштейном 22, имеющим резьбовые отверстия и базирующий уступ 25, выполненный в виде ласточкина хвоста. Направляющая втулка 16 установлена на одном уровне с немагнитной частью электродержателя 3 и отделена от части фланца, к которой крепится опорное сопло 5, изолирующей втулкой 18. Устройство позволяет повысить стабильность процесса зажигания и горения сварочной дуги за счет исключения явлений приварки электрода к изделию и переброса сварочной дуги между изделием и электродом на опорное сопло. 4 ил.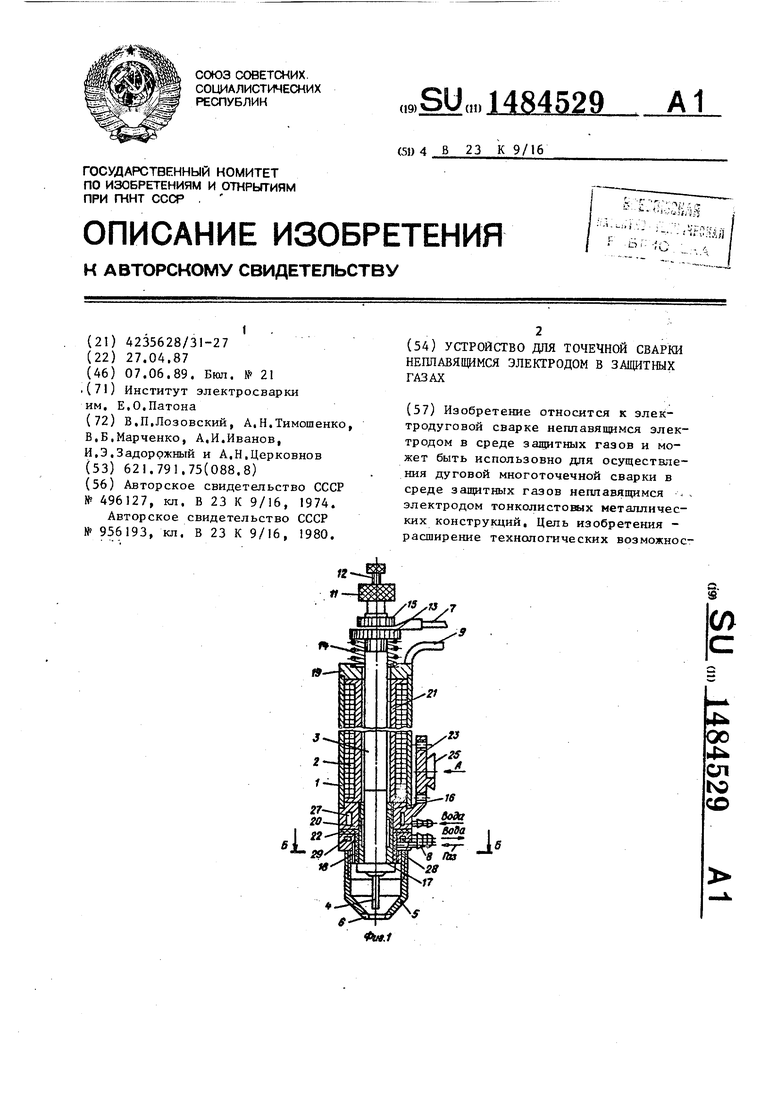
ти фланца, к которой крепится опорное ю ния из конструкции составного элексопло 5, изолирующей втулкой 18.
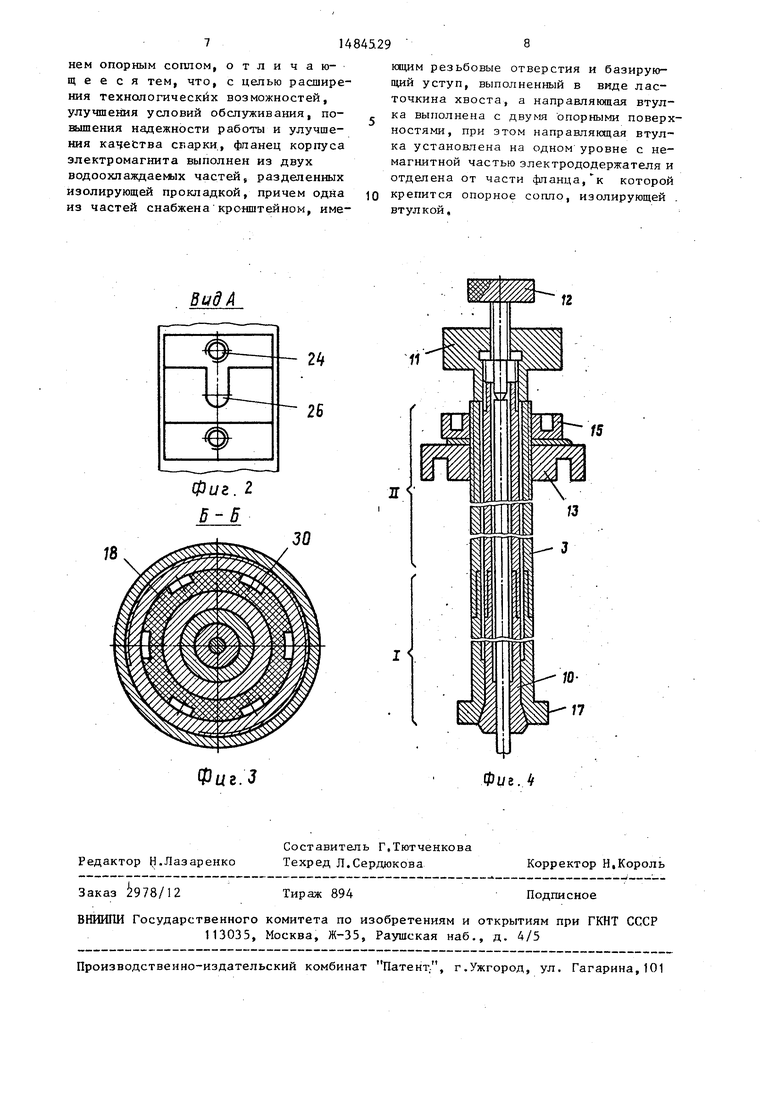
Во фланце 20 имеются кольцевые каналы для подвода 27 и отвода 28 охлаждающей воды, а также для подвода 29 защитного газа.
Для равномерной подачи защитного газа изолирующая втулка 18 (фиг.З) снабжена сквозными пазами 30.
Устройство работает следующим образом,
При подключении катушки электромагнита 2 в цепь управления устройством возникает магнитное поле, под действием которого, магнитная часть электрододержателя, преодолевая усилие пружины 14, перемещается в направляющем корпусе в сторону свариваемого изделия.
Одновременно к неплавящемуся электроду через токоподвод 7 подается сварочное напряжение, а в кольцевые каналы 27 и 29 - охлаждающая вода и защитный газ,
В момент короткого замыкания электрода с изделием обмотка электромагнита обесточивается и электрододержа- тель 3 пружиной 14 возвращается в исходное положение. При этом возбуж- дается сварочная дуга. По окончании цикла дуговой точечной сварки прекращается подача защитного газа.
Длительность горения дуги опредеяется специальным регулятором сварочного цикла. Для питания устройства может быть использован любой серийный источник постоянного тока с подающей внешней характеристикой, предназначенный для дуговой сварки покрытыми электродами с напряжением олостого хода 60 - 70В при налиии устройства для включения через заданный промежуток времени в диапазоне выдержек 0,5 до 5,0 с.
Выполнение фланца сборным и соеинение из его частей с кронштейном, , меющим резьбовые отверстия и базирующий уступ в виде ласточкиного . воста с глухим пазом, позволяет станавливать и базировать устройсттрододержателя кольцевого водоохлаж- даемого канала уменьшить его массу и (Габариты,
Размещение изолирующей прокладки
лежду водоохлаждаемыми частями фланца позволяет за счет исключения изоляции между опорными соплом и фланцем улучшить процесс теплопередачи из зоны горения сварочной дуги,
Установка направляющей втулки во
фланце на одном уровне с немагнитной частью составного электрододержателя и выполнение ее с двумя опорными поверхностями позволяет уменьшить угол
поворота оси базы электрододержателя и увеличить плавность его хода.
Устройство позволяет повысить стабильность процесса зажигания и горения сварочной дуги за счет исключения явлений приварки электрода к изделию и переброса сварочной дуги между изделием и электродом на опорное сопло, а также уменьшить разСрос координат центра сва, J4Horo ядра
относительно центра базирующего отверстия опорного сопла.
Устройство с наибольшим эффектом может быть использовано в многоточечных сварочных машинах для дуговой
точечной сварки в защитных газах способом контактного возбуждения дуги для сварки изделия с постоянным и переменным шагами расположения сварочных точек с обеспечением высокой
надежности его работы и качеством сварки,
Формула изобретения
Устройство для точечной сварки неплавящимся электродом в защитных газах, содержащее электромагнит для контактного возбуждения дуги, внутри которого размещен с возможностью
перемещения в наплавляющей втулке якорь- электрододержатель, выполненный составным из магнитного и немагнитного материала и фланец корпуса электромагнита с закрепленным на
нем опорным соплом, отличающееся тем, что, с целью расширения технологических возможностей, улучшения условий обслуживания, повышения надежности работы и улучшения качества спарки, фланец корпуса электромагнита выполнен из двух водоохлаждаемых частей, разделенных изолирующей прокладкой, причем одна из частей снабжена кронштейном, имеВ ид А
24 26
30
Фиг.З
Редактор Н.Лазаренко
Составитель Г.Тютченкова Техред Л.Сердюкова
Заказ 2978/12
Тираж 894
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
ющим резьбовые отверстия и базирующий уступ, выполненный в виде ласточкина хвоста, а направляющая втулка выполнена с двумя опорными поверхностями, при этом направляющая втулка установлена на одном уровне с немагнитной частью электрододержателя и отделена от части фланца, к которой крепится опорное сопло, изолирующей втулкой.
Л
Корректор Н,Король
Подписное
| Устройство для дуговой точечной сварки неплавящимся электродам | 1974 |
|
SU496127A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
