Изобретение относится к заливке металла под низким давлением в песчаную многоступенчатую форму.
Известен способ заливки песчаной многоступенчатой формы при низком давлении, при котором подача металла производится через заливочный канал большого сечения и на каждой ступени через по меньшей мере один промежуточный канал и через питатели.
Способ имеет следующие недостатки, обусловленные большим сечение канала или каналов: в потоке металла создаются сильные турбулентности, что ускоряет эрозию песка и захват пузырьков воздуха, что ухудшает качество получаемых деталей; невозможно заставить быстро подняться металл до верха заливочного канала и заполнение идет ступень за ступенью, а это не позволяет использовать все преимущества разливки под низким давлением; когда давление сбрасывается после затвердевания питателей, за счет чего образуются пробки, то находящийся в промежуточном канале металл, который имеет относительно большой объем и значительно охлажден, возвращается в разливной ковш. При последующей разливке этот менее горячий металл первым поднимается в заливочный канал, а это сказывается на качестве некоторых литых деталей. По этой причине при каждой разливке требуется чрезмерное перемещение металла.
Цель изобретения устранение этих недостатков.
Для достижения цели на каждой ступени на входе промежуточных каналов металл подвергают дросселированию для воздействия на него разрежения. Металл подвергают воздействию разрежения после входа в промежуточные каналы, в частности при входе в питатели. В заливочный канал подают такое количество жидкого металла, чтобы был подъем этого металла выше всех промежуточных каналов. Давление на металл в форме удерживают до тех пор, пока не затвердевают все промежуточные каналы, затем это давление сбрасывается.
Песчаная форма для реализации способа имеет заливочный канал и по меньшей мере две ступени. На каждой ступени предусмотрена по меньшей мере одна полость, которая запитывается через питатели. Форма отличается тем, что питатели соединены с заливочным каналом при помощи по меньшей мере одного промежуточного канала. Сумма площадей входных сечений промежуточных каналов каждой ступени меньше площади сечения заливного канала, а сумма площадей сечений питателей, соединенных с одним и тем же промежуточным каналом, не меньше площади входного сечения этого канала. Каждая полость запитывается через два промежуточных канала, расположенных с двух сторон заливного колодца. Сумма площадей входных сечений промежуточных каналов каждой ступени формы на 10% меньше площади сечения заливочного канала.
Устройство для разливки металла при низком давлении в многоступенчатую песчаную форму имеет заливочный ковш, из которого выходит открытый вверх металлопровод, источник газа под давлением, соединенный с ковшом, пот меньшей мере одну песчаную форму, которая имеет открытый вниз заливочный канал и две ступени, на каждой из которых предусмотрена одна полость, запитываемая через питатели, соединяемые с заливочным каналом через один промежуточный канал. Имеются средства для установки основания заливочного канала на металлопровод.
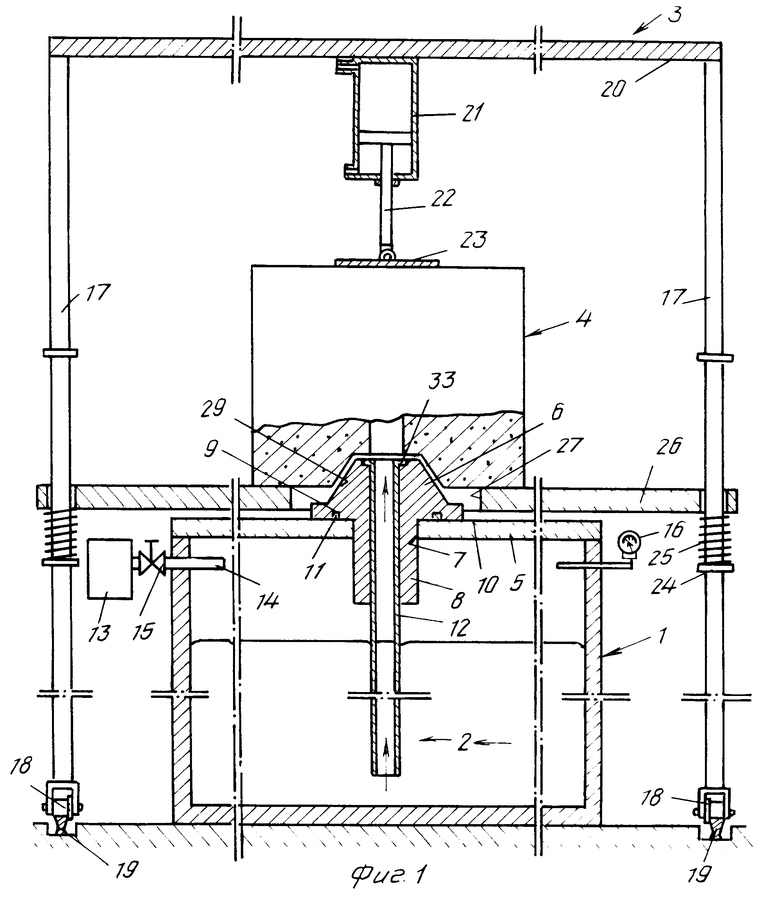
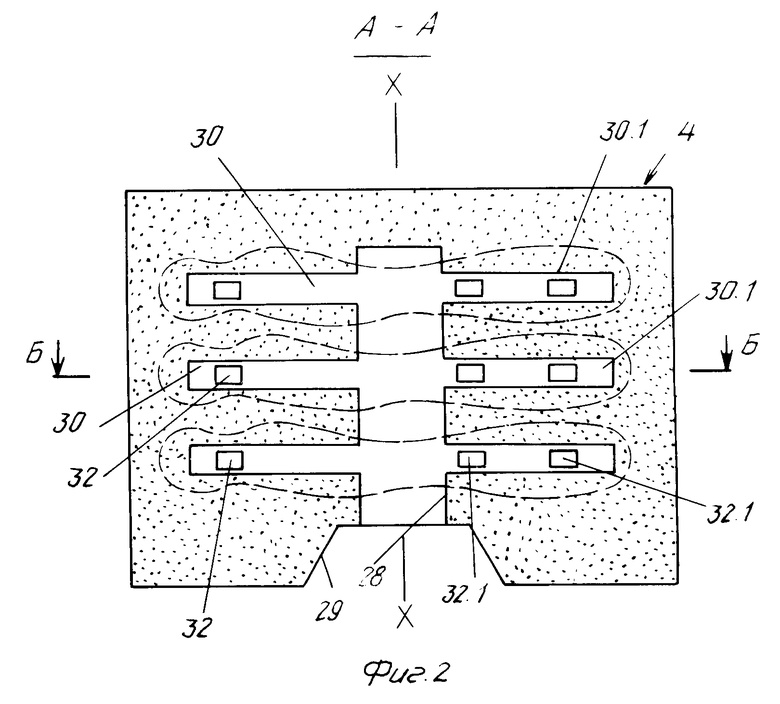
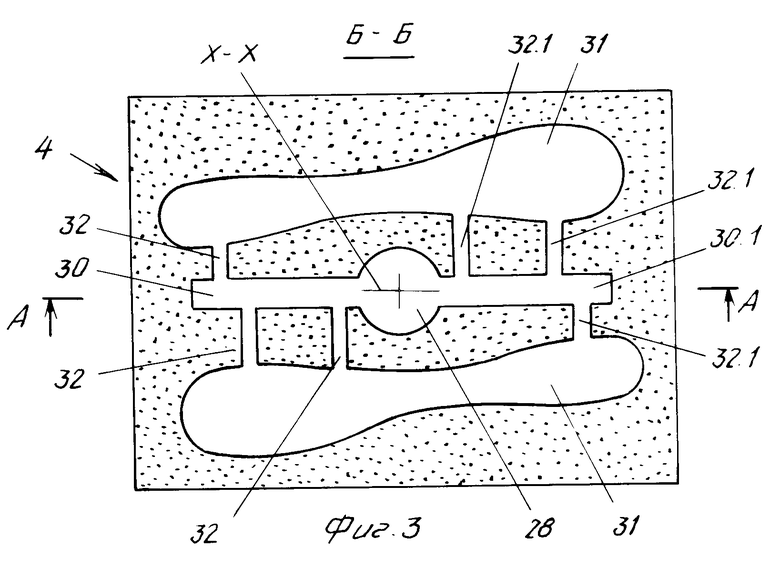
На фиг.1 показано устройство для заливки, вертикальный разрез; на фиг.2 разрез А-А на фиг.3; на фиг.3 разрез Б-Б на фиг.2.
Устройство имеет камеру 1, образующую ковш или резерв жидкого металла 2, станину 3 для удержания формы и форму 4 из песка. Они применяются для разливки под низким давлением чугуна (серый чугун или чугун со сфероидальным графитом), стали или суперсплава в форму 4. Неподвижный ковш имеет верхнюю крышку 5, которая герметично закрепляется к боковым стенкам при помощи соответствующих средств (не показаны). Заливной патрубок 6 проходит через отверстие 7 в крышке 5. Патрубок 6 имеет нижнюю трубчатую часть 8, наружный диаметр которой соответствует диаметру отверстия 7, и верхнюю часть 9 в форме усеченного конуса, которая герметично прижимается по краю отверстия 7 своим основанием 10. Герметизирующая прокладка в виде асбестового шнура 11 укладывается в проточке в основании 10 патрубка. Через патрубок 6 проходит металлопровод 12 из огнеупорного материала, который погружен в чугун почти до основания у ковша. Верхняя часть металлопровода 12 выходит в центре патрубка 6 на уровне верхней плоской части патрубка.
Ковш соединяется с источником 13 давления газа при помощи трубопровода 14, соединение ковша с источником давления или с атмосферой осуществляется при помощи соответствующего устройства 15, внешнему по отношению к ковшу. Давление в ковше контролируется при разливке при помощи манометра 16. Станина 3 имеет колонны 17. В основании расположены колеса 18, перемещающиеся по двум рельсам 19. Верхние концы колонн 17 соединяются плитой 20, на которой имеется направленный вниз домкрат 21. На нижнем конце штока поршня шарнирно закреплена опорная пластина 23.
На каждой из колонн 17 имеется фланец 24, на который опирается геликоидальная пружина 25. Вдоль колонн выше фланцев 24 может вертикально скользить горизонтальная опорная пластина 26. Эта пластина постоянно упирается в верхний конец пружин 25 и перемещается пружинами вверх. Если на пластину 26 не действует никакое давление, направленное вниз, пластина находится на уровне выше верхней стороны патрубка 6. В пластине имеется круглое отверстие 27 с диаметром, достаточным для пропускания патрубка 26.
Форма 4 представляет собой массивную многоступенчатую форму, например, с тремя ступенями, как показано на фиг.2. В ней имеется вертикальный заливочный канал 28 круглого сечения, которое почти равно сечению металлопровода 12. Этот канал 28 открыт в основании, в котором имеется проточка 29 расширенной конической формы, соответствующей форме патрубка 6. Он доходит до определенного расстояния от верхнего конца формы.
Все три ступени идентичные, и структура каждой ступени показана на фиг. 3. От заливочного канала 28 горизонтально отходят два канала 30 и 30.1, которые идут как продолжение один другого по обе стороны канала 28. Ступень имеет две полости 31 удлиненной формы, они идентичны. Каждая полость, которая находится с одной и другой стороны канала 28, запитывается тремя питателями. В показанном примере для каждой полости имеется один питатель 32 с одной стороны канала 28 и два питателя 32 с другой. Три питателя соединяют полости с каналом 30, а три питателя 32.1 соединяют с их каналом 30.1. Таким образом, каждый канал 30 или 30.1 соединяет заливочный канал со всеми питателями, расположенными с одной стороны канала 28 и осуществляет запитывание двух полостей ступени.
Каналы 30 и 30.1 имеют относительно небольшое сечение. Более точно, сумма площадей сечения промежуточных каналов 30, 30.1 одной ступени определено меньше площади сечения канала 28, например, меньше на 10% этой площади. Если каналы имеют переменное сечение, то этому условию удовлетворяет входное сечение. Сумма площадей сечений питателей, соединенных с одним каналом, не меньше площади сечения, или входного сечения этого канала.
Устройство работает следующим образом. Когда станина удалена от ковша, на дно проточки 29 формы 4 помещается соответствующая герметизирующая огнеупорная прокладка 33. Форма 4, в каждой полости которой размещается не показанный стержень, устанавливается на пластину 26 и центрируется на отверстии этой плиты 27, затем станина 3 по рельсам 19 устанавливается над ковшом с жидким чугуном, так чтобы патрубок 8 находился напротив проточки 29 формы. Затем приводится в действие домкрат 21, так чтобы, через посредство пластины 23, опустить форму 4 и ее опору 26 против действия пружины 25. За счет этой операции сжимается прокладка 33 между дном проточки 29 и патрубком 6, этим обеспечивается герметичное соединение заливочного канала 6 с трубой подачи.
Затем ковш соединяется с источником давления 13 путем переключения устройства 15. Действующее на свободную поверхность чугуна давление заставляет подняться чугун. Чугун заполняет канал 28 формы, каналы 30 и 30.1 и питатели 31. Давление выдерживается в течение определенного времени, в зависимости от размеров и формы получаемых деталей. В течение этого времени колодец 28 играет роль резерва или избытка металла, подавая в полости дополнительный жидкий чугун, который компенсирует усадку. Затем питатели и промежуточные каналы затвердевают, давление газа в ковше доводится до величины атмосферного давления за счет переключения устройства 15, и жидкий чугун, находящийся в канале 28 и в металлопроводе 12 сливается в ковш. Затем действие домкрата 21 прекращается, комплект форма 4 опора 26 отводится от патрубка 6 под действием пружин 25, и вся станина 3 горизонтально перемещается от поршня по рельсам 19.
За счет размеров каналов 30, 30.1 и создания соответствующей подачи газа по трубопроводу 14 жидкий металл быстро поднимается в канале 28. Между каналами каждой ступени устанавливается металлостатическое равновесие и две полости каждой ступени запитываются через пару соответствующих каналов 30, 30.1. Это позволяет получить одновременное заполнение всех полостей, какова бы ни была их форма. Узость промежуточных каналов ограничивает расход протекающего по ним металла, что приводит, с одной стороны, к более контролируемому заполнению, более спокойному и воспроизводимому для каждой полости разных ступеней, и, с другой стороны, к минимальному перемещению металла при каждом разливе. Этому также благоприятствует освобождение жидкого металла при его входе в питатели, за счет размеров этих питателей. В конечном счете получается улучшение качества отлитых деталей.
В качестве варианта снижение давления на металл может быть более эффективным за счет возрастающего сечения промежуточных каналов в направлении по ходу течения.
Использование промежуточных каналов в качестве обтюраторов позволяет избежать любого возврата значительно охлажденного металла в ковш, без уменьшения коэффициента использования металла. Это имеет преимущества для воспроизводимости условий литья. Немного охлажденный металл, находящийся в заливочном канале, при следующей заливке распределяется между всеми полостями формы.
Использование: для заливки металла в песчаную форму под низким давлением. Сущность способа: осуществляется многоступенчатая заливка металла под низким давлением. На каждой ступени формы сумма площадей входных сечений промежуточных каналов, через которые запитываются питатели, меньше площади сечения заливочного канала. Поток металла на входе в промежуточные каналы тем самым подвергается дросселированию. Таким образом, на металл после вхождения в каналы воздействует разрежение, что приводит к быстрому подъему металла и одновременному заполнению полостей без завихрений. 3 с. 5 з. п. ф-лы, 3 ил.
| СПОСОБ ПОДЛЕДНОГО ПРИЕМА СИГНАЛОВ СПУТНИКОВЫХ НАВИГАЦИОННЫХ СИСТЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2295808C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
