Изобретение относится к переработке пластических масс методом литья под давлением и может быть использовано в химической промышленности и машиностроении в горячеканальных пресс-формах для изготовления деталей из пластмасс.
Для точного высококачественного литья изделий из пластмасс используются пресс-формы с горячеканальными системами и запирающимися соплами инжекторов, исключающими дальнейшие дополнительные операции по удалению остатков литниковой системы ручным, механическим или иными способами. Это позволяет отливать изделия в автоматическом режиме без участия человека. В таких пресс-формах используются запирающие иглы, перекрывающие сопла инжекторов после окончания стадии впрыска в формообразующие полости, с использованием электро-, пневмо- или гидропривода. Сам привод вынесен в ту неподвижную часть пресс-формы, где обеспечивается температура, сравнимая с температурой условий эксплуатации оборудования, например, термопластавтомата, ориентировочно 16÷40°С. Такое оборудование является сложным и дорогостоящим.
Известно самозапирающееся сопло литьевой машины для переработки пластмасс (авторское свидетельство СССР №1063616, МПК5 B29F 1/03, опубл. 30.12.1983 г.), содержащее корпус с отверстием для расплава, наконечник с проходным каналом, соединенным с корпусом, и упругий элемент в виде прямоугольной пластины, выполненный составным из двух частей с линией стыковки, размещенной по центральной оси проходного канала и размещенный между смежными поверхностями корпуса и наконечника, причем каждая из частей закреплена одним концом между смежными поверхностями корпуса и наконечника, которые выполнены коническими.
Недостатком данного самозапирающегося сопла является необходимость использования повышенного давления при подаче расплава, для открытия пластин упругого элемента, что усложняет конструкцию и повышает трудоемкость процесса формовки.
Известно сопло самозапирающееся для заполнения форм (патент РФ №109044, МПК В29С 45/23, опубл. 10.10.2011 г. ), содержащее плунжер, концентрично расположенный в корпусе с возможностью возвратно-поступательного перемещения, имеющий каналы для прохождения расплава, сообщающиеся с корпусом, причем плунжер выполнен подпружиненным с возможностью перекрытия канала для прохода расплава в момент отвода его от формы, другой конец пружины упирается в герметично установленную в корпусе заглушку для ограничения движения плунжера с каналом для прохождения расплава.
Указанное сопло имеет недостаточную надежность в работе вследствие нагрева пружины, снижающего ее упругие свойства.
Известно инжекционное сопло литьевой машины для пластмасс (патент РФ №2021132, МПК В29С 45/23, опубл. 15.10.1994 г. ), содержащее корпус с центрально расположенным питающим каналом, клапан с подводящими и центральным каналами, наконечник с выходным каналом и упругий элемент, действующий на наконечник, соединенный резьбой с клапаном, причем упругий элемент выполнен в виде пластинчатой пружины, один конец которой закреплен на корпусе литьевой машины, а другой выполнен в форме вилки, охватывающей наружный диаметр клапана и упирающейся в наконечник.
Указанное сопло также не обладает достаточной надежностью в работе и долговечностью использования вследствие нагрева пружины, снижающего ее упругие свойства.
Известно запирающееся сопло инжектора в пресс-форме с горячеканальными системами Bacchus (www.dme.net), содержащее корпус форсунки, цилиндрический нагреватель, термопару, титановое уплотнительное кольцо, втулку форсунки, наконечник со сквозным отверстием, переходник со встроенным фильтром, запирающую иглу, сопло инжектора, уплотнение и привод иглы.
Недостатком такой системы является необходимость ее оснащения пневмо-, электро- или гидроприводом с соответствующими системами управления и переключения, что повышает габариты пресс-формы, увеличивает ее сложность и понижает надежность работы.
Задачей изобретения является упрощение конструкции и повышение эксплуатационной надежности инжектора.
Техническим результатом изобретения является снижение габаритов, массы и увеличение свободного хода подвижной части пресс-формы, за счет отсутствия дополнительных приводов и дополнительной плиты для их крепления.
Указанный результат достигается самозапирающимся инжектором впрыска расплава полимера, включающим корпус и крышку, размещенные в кожухе с расположенным внутри него нагревателем, причем внутри корпуса размещен с возможностью свободного хода конусообразный клапан запирания с уплотнительными кольцами, с которым механически связаны два толкателя клапана, расположенные с возможностью свободного перемещения в отверстиях крышки инжектора, а сзади к клапану примыкает герметичная волновая объемная пружина, полость которой заполнена жидкостью с температурой испарения более 100°С и закрыта крышкой пружины, имеющей входной канал для прохода расплава полимера, а в крышке инжектора выполнено соосно конусному наконечнику клапана запирания сопло впрыска, имеющее конусообразную уплотнительную поверхность для стыковки с наконечником клапана запирания, причем сопло соединено с каналом для прохода расплава полимера, проходящим через корпус и крышку инжектора.
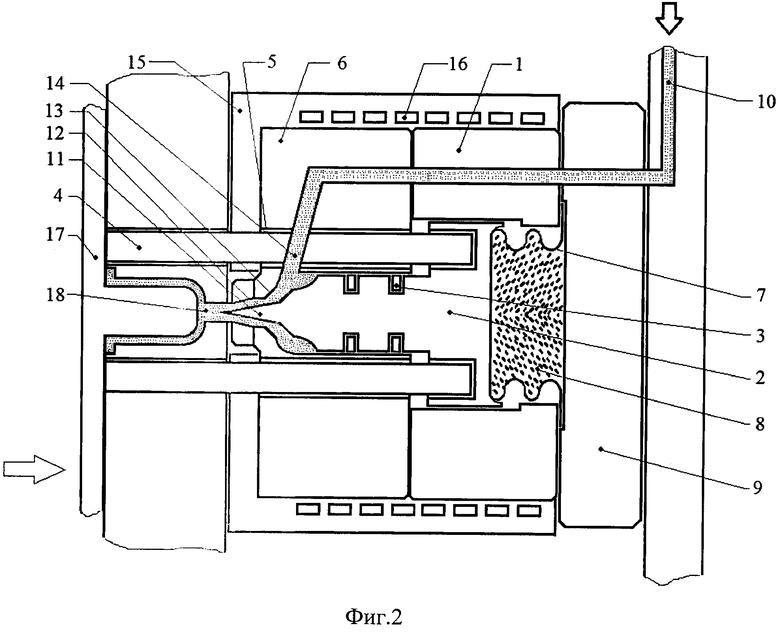
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена принципиальная схема расположения инжектора в пресс-форме, при разомкнутой плите пуансона, на фиг. 2 изображена принципиальная схема расположения инжектора в пресс-форме, при замкнутой плите пуансона.
Самозапирающийся инжектор впрыска расплава полимера (фиг. 1) включает корпус 1, внутри которого размещен с возможностью свободного хода конусообразный клапан запирания 2, с уплотнительными кольцами 3, с которым механически связаны два толкателя 4 клапана, расположенные с возможностью свободного перемещения в отверстиях 5 крышки 6 инжектора, причем сзади к клапану 2 примыкает герметичная волновая объемная пружина 7, полость 8 которой заполнена жидкостью с температурой испарения более 100°С и закрыта крышкой 9 пружины, имеющей входной канал 10 для прохода расплава полимера, а в крышке инжектора 6 выполнено соосно конусному наконечнику 11 клапана запирания 2 сопло впрыска 12, имеющее конусообразную уплотнительную поверхность 13 для стыковки с конусным наконечником 11 клапана запирания. Сопло 12 соединено с каналом 14 подачи расплава полимера, проходящим через корпус 1 и крышку 6 инжектора, которые размещены в кожухе 15 с расположенным внутри него нагревателем 16. Уплотнительные кольца 3 исключают протечку расплава полимера между клапаном 2 и корпусом 1.
В исходном состоянии (фиг. 1) плита пуансонов 17 раздвинута, толкатели 4 клапана 2 находятся в свободном состоянии. Сзади к клапану 2 примыкает волновая объемная пружина 7. Инжектор разогревается до рабочей температуры (в пределах 160÷290°С), при этом во внутренней полости волновой объемной пружины за счет испарения жидкости растет давление, пружина расширяется, создавая необходимое усилие для перемещения клапана 2, который запирает сопло впрыска 12. Расплав полимера не поступает в полость отливки.
При замыкании пресс-формы (фиг. 2) подвижная плита пуансонов 17 давит на толкатели 4 клапана 2, которые в свою очередь отодвигают клапан 2, при этом волновая объемная пружина 7 сжимается. Клапан 2 освобождает уплотнительную конусную поверхность 13 инжектора, открывая сопло 12 для свободного прохождения расплава полимера и впрыска его в формообразующую полость 18. По окончании застывания отливки подвижную плиту пуансонов 17 раздвигают, отливку изымают. В дальнейшем цикл повторяется. Форму, геометрию, количество испаряемой жидкости волновой объемной пружины 7 рассчитывают под конкретные условия. После окончания работы инжектор остывает, жидкость внутри волновой объемной пружины 7 конденсируется, и давление внутри нее становится равным атмосферному. Материал, из которого изготавливают пружину 7, например, бериллиевая бронза, не теряет своих механических свойств при рабочей температуре расплава полимера.
Таким образом, применение самозапирающегося инжектора впрыска расплава полимера при изготовлении деталей в пресс-форме позволит снизить габариты, массу и увеличить свободный ход подвижной части пресс-формы, за счет отсутствия дополнительных приводов и дополнительной плиты для их крепления и тем самым упростить конструкцию пресс-формы и повысить эксплуатационную надежность инжектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНОЕ СОПЛО ДЛЯ ВПРЫСКА РАСПЛАВА В БОКОВОМ НАПРАВЛЕНИИ | 2010 |
|
RU2530103C2 |
| Горячеканальная литьевая форма | 1977 |
|
SU640848A1 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО СУСПЕНЗИИ МЕТАЛЛИЧЕСКОГО СПЛАВА | 2006 |
|
RU2371281C2 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРСУНКА ДЛЯ ПОПЕРЕЧНОГО ВПРЫСКА | 2009 |
|
RU2490123C2 |
| Самозапирающееся сопло литьевой машины для переработки пластмасс | 1982 |
|
SU1063616A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МЕТОДОМ ИНЖЕКЦИИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ИМЕЮЩЕГО ДЕНДРИТНЫЕ СВОЙСТВА, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023532C1 |
| Роторная машина для литья пластмасс под давлением | 1990 |
|
SU1717388A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ | 2010 |
|
RU2455159C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ ЩЕТКИ И ЗУБНАЯ ЩЕТКА | 2012 |
|
RU2611527C2 |
Изобретение относится к переработке пластических масс методом литья под давлением и может быть использовано в химической промышленности и машиностроении в горячеканальных пресс-формах для изготовления деталей из пластмасс. Самозапирающийся инжектор впрыска расплава полимера включает корпус и крышку, которые размещены в кожухе с расположенным внутри него нагревателем, причем внутри корпуса размещен с возможностью свободного хода конусообразный клапан запирания с уплотнительными кольцами. С последними механически связаны два толкателя клапана, расположенные с возможностью свободного перемещения в отверстиях крышки инжектора. Сзади к клапану примыкает герметичная волновая объемная пружина, полость которой заполнена жидкостью с температурой испарения более 100°С и закрыта крышкой пружины, имеющей входной канал для прохода расплава полимера. В крышке инжектора выполнено соосно конусному наконечнику клапана запирания сопло впрыска, имеющее конусообразную уплотнительную поверхность для стыковки с наконечником клапана запирания. Сопло соединено с каналом для прохода расплава полимера, проходящим через корпус и крышку инжектора. Технический результат, достигаемый при использовании инжектора по изобретению, заключается в снижении габаритов и массы и увеличения свободного хода подвижной части пресс-формы. 2 ил.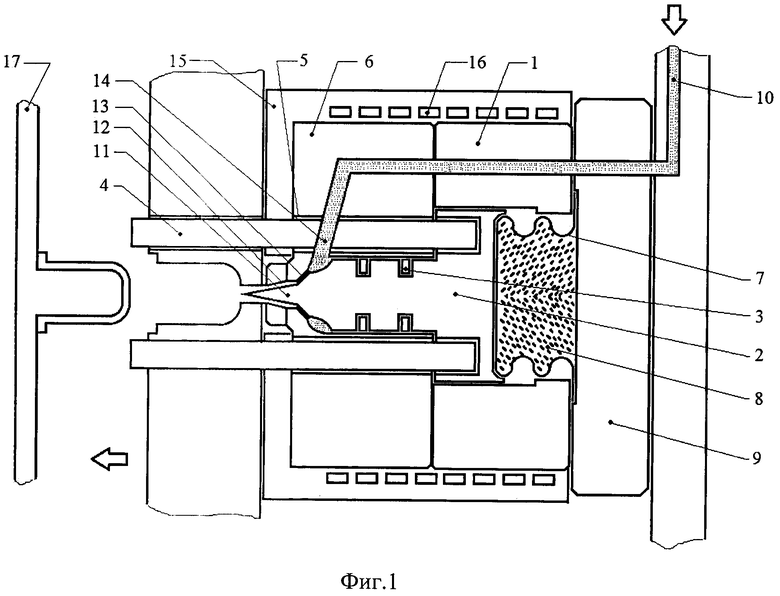
Самозапирающийся инжектор впрыска расплава полимера, включающий корпус и крышку, размещенные в кожухе с расположенным внутри него нагревателем, причем внутри корпуса размещен с возможностью свободного хода конусообразный клапан запирания с уплотнительными кольцами, который механически связан с двумя толкателями клапана, расположенными с возможностью свободного перемещения в отверстиях крышки инжектора, а сзади к клапану примыкает герметичная волновая объемная пружина, полость которой заполнена жидкостью с температурой испарения более 100°C и закрыта крышкой пружины, имеющей входной канал для прохода расплава полимера, а в крышке инжектора выполнено соосно конусному наконечнику клапана запирания сопло впрыска, имеющее конусообразную уплотнительную поверхность для стыковки с наконечником клапана запирания, соединенное с каналом для прохода расплава полимера, проходящим через корпус и крышку инжектора.
| ИНЖЕКЦИОННОЕ СОПЛО ЛИТЬЕВОЙ МАШИНЫ ДЛЯ ПЛАСТМАСС | 1991 |
|
RU2021132C1 |
| ЛОЖЕЧКО Ю.П., Литье под давлением термопластов, Санкт-Петербург, Профессия, 2010, с.76-78 | |||
| US 8047836 B2, 01.11.2011 | |||
| ИНЖЕКЦИОННОЕ СОПЛО ДЛЯ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ МАТЕРИАЛА С МЕТАЛЛИЧЕСКИМИ СВОЙСТВАМИ, И СОЕДИНЕНИЕ СОПЛА И ЛИТНИКОВОЙ ВТУЛКИ | 2001 |
|
RU2277454C2 |
| РАЗНЕСЕННАЯ РАДИОЛОКАЦИОННАЯ СИСТЕМА ДЛЯ ОБНАРУЖЕНИЯ, СОПРОВОЖДЕНИЯ И ПОДСВЕТА ЦЕЛЕЙ | 2008 |
|
RU2374596C1 |

