Изобретение относится к машиностроению для заполнения литьевых форм и может быть использовано в машинах, производящих детали из термопластов.
Известно сопло для литьевых машин, содержащее концентрично расположенные корпус с входным каналом и выходными отверстиями, втулку с подводящими каналами, соединяющими входной канал с полостью под выходными отверстиями корпуса, иглу с корпусной головкой, на которой выполнены пазы, глубина которых уменьшается к вершине конуса. Сопло такой конструкции соединяет формы непосредственно с нагнетающим материалом проводом. Для прекращения подачи материала в форму требуется принудительное перемещение иглы.
Сопло такой конструкции имеет сложное выполнение.
Известно сопло, содержащее расположенные концентрично корпус, стакан и запирающую иглу в виде стержня, конусная головка которой расположена в конусном выходном отверстии в дне стакана, установленного с возможностью возвратно-поступательного перемещения в корпусе, имеющем входной канал, сообщающийся с полостью в стакане. Материал подается сначала в полость во втулке. В ней набирается необходимый объем материала, который под давлением впрыскивается в форму. Известное сопло имеет большие габариты, сложное устройство для перемещения втулки и иглы. Кроме того, в сопле не предусмотрена возможность использования его при различных объемах регулировки.
Технический результат состоит в том, чтобы обеспечить надежность в работе сопла, обеспечить изменение дозировки материала, накапливаемого в полости сопла за счет изменения высоты стакана и его установки в корпусе.
Для этого в сопле для заполнения форм, содержащем расположенные концентрично корпус, стакан и запирающую иглу с цилиндрическим участком, конусной головкой, расположенной в дне стакана, установленного с возможностью возвратно-поступательного перемещения в корпусе, входной канал для подачи расплава сообщающийся с полостью в стакане, запирающая игла установлена в стакане с помощью втулки, которая концентрично расположена в зазоре между иглой и стаканом и связана с корпусом, а входной канал выполнен по центру втулки, причем цилиндрический участок иглы выполнен с диаметром, соответствующим диаметру входного канала, на рабочем конце иглы выполнены расположенные вдоль образующей пазы, а на конусной головке иглы выполнена канавка для поступления расплава.
На чертеже изображено сопло для заполнения форм в осевом разрезе.
Сопло для заполнения форм состоит из концентрично расположенных корпуса 1, стакана 2 и запирающей иглы 3. В корпусе 1 закреплена втулка 4, имеющая входной канал 5. Стакан 2 установлен в корпусе 1 с возможностью возвратно-поступательного перемещения в пределах зазора до запорного клапана 6. В дне 7 стакана 2 выполнено конусное выходное отверстие 8. Втулка 4 входит частично внутрь стакана 2. Запирающая игла 3 выполнена в виде стержня, на одном конце которого находится конусная головка 9, входящая в конусное выходное отверстие 8 стакана 2, а на другом конце стержня выполнены продольные пазы 10, соединяющие входной канал 5 с полостью 11 в стакане 2. Средняя часть стержня имеет цилиндрический участок 12, диаметр которого равен диаметру входного канала 5.
На конусной поверхности головки 9 выполнены канавки 16, глубина которых уменьшается к вершине, при этом дно 17 канавок 16 расположено наклонно к оси 18 стержня.
В стакане 2 закреплен с зазором упор 14, например в виде шайбы, контактирующей с головкой 9 иглы 3. Между иглой 3 и упором 14 находится кольцевая щель 15.
Сопло работает следующим образом. Материал подается под давлением во входной канал 5 и через продольный паз 10 в полость 11 в стакане. При подводе формы (на чертеже не показано) к соплу она нажимает на стакан 2, перемещая его внутрь корпуса 1 в пределах зазора до запорного кольца 6. Вместе со стаканом перемещается запорная игла 3, при этом цилиндрический участок 12 стержня входит во входной канал 5 и перекрывает подачу материала в полость 11 в стакане 2. При перемещении стакана 2 давление материала в полости 11 увеличивается и материал через щель 15 поступает в канавки 16 на конусной головке 9. Осевое усилие, возникающее от давления материала на дно 17 канавки, перемещает стержень, освобождая выходное отверстие 8. Перемещение головки 9 происходит до упора 14. После заполнения формы она отводится, при этом давление материала, воздействуя на стержень, сначала прижимает головку 9 к стакану 2, а затем возвращает их совместно в исходное положение. Одновременно с перемещением стакана 2 в исходное положение происходит заполнение материалом полости 11. Сопло подготовлено к заполнению другой формы.
Такое сопло имеет простую конструкцию и габариты, обладает достаточной надежностью, оно обеспечивает дозированную подачу материала в форму, после отвода формы сопло само запирается и из него нет утечки материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИСТОЛЕТ-РАСПЫЛИТЕЛЬ ЭЛЕКТРОСТАТИЧЕСКИЙ ДЛЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2115487C1 |
| САМОЗАПИРАЮЩИЙСЯ ИНЖЕКТОР ВПРЫСКА РАСПЛАВА ПОЛИМЕРА | 2014 |
|
RU2574245C1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ПОРШНЕВОЙ АККУМУЛЯТОР МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2006 |
|
RU2330190C1 |
| КЛАПАН | 2004 |
|
RU2280803C2 |
| ГИДРОСИСТЕМА ЭЛЕКТРОКАПЛЕСТРУЙНОГО ПРИНТЕРА И ЕЕ ЭЛЕМЕНТЫ | 2002 |
|
RU2212633C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ШТОКА ГЛУБИННОГО НАСОСА | 2000 |
|
RU2201529C2 |
| ФУРМЕННЫЙ ХОЛОДИЛЬНИК ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2229523C2 |
| НАПОЛНИТЕЛЬНЫЙ КЛАПАН | 2004 |
|
RU2280804C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ГОЛОВКИ ТЮБИКА, А ТАКЖЕ ГОЛОВКА ТЮБИКА | 2013 |
|
RU2644470C2 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
Изобретение относится к машиностроению для заполнения литьевых форм. Сущность изобретения: сопло содержит концентрично расположенные корпус 1, стакан 2 и запирающую иглу 3. Корпус имеет втулку 4, частично расположенную в корпусе и в стакане. Во втулке 4 соосно игле 3 выполнен входной канал 5, в котором расположен один конец стержня с продольными пазами. Другой конец стержня имеет конусную головку 9 с канавками 16 на ее конусной поверхности, которые имеют переменную глубину, уменьшающуюся к вершине. Дно 17 канавки 16 наклонено к оси 18 стержня. Конусная головка 9 расположена в конусном выходном отверстии 8, выполненном в дне 7 стакана. В полости 11 стакана 2 установлен упор 14, ограничивающий перемещение иглы 3. На стержне выполнен цилиндрический участок 12, диаметр которого соответствует диаметру входного отверстия. При нажатии формой на стакан 2 он смещает иглу 3, цилиндрический участок 12 которой запирает входной канал 5. При этом материал сжимается в полости 11 стакана, его давление на дно канавок 16 на головке смещает иглу 3 и открывает выходное отверстие 8. Дозированное количество материала впрыскивается в форму. После отвода формы стакан 2 и игла 3 возвращаются в исходное положение под действием давления материала на иглу 3 во входном канале 5. 1 ил.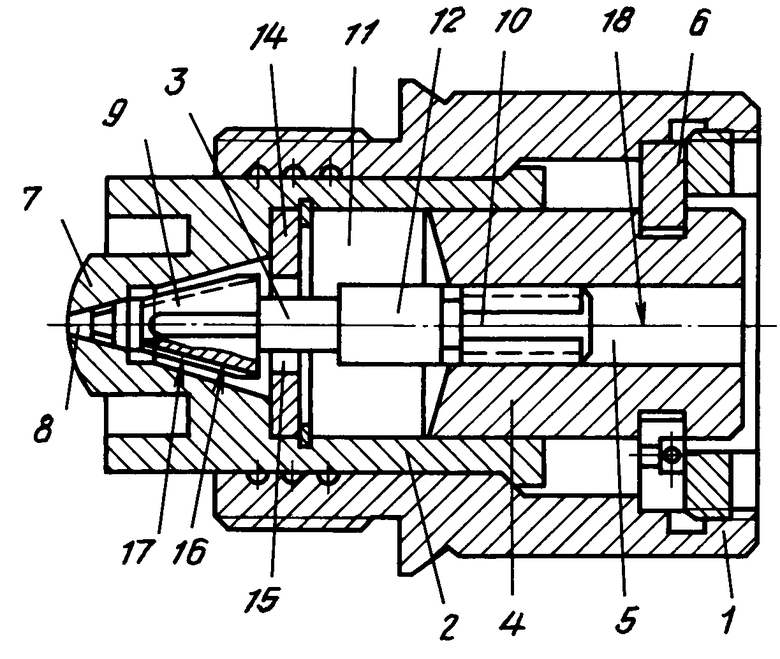
СОПЛО ДЛЯ ЗАПОЛНЕНИЯ ФОРМ, содержащее расположенные концентрично корпус, стакан и запирающую иглу с цилиндрическим участком и конусной головкой, расположенной в дне стакана, установленного с возможностью возвратно-поступательного перемещения в корпусе, входной канал для подачи расплава, сообщающийся с полостью в стакане, отличающееся тем, что запирающая игла установлена в стакане с помощью втулки, которая концентрично расположена в зазоре между иглой и стаканом и связана с корпусом, а входной канал выполнен по центру втулки, причем цилиндрический участок иглы выполнен диаметром, соответствующим диаметру входного канала, на рабочем конце иглы выполнены расположенные вдоль образующей пазы, на конусной головке иглы выполнены канавки для поступления расплава.
| Установка для изготовления колбасных изделий без оболочки | 1982 |
|
SU1584872A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
