Изобретение относится к разливке металла под низким давлением в песчаную форму.
Известен способ разливки металла при низком давлении в песчаную форму, которая имеет заливочный канал, по меньшей мере одну полость и питатели, при этом металл подают по заливочному каналу через питатели в полости формы.
Целью изобретения является улучшение техники разливки при низком давлении так, чтобы уменьшить частоту появления таких дефектов.
Предметом изобретения является способ описанного выше типа, отличающийся тем, что производят замедление металла при его прохождении через питатели, а в заливочном канале поддерживают такой расход жидкого металла, чтобы вызвать подъем этого металла выше работающих питателей.
Предметом изобретения является также форма из песка для достижения этих целей. Эта форма имеет заливочный канал, открытый вниз, по меньшей мере одну полость и питатели, соединяющие заливочный канал с этой полостью или с этими полостями, и отличается тем, что сумма площадей сечения работающих питателей в каждый момент заливки превышает площадь сечения заливочного канала или же по меньшей мере будет величиной такого же порядка.
В случае формы с несколькими полостями сумма площадей сечений всех питателей может быть больше площади сечения заливочного канала или по меньшей мере такого порядка, как и эта площадь.
В случае, если питатели распределены на n ступеней, площадь сечения заливочного канала может быть в пределах между суммой площадей сечений питателей (n-1) ступеней и суммой площадей всех питателей.
Если в форме имеются группы заливных питателей, каждый из которых запитывается через промежуточный канал, предпочтительно, чтобы площадь сечения каждого канала была не больше суммы площадей сечений питателей, которые выходят от этого канала.
Предметом изобретения является также установка разливки металла при низком давлении, в котором применяется такая форма. Эта установка имеет литейный ковш, из которого выходит металлопровод, открытый снизу, источник газа под давлением, соединенный с литейным ковшом, по меньшей мере одну песчаную форму, в которой имеется заливочный канал, открытый вниз, по меньшей мере одна полость и питатели, соединяющие заливочный канал с этой полостью или с этими полостями, а также средства для соединения основания заливочных каналов с отверстием металлопровода, она отличается тем, что форма соответствует приведенному выше описанию.
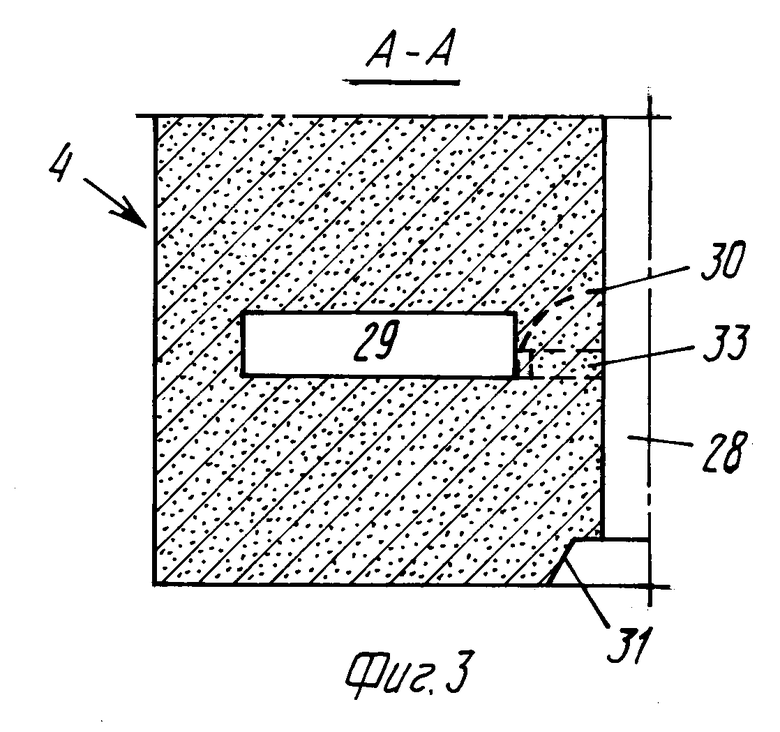
На фиг.1 схематически показан вертикальный разрез установки для заливки металла; на фиг.2 форма, фиг.3; на фиг.3 разрез А-А на фиг.2.
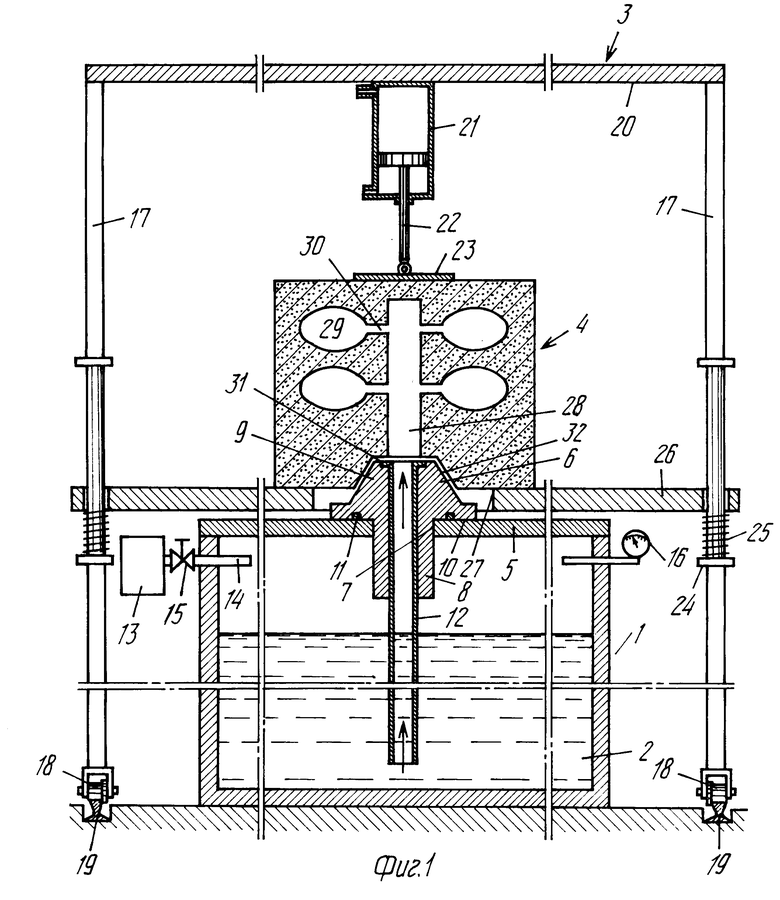
Показанная на фиг.1 установка содержит камеру 1, образующую литейный ковш, или резерв жидкого металла 2, станину 3 для удержания формы и песчаную форму 4. Установка применяется для разливки при низком давлении чугуна (серый чугун или чугун со сфероидальным графитом), стали или суперсплавов в форму 4.
Неподвижный ковш 1 имеет верхнюю крышку 5, герметично закрепленную на боковых стенках соответствующими средствами (не показаны). Заливочный патрубок 6 проходит через отверстие 7 в крышке 5. Этот патрубок 6 имеет нижнюю трубчатую часть 8, наружный диаметр которой соответствует диаметру отверстия 7, и верхнюю часть 9, в общем случае конической формы, которая герметично накладывается на наружную поверхность отверстия 7 большим плоским основанием 10. Герметизирующая прокладка 11 из асбеста располагается в проточке, сделанной в основании 10 патрубка. Через патрубок 6 проходит металлопровод 12 из огнеупорного материала, который погружен в чугун почти до основания ковша 1, верхняя часть металлопровода 12 выходит в центре патрубка 6 на уровне верхней плоской стороны патрубка.
Ковш 1 соединяется в источником 13 давления газа при помощи трубопровода 14, соединение ковша 1 с источником 13 давления или с атмосферой осуществляется при помощи соответствующего устройства 15, внешнего по отношению к ковшу. Манометр 16 позволяет определять давление внутри ковша при разливке.
Станина 3 имеет колонны 17, на нижнем конце которых имеются колеса 18, перемещающиеся по рельсам 19. Верхние концы колонны 17 соединяются пластиной 20, в которой имеется домкрат 21, направленный вниз, на тяге поршня 22 на нижнем конце шарнирно закреплена опорная плита 23.
На каждой колонне 17 имеется фланец 24, на который опирается геликоидальная пружина 25. Горизонтальная опорная пластина 26 может вертикально перемещаться вдоль части колонны 17, расположенной выше фланцев 24, эта пластина 26 постоянно упирается в верхний конец пружин 25 и толкается пружинами вверх. Если на пластину 26 не действует никакое давление вниз, она находится на уровне выше верхней стороны патрубка 6. В пластине 25 сделано круглое отверстие 27 диаметром, достаточном для пропускания патрубка 6.
Форма 4 представляет собой песчаную форму, сделанную по меньшей мере из двух частей. В этой форме имеется заливочный канал 28 и четыре полости 29, каждая из которых соединяется с колодцем 28 при помощи питателя 30, полости располагаются на двух ступенях.
Канал 28 вертикальный, его круговое сечение почти равно сечению металлопровода 12. Канал открыт в основании, которое представляет собой выемку 31 конической уширенной формы, которая сопрягается с формой патрубка 6. Канал приходит на определенное расстояние от стороны верхнего конца формы.
Четыре питателя 30 параллельны попарно и почти горизонтальные, они имеют прямоугольное сечение (величина этого сечения будет рассмотрена дальше).
Установка работает следующим образом.
Станина 3 удалена от ковша 1, в основание выемки 31 формы 4 устанавливается соответствующая герметизирующая огнеупорная прокладка 32. Форма 4, в каждой полости которой имеется сердечник (не показан), устанавливается на пластине 26 и центрируется на отверстии 27 этой пластины, затем по рельсам 19 станина 3 устанавливается над ковшом 1 жидкого чугуна так, чтобы патрубок 6 находился против выемки 31 формы. Затем приводится в действие домкрат 21, который при помощи пластины 23 опускает форму 4 и ее опору 26 против действия пружин 25. При этой операции прокладка 32 зажимается между основанием выемки 11 и патрубком 6, обеспечивая герметичное соединение заливочного канала с металлопроводом.
Затем ковш 1 соединяется с источником 13 давления за счет устройства 15. Действующее на свободную поверхность чугуна давление заставляет подниматься чугун в металлопроводе 12. Чугун заполняет канал 28 формы, питатели 30 и полости 29. Давление удерживается в течение определенного времени в зависимости от размеров, форма изготавливаемых деталей и системы питания. В течение этого времени канал 28 играет роль резерва или избытка металла в форме, подавая в полости дополнительный жидкий чугун для компенсации усадки. Затем питатели 30 затвердевают, давление газа в ковше 1 доводится до величины атмосферного давления при помощи устройства 15, а жидкий чугун, находящийся в канале 28 и в трубе 1, опускается в ковш 1, освобождая их.
Затем домкрат 21 перестает действовать, комплект форма 4-опора 26 отводится от патрубка 6 под действием пружин 25 и станина 3 горизонтально отводится от ковша по рельсам 19.
Площадь сечения канала 28 находится в пределах между суммой площадей сечений питателей 30 одной ступени и суммой площадей сечения всех питателей. Вследствие этого, когда через трубопровод 14 обеспечивается соответствующий расход газа, металл поднимается в канале 28, обеспечивая достаточную металлостатическую высоту на уровне каждой ступени, и металл проникает в полости. Это позволяет обеспечить многоступенчатый разлив, гарантируя регулярное разливание металла с минимумом турбулентности, вследствие чего уменьшается эрозия песка при прохождении жидкого металла как в питателях, так и в самых полостях формы. При этом становятся минимальным риск удержания пузырьков воздуха в металле и появление захватов, и в конечном счете детали будут более качественными.
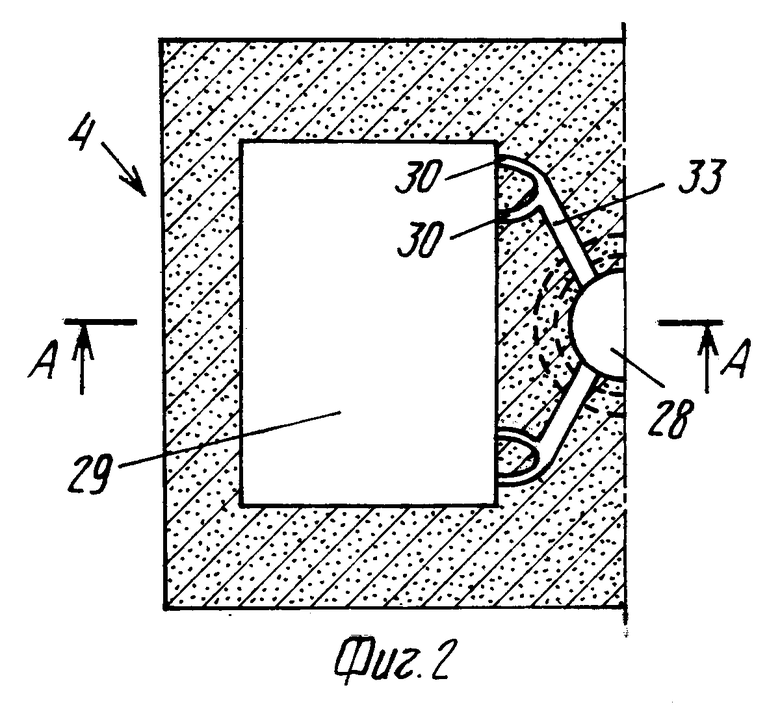
В частично показанной на фиг.2 и 3 форме также имеется две полости 29 на ступень, однако в данном случае в каждую полость металл поступает через несколько питателей 30, а промежуточные каналы 33 соединяют канал 28 с двумя из этих питателей соответственно. Для соблюдения спокойного заполнения, как описано выше, площадь сечения каждого канала 33 превышает сумму площадей сечения питателей, соединенных с этим каналом.
В случае полостей большего размера, чему соответствует запитывание каждой полости через несколько питателей (фиг.2 и 3), может быть так, что в питателях первой ступени или первых ступеней металл затвердевает до того, пока металл попадает в вершину заливочного канала. В этом случае размеры камер (заливочный канал, каналы, питатели) формы выбираются такими, чтобы в каждый момент сумма площадей сечений работающих питателей (т.е. ни пустых, ни с затвердевшим металлом) превышала площадь сечения заливного канала.
Изобретение относится к заливке металла под низким давлением в многоступенчатую форму для деталей с тонкими стенками. Сущность изобретения: в форме сумма площадей сечений работающих питателей в каждый момент заливки превышает площадь сечения заливочного канала или по меньшей мере того же порядка величины, что позволяет замедлить металл при его прохождении по питателям и получить спокойное заполнение полостей. 3 с. и 3 з. п. ф-лы, 3 ил.
| СПОСОБ ПОДЛЕДНОГО ПРИЕМА СИГНАЛОВ СПУТНИКОВЫХ НАВИГАЦИОННЫХ СИСТЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2295808C2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
