Изобретение относится к разливке металла в песчаную форму при низком давлении, имеющую несколько полостей одной ступени.
Известен способ литья под низким давлением в песчаную форму с несколькими полостями одной и той же ступени, включающий подачу металла через один промежуточный канал или два диаметрально расположенных канала, соединяющих заливочный канал с питателями.
Однако такой способ имеет следующие недостатки.
Если литые детали имеют сложную удлиненную форму и располагаются на каждой ступени асимметрично, то питатели не располагаются симметрично по отношению к каналу разлива, от которого они запитываются, а число питателей для данного канала может меняться от одной полости к другой для одной ступени. Таким образом, заполнение двух полостей не уравнивается.
Единственный канал имеет большое сечение, которое благоприятствует возникновению турбулентностей в потоке металла, и следовательно, способствует эрозии песка и захвату пузырьков воздуха, что сказывается на качестве получаемых деталей. Кроме того, при заполнении такого канала расходуется много металла.
При использовании формы с несколькими ступенями вследствие большого сечения промежуточного канала невозможно заставить быстро подняться металл до верха заливочного канала и заполнение происходит по ступеням, что не позволяет использовать все преимущества разливки при низком давлении.
Когда давление сбрасывается после затвердевания питателей, за счет чего образуются пробки, содержащийся в промежуточном канале металл, имеющий относительно большой объем, достаточно сильно охлажденный, возвращается в разливной ковш. При последующей разливке этот менее горячий металл попадает первым в заливочный канал, что снижает качество некоторых литых деталей. По этой причине при каждом разливе требуется перемещение избыточного металла.
Целью изобретения является устранение этих недостатков.
Для этого в предлагаемом способе подачу металла осуществляют по крайней мере через один промежуточный канал, причем каждый промежуточный канал питает только одну полость формы.
Целесообразно в заливочном канале обеспечить такой расход жидкого металла, чтобы вызвать подъем этого металла выше всех промежуточных каналов.
Целесообразно поддерживать давление на металл в форме до затвердевания всех промежуточных каналов, затем давление сбросить.
В предлагаемой песчаной форме, содержащей заливочный канал и по крайней мере одну ступень с несколькими полостями, эти полости запитываются через питатели, соединенные с заливочным каналом при помощи по крайней мере одного промежуточного канала, все питатели, запитываемые от одного и того же промежуточного канала, выходят в одну и ту же полость.
Каждая полость может запитываться через два промежуточных канала, расположенных по обе стороны от заливочного канала.
Сумма площадей входных сечений промежуточных каналов одной ступени может быть значительно меньше площади сечения заливочного канала.
Форма может быть выполнена многоступенчатой.
В предлагаемой установке для разливки металла под низким давлением в песчаную форму, которая имеет разливочный ковш с металлопроводом, источник газа под давлением, соединенный с разливочным ковшом, песчаную форму, которая имеет открытый вниз заливочный канал, и по крайней мере одну ступень с несколькими полостями, эти полости запитываются через питатели, соединенные с заливочным каналом через по крайней мере один промежуточный канал, и средства для присоединения основания заливочного канала к отверстию трубы подачи, форма выполнена по описанному выше типу.
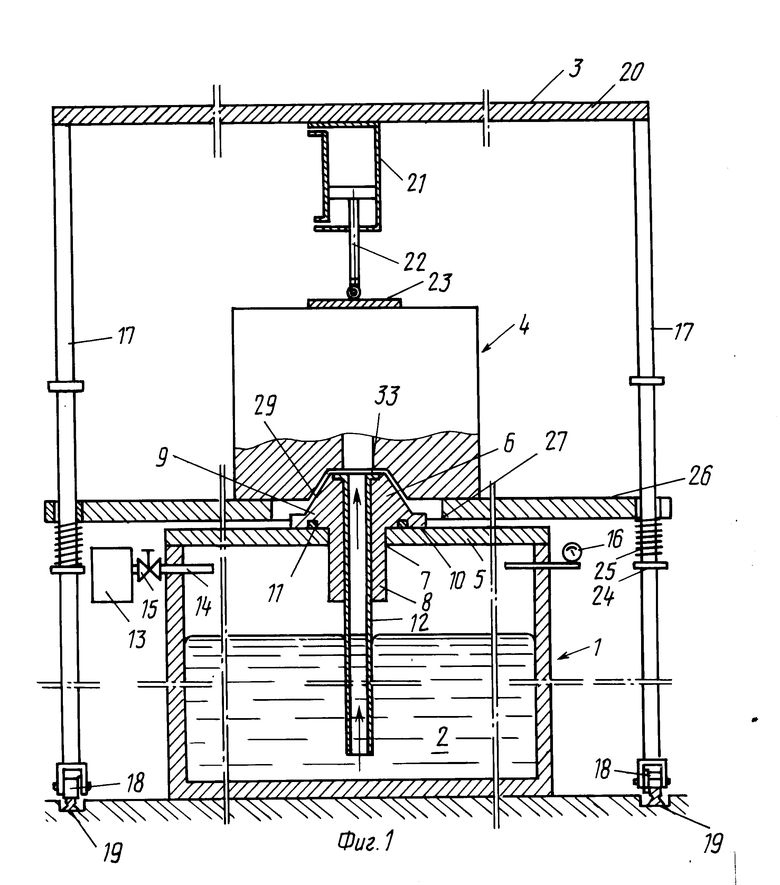
На фиг. 1 схематично представлена установка для заливки, вертикальный разрез; на фиг. 2 и 3 форма в этой установке, две проекции.
Установка имеет полость (ковш) 1, образующую карман или резерв жидкого металла 2, станину 3 для крепления формы и песчаную форму 4. Она применяется для разливки в форму 4 чугуна под низким давлением (серый чугун или чугун со сфероидальным графитом).
Неподвижный ковш 1 имеет верхнюю крышку 5, которая герметично прикрепляется к боковым стенкам соответствующими средствами (не показаны). Заливочный патрубок 6 расположен в отверстии 7 крышки 5. Этот патрубок 6 имеет нижнюю трубчатую часть 8, наружный диаметр которой соответствует диаметру отверстия 7, и верхнюю часть 9 в форме усеченного конуса, которая герметично прижимается по краю отверстия 7 основанием 10. Герметизирующая прокладка 11 в виде асбестового шнура укладывается в проточке в основании 10 патрубка. Через патрубок 6 проходит металлопровод 12 из огнеупорного материала, который погружен в чугун почти до основания ковша 1, верхняя часть металлопровода 12 выходит в центре патрубка 6, на уровне его верхней плоской части.
Ковш 1 соединяется с источником 13 давления газа при помощи трубопровода 14. Соединение ковша 1 с источником 13 давления или с атмосферой осуществляется при помощи соответствующего устройства 15, внешнему по отношению к ковшу. Давление в ковше при разливе контролируется при помощи манометра 16.
Станина 3 имеет колонны 17, в основании которых имеются колеса 18, перемещающиеся по двум рельсам 19.
Верхние концы колонн 17 соединяются плитой 20, на которой имеется направленный вниз домкрат 21, на стержне поршня 22 которого, на нижнем конце, шарнирно закреплена опорная пластина 23.
На каждой из колонн 17 имеется фланец 24, в который упирается геликоидальная пружина 25. Вдоль колонн, выше фланцев 24, может вертикально скользить горизонтальная опорная пластина 26. Эта пластина постоянно упирается в верхний конец пружин 25 и перемещается пружинами вверх. Если на пластину 26 не действует низкое давление, направленное вниз, пластина находится на уровне выше верхней стороны патрубка 6. В пластине 26 имеется круглое отверстие 27 диаметром, достаточным, чтобы пропустить патрубок 6.
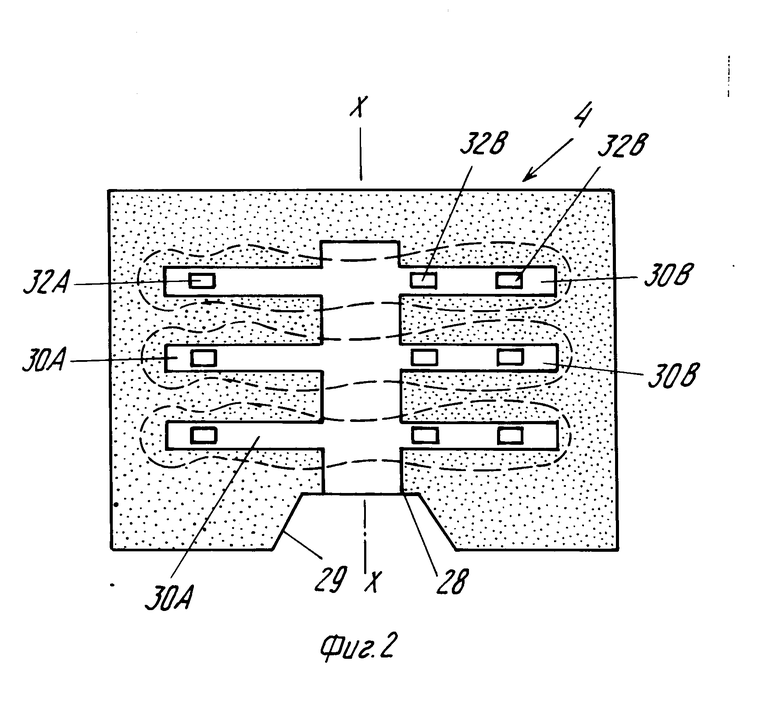
Форма 4 представляет собой массивную многоступенчатую форму, например, с тремя ступенями, как показано на фиг. 2. Она изготовлена из песка и имеет вертикальный заливочный канал 28 круглого сечения, почти равного сечению металлопровода 12. Этот канал открыт в основании, в котором имеется проточка 29 с расширенной конической формой, соответствующей форме патрубка 6. Он доходит до определенного расстояния от верхней стороны конца формы.
Все ступени формы идентичны, а структура каждой ступени показана на фиг. 3. От заливочного канала горизонтально отходят четыре промежуточных канала, из которых два канала 30A идут в одном направлении параллельно друг другу, а два других канала 30В идут в противоположном направлении, но также параллельны друг другу. Каждый канал 30В проходит по продолжению канала 30A. В каждой ступени имеются две полости удлиненной формы, они идентичны и располагаются симметрично по отношению к вертикальной оси Х-Х заливочного канала. Каждая полость, располагающаяся по обе стороны от заливочного канала 28, запитывается от трех питателей. В приведенном примере для каждой полости имеется один питатель 32A с одной стороны заливочного канала и два питателя 32В с другой стороны. Питатель 32A соединяет полость с каналом 30A, а два питателя 32В соединяют ее с каналом 30В, расположенным на продолжении этого канала. Каждый канал 30A или 30В соединяет заливочный канал только с одной полостью 31. Если рассматривать одну ступень (фиг. 3), питающие одну из полостей питатели располагаются в зависимости от потребностей заливки полости металлом, они находятся на разных расстояниях от оси Х-Х и не обязательно располагаются напротив питателей, которые запитывают другую полость.
Каналы 30A и 30В имеют относительно маленькое сечение, поскольку через каждый из них запитывается только очень небольшое число питателей. Более точно сумма площадей сечений промежуточных каналов 30A, 30В одной ступени меньше площади сечения заливочного канала 28, например меньше на 10% этой площади. Если эти каналы имеют переменное сечение, то этому условию удовлетворяет их входное сечение.
Установка работает следующим образом.
Станина 3 удаляется от ковша 1, на основание проточки 24 формы 4 устанавливается соответствующая огнеупорная герметизирующая прокладка 33. Форма 4, в которой в каждой полости устанавливается стержень (не показан), помещается на пластину 26 и центрируется на отверстии 27 этой пластины, затем станина 3 подводится по рельсам над ковшом 1 с жидким чугуном, так чтобы патрубок 6 находился напротив проточки 29 формы. Затем срабатывает домкрат 21, так чтобы форма 4 и ее опорная пластина 26 при помощи пластины 23 опускались против действия усилия пружин 25. За счет этой операции прокладка 33 зажимается между основанием проточки 29 и патрубком 6, за счет чего обеспечивается герметичное соединение заливочного канала с металлопроводом.
Затем ковш 1 соединяется с источником 13 давления за счет действия устройства 15. Давление, которое действует на свободную поверхность чугуна, заставляет подниматься чугун по металлопроводу 12. Чугун заполняет заливочный канал 28 формы, каналы 30A и 30В и полости 31. Давление удерживается в течение времени, определяемого в зависимости от размеров и формы получаемых деталей. В течение этого времени заливочный канал играет роль резерва или излишка металла, подавая в полости дополнительный жидкий чугун для компенсации усадки. Затем питатели и промежуточные каналы затвердевают, давление газа в ковше 1 доводится до величины атмосферного за счет действия устройства 15, и жидкий чугун, находящийся в заливочном канале 28 и в металлопроводе 12, опускается в ковш 1 и освобождает эти два трубопровода.
Затем действие домкрата 21 прекращается и комплект форма 4 опора 26 под действием пружин 25 отводится от патрубка 6, при этом станина 3 горизонтально перемещает ковш по рельсам 19.
За счет выбора размеров каналов 30A и 30В, о чем говорилось выше, и обеспечивая соответствующий расход газа по трубопроводу 14, жидкий металл быстро поднимается в заливочном канале 28, обеспечивая достаточную металлостатическую высоту, так чтобы индивидуально запитывать каждую полость через пару каналов 30A и 30В. Это позволяет получить сбалансированное и одновременное заполнение всех полостей независимо от ступени и независимо от их формы. Кроме того, за счет узости промежуточных каналов ограничивается расход металла, протекающего через них, что приводит к минимальному перемещению металла при каждой разливке и к более контролируемому и более спокойному заполнению полостей. В результате получается лучшее качество литых деталей.
Следует также отметить, что использование промежуточных каналов в качестве обтюраторов позволяет избежать любого возврата сильно охлажденного металла в ковш без уменьшения коэффициента использования металла. Это имеет преимущества для воспроизводимости условий литья. Кроме того, находящийся в канале немного охлажденный металл при следующей разливке распределяется между всеми полостями формы и тепловой баланс за счет этого будет особенно хорошим.

Изобретение относится к области заливки металла под низким давлением в песчаную форму, которая на каждой ступени имеет несколько полостей, запитывающихся через питатели, соединенные с заливочным каналом при помощи по крайней мере одного промежуточного канала. Все питатели, запитываемые от одного и того же промежуточного канала, выходят в одну полость. Способ применяется для разливки деталей с тонкими стенками и удлиненной формы или расположенными в форме асимметрично. 3 с. и 5 з.п.ф-лы, 3 ил.
| СПОСОБ ПОДЛЕДНОГО ПРИЕМА СИГНАЛОВ СПУТНИКОВЫХ НАВИГАЦИОННЫХ СИСТЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2295808C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
