Изобретение относится к области задания последовательности интервалов времени электрохимическим программно-временным устройством в автоматических системах управления.
Известен времязадающий электрод дискретного интегратора, состоящий из нескольких слоев различных металлов (например, свинца и серебра), расположенных на токопроводящей подложке послойно в порядке уменьшения потенциалов растворения [1] В качестве электролита использован водный раствор хлорной кислоты, перхлората серебра и свинца. Временные интервалы задают путем анодного растворения постоянным током чередующихся слоев металлов с определенной массой в соответствии с законом Фарадея.
Описанный электрод позволяет задавать несколько временных задержек, однако возможное число слоев невелико вследствие указанных ограничений по электрохимическим характеристикам слоев. Другим существенным недостатком является невозможность повторного использования рабочего электрода без разборки устройства.
Наиболее близким по технической сущности к изобретению является времязадающий электрод программно-временного устройства, содержащий токопроводящую подложку с рабочими слоями двух материалов с различными потенциалами растворения [2] В качестве материалов в указанном устройстве использованы два металла, а именно медь и олово, причем один из слоев имеет более низкий потенциал анодного растворения, чем другой. Растворение электрода происходит в электролите, содержащем катионы обоих металлов, тогда как осаждение металлов осуществляется из индивидуальных ванн.
Такой электрод позволяет реализовать значительное число независимых временных задержек, однако после полного растворения чередующихся слоев невозможно его повторно использовать без разборки устройства.
Изобретение решает задачу количественного поочередного растворения слоев электроактивных веществ и формирования их в одном и том же электролите без разборки устройства.
Эта задача решается тем, что времязадающий электрод выполнен из чередующихся слоев металла и его сплава, нанесенных на токопроводящую подложку, а именно медь сплав меди с оловом при содержании последнего в сплаве 82-86% При этом слой сплава имеет более низкий потенциал анодного растворения, чем потенциал растворения металла.
Сравнение заявленного технического решения с прототипом показывает, что оно соответствует критерию "новизна", так как по прототипу времязадающий электрод состоит из чередующихся слоев двух металлов, а в изобретении электрод выполнен из чередующихся слоев металла и его сплава.
Заявляемое техническое решение также соответствует критерию "изобретательский уровень", так как экспериментально установлено, какими анодными свойствами должны обладать слои из пары металл его сплав, а именно анодное поведение каждого слоя не должно зависеть от толщины слоя. Кроме того, установлена возможность поочередного осаждения слоев металла и его сплава из одного электролита.
Не известны работы, в которых бы были описаны процессы осаждения и растворения чередующихся слоев сплава и одного из металлов, входящих в его состав, в одном электролите, а также условия осаждения из одного электролита металла и его сплава. С другой стороны, публикации, посвященные осаждению многослойных покрытий, состоящих и чередующихся ультратонких (до 1 нм) слоев двух металлов, осажденных из одного электролита, известны [3 и 4] Однако отсутствуют сведения о возможности послойного растворения указанных ультратонких слоев металлов в том же электролите.
Что касается возможности осаждения из одного электролита металла и его сплава, то известные способы осаждения сплавов базируются на представлении, что электролит для осаждения сплава должен быть подобран таким образом, чтобы сблизить потенциалы осаждения металлов, входящих в его состав [5] и, естественно, из такого электролита индивидуальные металлы не должны осаждаться. Установлено, что возможно осаждение отдельного металла и его сплава с заданными свойствами из одного и того же электролита.
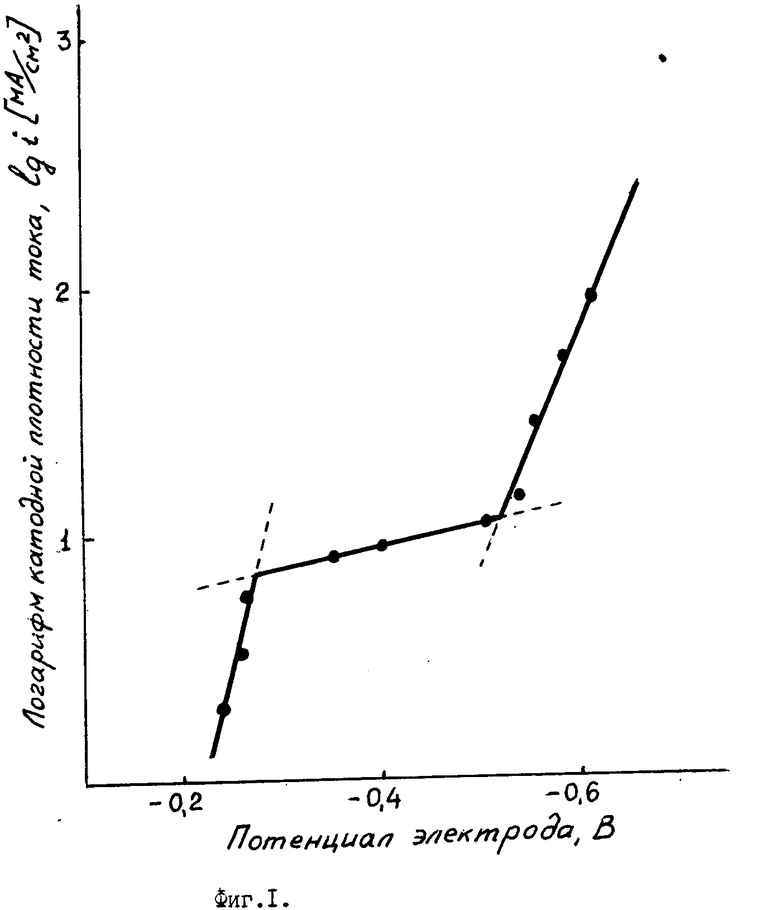
На фиг. 1 приведена полулогарифмическая зависимость тока от потенциала, полученная при электролитическом осаждении покрытий сплава медь-олово из сернокислого электролита, содержащего ионы меди и олова [6] Как видно из фиг. 1, наблюдаются участки с различными наклонами в интервалах потенциалов -0,2 -0,3 В, -0,3 -0,5 В и -0,5 -0,6 В (относительно меди в том же растворе). Эти участки соответствуют трем составам осадков. Анализ показал, что слой, полученный при потенциалах -0,2 -0,3 В, представляет собой чистую медь. Слой, осаждающийся при потенциалах -0,3 -0,5 В, состоит из сплава медь-олово с содержанием олова 56-58% а слой, полученный при потенциалах -0,5 -0,6 В, представляет собой сплав с содержанием олова 82-86% Причем состав сплавов практически не меняется в указанных интервалах потенциалов. Из фиг.1 также видно, что скорости осаждения меди и сплавов различного состава при потенциалах -0,28, -0,4 и -0,55 В соответственно соизмеримы.
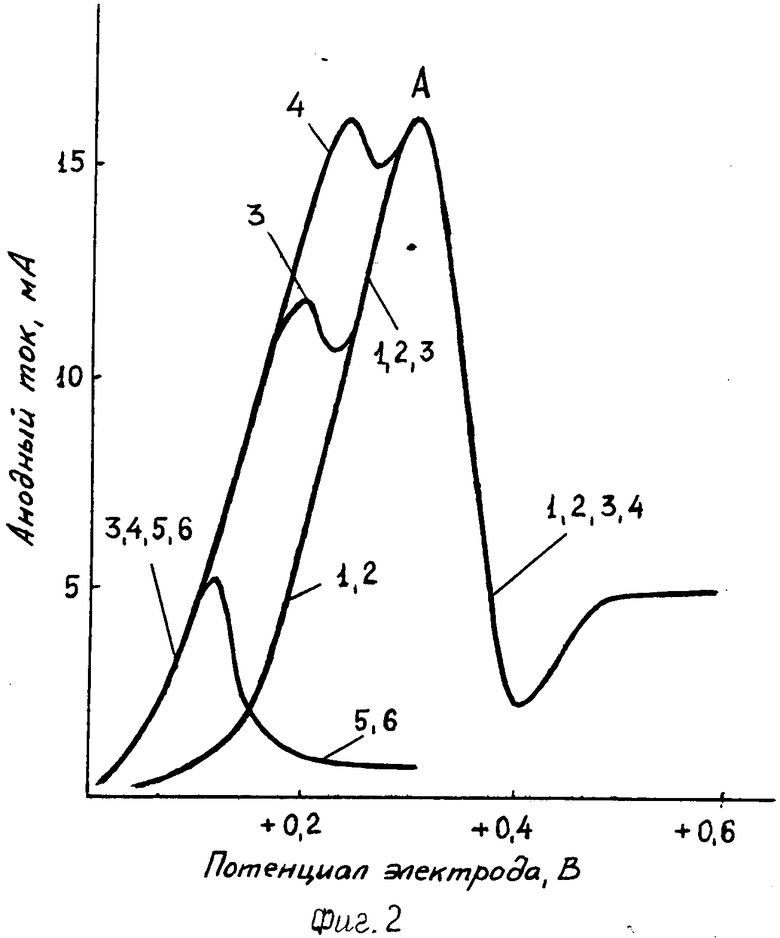
На фиг.2 представлены потенциодинамические кривые (v 5 мВ/с) растворения меди (кривые 1, 2) и сплавов медь-олово с содержанием олова 56% (кривые 3, 4) и 83% (кривые 5, 6) при различных толщинах осадков: 0,5 (кривая 1), 10 (кривая 2), 1,5 (кривые 3, 5) и 10 мкм (кривые 4, 6). Осаждение проводилось на медной подложке. Кривая растворения меди имеет один максимум тока, с увеличением толщины слоя меди кривая не изменяется (кривая 2). Кривая растворения сплава, полученного при потенциале -0,3 -0,5 В, имеет два максимума: один, совпадающий с максимумом тока растворения медной подложки (А), другой, расположенный более отрицательно, чем первый. С увеличением толщины слоя сплава (кривая 4) второй максимум сдвигается в положительную сторону, т.е. анодное поведение сплава с содержанием 58% олова зависит от толщины слоя. При этом максимум, соответствующий растворению меди, сохраняется, что свидетельствует о том, что слой сплава (58%) полностью растворяется, т.е. не пассивируется. Кривая растворения сплава с содержанием олова 83% имеет один максимум (кривая 5). При увеличении толщины слоя кривая не изменяется (кривая 6). Максимум тока растворения меди отсутствует, что свидетельствует о том, что сплав пассивируется.
Таким образом, из приведенных данных следует, что слои, полученные в интервалах потенциалов -0,2 -0,3 В и -0,5 -0,6 В удовлетворяют условиям, необходимым для эффективного функционирования времязадающего электрода программно-временного устройства, поскольку при потенциалах активного растворения слоя меди сплав находится в пассивном состоянии и при нарушении сплошности меди (поры, дефекты структуры и т.д.) скорость его растворения близка к нулю до тех пор, пока будет поддерживаться потенциал активного растворения меди. При меньших содержаниях олова в сплаве медь-олово при нарушении сплошности медного слоя сплав интенсивно растворяется и при переходе от металла к сплаву нет четкого скачка потенциала. При потенциалах свыше -0,6 В компактных осадков сплава получить не удается из-за процесса выделения водорода.
П р и м е р. Времязадающий электрод готовили поочередным осаждением на подложку из платины слоев меди и сплава меди с оловом из электролита состава: сульфат меди 0,44 н, сульфат олова 0,5 н, серная кислота 2 н, желатин 2 г/л. Слой меди осаждали при потенциале -0,25 В, сплав состава медь-олово (82-86% олова) осаждали при -0,55 В. Толщина слоев составляла 0,5-1 и 1,5-3 мкм для слоя сплава и меди соответственно. Анодное растворение проводили в том же электролите при плотности тока 13-15 мА/см2 в случае растворения сплава и при плотности тока 80-100 мА/см2 в случае растворения меди. Всего осадили и растворили пять слоев. При этих условиях были реализованы временные интервалы в виде двухуровневых сигналов, отличающихся друг от друга на 200-250 мВ, длительностью 50-100 с. После полного растворения всех слоев без разборки устройства снова формировали слои как указано выше и снова растворяли в аналогичных условиях и так до 10 раз. В результате было получено заданное число двухуровневых сигналов, отличающихся по потенциалам и длительности временных задержек в пределах 10% что доказывает возможность многократного использования рабочего электрода с чередующимися слоями меди и сплава медь-олово.
Приведенный пример и электрохимические данные, описывающие процессы растворения и осаждения слоев, свидетельствуют о возможности осуществления изобретения.
Таким образом, предлагаемый времязадающий электрод программно-временного устройства имеет следующие преимущества перед прототипом: возможность многократного использования без разборки устройства, возможность изменять в широких пределах анодное поведение одного из чередующихся слоев путем изменения состава сплава, возможность оперативно изменять толщины чередующихся слоев в широких пределах без разборки устройства, возможность осаждать чередующиеся слои с близкими скоростями. Кроме того, относительно невысокая разность равновесных потенциалов металла и сплава обеспечивает относительно низкую скорость обменной реакции между сплавом и ионами более электроположительного металла. Это, с одной стороны, позволяет получать резкую границу между слоями, а с другой стороны, получающаяся разница в потенциалах растворения слоев вполне достаточна для надежного считывания временных интервалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Времязадающий электрод программно-временного устройства и способ задания интервалов времени при помощи времязадающего электрода | 1990 |
|
SU1756967A1 |
| Электрохимический способ получения микропористой структуры сплава на основе золота | 2021 |
|
RU2784188C1 |
| Экспресс-способ определения сквозной пористости микродуговых покрытий | 2022 |
|
RU2796204C1 |
| Металлический анодный материал, способ его получения и натрий-ионный аккумулятор, содержащий металлический анод | 2024 |
|
RU2830226C1 |
| СПОСОБ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО ОПРЕДЕЛЕНИЯ ОЛОВА В ВОДНЫХ РАСТВОРАХ | 2010 |
|
RU2412433C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАДМИЯ | 1994 |
|
RU2123544C1 |
| СПОСОБ ЗАДАНИЯ ПОСЛЕДОВАТЕЛЬНОСТИ ИНТЕРВАЛОВ ВРЕМЕНИ ВРЕМЯЗАДАЮЩЕГО ЭЛЕКТРОДА | 1992 |
|
RU2077084C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ НАКОПИТЕЛЬ ЭНЕРГИИ | 1997 |
|
RU2121728C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКО- И НАНОДИСПЕРСНОГО ПОРОШКА МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2009 |
|
RU2423557C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА КРИОГЕННОГО ГИРОСКОПА | 2011 |
|
RU2460971C2 |
Использование: в электротехнике, в автоматических системах управления. Сущность изобретения заключается в количественном поочередном растворении слоев электроактивных веществ и формировании их в одном и том же электролите без разборки устройства. Рабочий электрод выполнен из чередующихся слоев металла и его сплава, а именно, медь сплав меди с оловом при содержании последнего в сплаве 82 86% При этом потенциал пассивации сплава при его растворении лежит отрицательнее потенциала активного анодного растворения чистого металла. 1 з. п. ф-лы, 2 ил.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Вячеславов П.М | |||
| Электролитическое растворение сплавов | |||
| Л., 1986, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
